

ACME thread milling is a CNC process that uses a rotating single-point or form cutter to interpolate trapezoidal thread profiles inside or outside a workpiece. Taps force a fixed thread size. Thread milling uses CNC programming to control thread fit, pitch, and form directly. This programming control is necessary when parts require non-standard ACME threads, tight class fits, or internal threads in difficult materials.
When Should You Choose ACME Thread Milling?
ACME thread milling is worth considering when standard tapping cannot deliver the thread form, fit, or size the part requires.
Cutting Internal ACME Threads in Machined Housings
Internal ACME threads in housings, blocks, and bodies are difficult to produce with single-point lathe threading because the part geometry often prevents rotation. Thread milling cuts internal threads on a CNC mill, using helical interpolation to trace the 29° trapezoidal profile inside bores and pockets. This approach works well for leadscrew nuts, actuator housings, and precision blocks where the thread must mate with an external ACME screw under load.
Producing Custom Pitch, Multi-Start, or Non-Standard Thread Forms
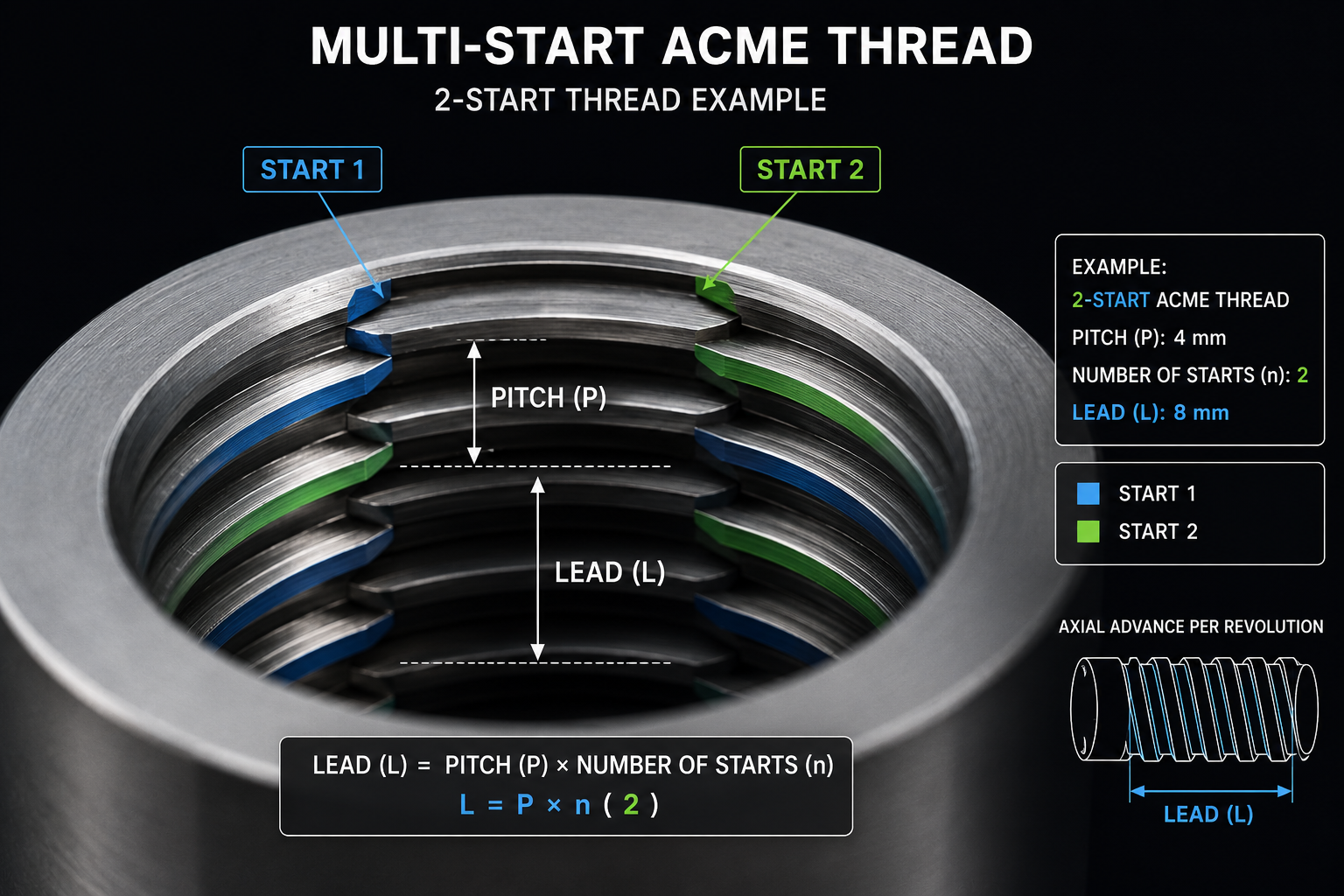
ACME threads are available in standard pitches defined by ASME B1.5, but many motion applications call for custom leads, multi-start configurations, or modified flank angles. CNC thread milling handles these without special tooling.
The CNC program controls the pitch and lead directly, so switching from a single-start 0.5 in lead to a two-start 1.0 in lead requires only a program change, not a new tap.
Controlling Thread Fit for Mating Screw Assemblies
Thread fit between an ACME screw and nut affects backlash, load transfer, and positioning accuracy. Thread milling allows in-process adjustments to major diameter, minor diameter, and pitch diameter, helping the machinist control the fit class.
For applications where the thread pair must meet a specific clearance or preload, this level of control helps reduce rework compared to rigid tapping.
Which Materials Work Well for ACME Thread Milling?
The right material depends on the load, wear conditions, and corrosion environment the ACME thread will face in service.

Stainless Steel and Titanium for Strength-Critical Threads
Stainless steel (304, 316, 17-4 PH) and titanium (Grade 2, Grade 5) are common choices when ACME threads carry high axial loads or operate in corrosive environments. Thread milling suits these materials because the interrupted cut generates less heat than tapping, reducing the risk of work hardening in stainless steel and galling in titanium. Coolant delivery to the cutting zone is also easier with thread milling than with a bottoming tap in a blind hole.
When machining titanium ACME threads, shops typically reduce surface speed to 15–25 m/min and use rigid setups to minimize deflection. Thread milling allows these parameters to be tuned per pass, which is harder to control with a single-pass tap.
Aluminum and Brass for High-Speed and Low-Load Thread Applications
Aluminum alloys (6061, 7075) and brass machine quickly and produce clean ACME thread profiles with good surface finish. These materials work well for positioning screws, adjustment mechanisms, and prototype motion assemblies where loads are moderate.
Thread milling in aluminum also reduces the risk of tap breakage in thin-walled parts, since the radial cutting forces are lower than tapping.
PEEK and Engineering Plastics for Low-Friction Threaded Parts
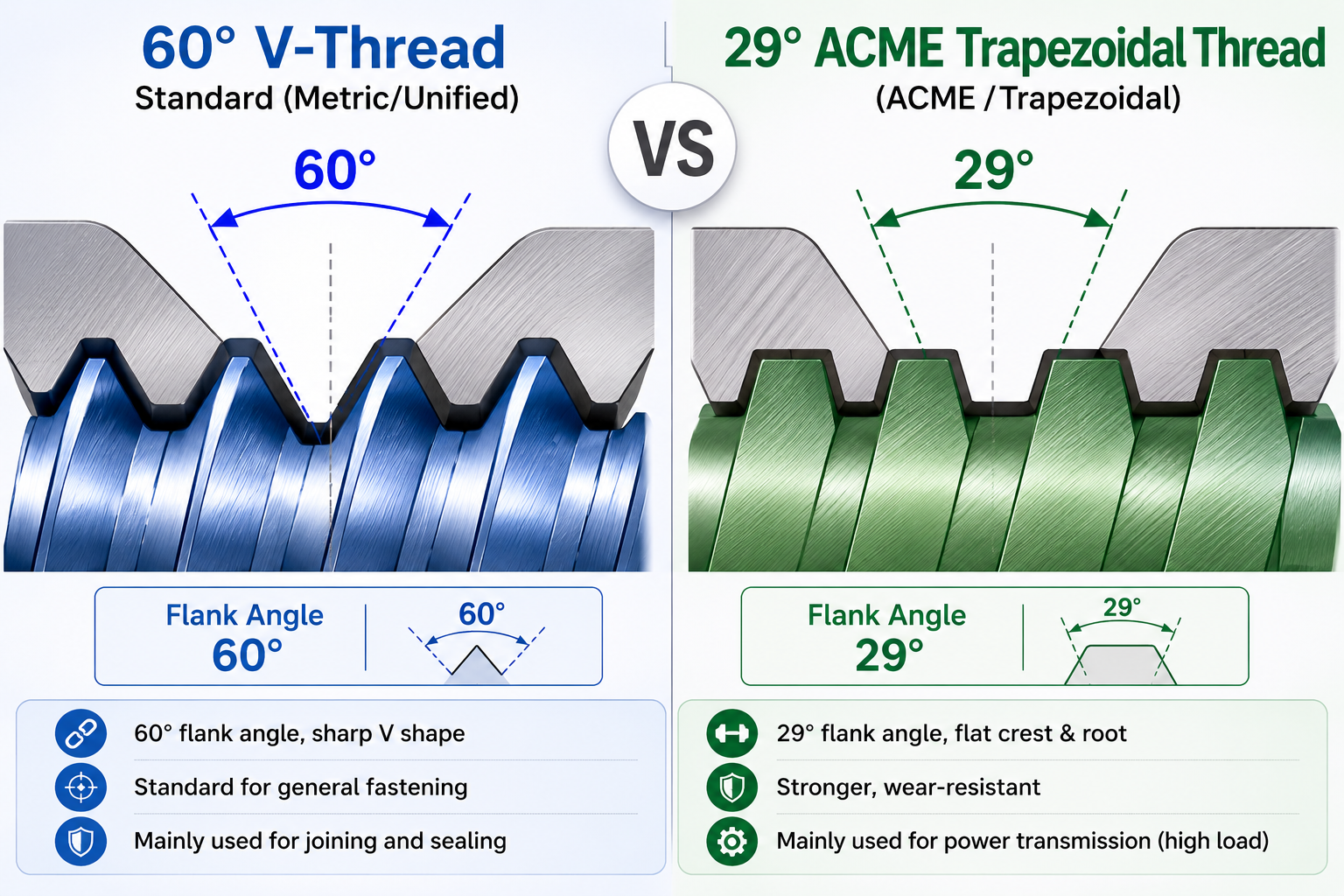
PEEK, POM, and PTFE suit ACME threaded components where low friction, chemical resistance, or electrical isolation matters. Thread milling in plastics requires sharp tooling and conservative feed rates to avoid melting or deforming the thread flanks. The 29° included angle of the ACME profile provides more flank contact area than a standard 60° V-thread, which helps distribute load across softer plastic threads.
Key considerations for plastic ACME threads:
- Use uncoated carbide or PCD tooling for clean cuts
- Keep feed rates low enough to avoid heat buildup at the flank surface
- Expect wider thread tolerances than metals, typically ±0.05 mm on pitch diameter
- Avoid coolant flooding on hygroscopic plastics like PA; use air blast instead
How Do ACME Threads Compare With Other Thread Forms for Motion Applications?
ACME is not the only thread form used for linear motion. Square threads and standard 60° V-threads are common alternatives, each with different trade-offs in efficiency, manufacturability, and self-locking behavior.
ACME and Square Thread Load Transfer Characteristics
Square threads offer slightly higher efficiency for pure axial load transfer because the flank angle is 0°, eliminating radial force components. However, square threads are difficult to inspect, hard to mill accurately, and cannot be adjusted for fit class after machining.
ACME threads, with their 29° included angle, are easier to manufacture, inspect with standard gauging, and adjust for controlled backlash. Most linear motion applications use ACME threads as a practical alternative to square threads for this reason.
ACME and Standard 60° Thread Wear and Motion Efficiency
Standard 60° V-threads (UNC, UNF, metric) generate higher friction during axial translation because the steeper flank angle increases the wedging effect between mating surfaces. ACME threads reduce this friction, making them better suited for power transmission, positioning, and repeated linear motion.
V-threads remain the better choice for fastening applications where axial clamping force and self-locking behavior are needed.
Quick Comparison
| Factor | ACME (29°) | Square (0°) | 60° V-Thread |
|---|---|---|---|
| Motion efficiency | Good | Highest | Low |
| Friction during axial travel | Moderate | Lowest | Highest |
| CNC milling manufacturability | Good | Difficult | Good |
| Fit class adjustability | Adjustable in-process | Fixed after machining | Adjustable in-process |
| Standard gauging available | Yes | Limited | Yes |
| Self-locking tendency | Depends on lead angle; typical single-start pitches self-lock | Rarely self-locking | Strong at most pitches |
| Best use | Power screws, linear positioning | High-efficiency transmission | Fastening, clamping |
Which CNC Parts Commonly Use ACME Threads?
ACME threads appear most often in parts that convert rotary motion into controlled linear travel or that require repeatable fine adjustment.
Leadscrew Nuts and Power Screw Motion Components
Leadscrew nuts are the most common ACME-threaded CNC part. These nuts convert rotary input into linear motion and must maintain consistent thread engagement across the full travel length. Thread milling allows CNC shops to produce leadscrew nuts with controlled fit to the mating screw.

For buyers sourcing these parts, a supplier with multi-axis CNC capability and thread inspection can help verify fit class before shipping. Rollyu Precision‘s multi-axis CNC machining workflow can support parts that require ACME thread milling as part of the overall machining scope.
Actuator Housings and Linear Motion Assemblies
Actuator housings with internal ACME threads drive linear positioning in automation, medical devices, and test equipment. The housing thread mates with an external ACME screw to convert rotation into linear travel. When the housing has complex external geometry that prevents lathe chucking, thread milling is often the only practical way to produce the internal thread.
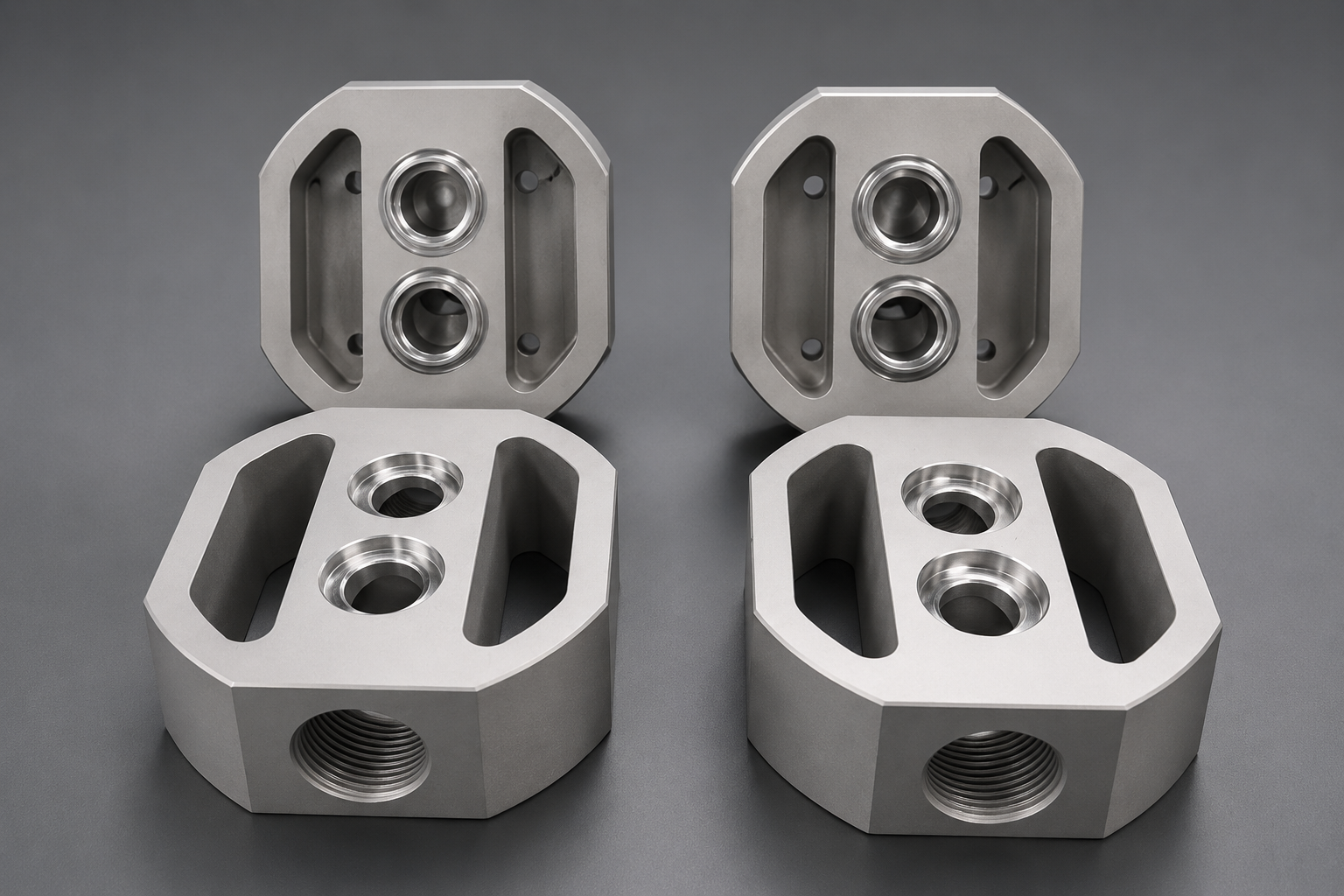
Custom Fixtures and Precision Positioning Blocks
Precision fixtures and positioning blocks use ACME threads for fine adjustment. Toolroom fixtures, optical stage adapters, and test jig clamps often require non-standard pitches or short thread lengths that do not justify ordering a custom tap. Thread milling produces these features directly from the CNC program.
Which Industries Use ACME Thread Milling for Precision Components?
ACME-threaded parts show up wherever equipment needs smooth, load-bearing linear motion with controlled backlash.
Robotics and Industrial Automation Systems
Joint actuators, end-effector positioning screws, and feed mechanisms in robotics and automation systems use ACME threads for smooth, repeatable linear motion under load. Thread milling supports the custom pitches and tight fits that robotics actuator assemblies require, especially when the same housing carries both the thread and mounting features machined in one setup.
Medical Device and Surgical Positioning Equipment
Surgical table adjusters, C-arm positioning mechanisms, and patient positioning stages rely on ACME-threaded drive screws for precise, low-backlash motion. These parts often require:
- ISO 13485 traceability and lot-level documentation
- CMM verification of pitch diameter and flank angle
- Controlled surface finish on thread flanks to reduce friction during manual adjustment
Suppliers with medical device CNC machining experience can support both the thread milling and the documentation workflow.
Semiconductor Equipment and Precision Motion Stages
Wafer handling stages, probe positioners, and alignment mechanisms in semiconductor equipment require ACME threads with controlled backlash and smooth travel. Thread milling combined with CMM inspection helps verify pitch diameter and flank angle before assembly.
On particle-sensitive stages, burr-free thread crests and clean packaging also matter.
Space and Satellite Actuator Assemblies
Deployment mechanisms, antenna positioners, and solar array actuators use ACME threads for reliable linear motion in vacuum and thermal cycling environments. Material traceability, FAI reports, and dimensional documentation support the quality requirements typical of space hardware programs.
Material choices for space ACME threads often favor titanium or corrosion-resistant stainless steel to handle outgassing and thermal stress.
What Design Details Should Engineers Confirm Before ACME Thread Milling?
Missing or ambiguous thread specs are the most common cause of quoting delays and machining rework on ACME parts. Confirm these details before submitting a drawing.
Thread Form, Pitch, Lead, and Start Count
Specify the thread designation per ASME B1.5, including nominal size, threads per inch, and number of starts. For multi-start threads, confirm both the pitch (distance between adjacent thread crests) and the lead (axial advance per revolution).
Confusing pitch and lead is a common source of quoting errors on ACME parts.
General Purpose vs Centralizing ACME Thread Classes
ASME B1.5 defines two ACME thread series. The table below summarizes the key differences.
| Feature | General Purpose (ACME) | Centralizing (ACME-C) |
|---|---|---|
| Internal major diameter | Clearance allowed | Controlled for radial contact |
| Radial centering | Nut does not center on screw | Nut centers on screw |
| Fit classes | 2G, 3G, 4G | 2C, 3C, 4C |
| Typical use | General linear motion, non-precision feed screws | Precision positioning, low-backlash motion assemblies |
Specify the correct series and class to avoid fit problems at assembly. If the drawing does not call out a class, most CNC shops default to 2G, which provides the loosest fit and may not meet the design intent for precision motion.
Hole Depth, Tool Access, and Burr Control
Internal ACME threads require enough bore depth for full thread engagement plus tool clearance at the bottom of the hole. Confirm minimum full-thread depth, thread relief or undercut dimensions, and whether the bore is through or blind.
Burr control on ACME thread crests affects mating fit. Specify deburring requirements and acceptable crest condition to avoid fit issues during assembly. For blind-hole ACME threads, a thread relief groove at the bottom of the bore gives the cutter space to exit cleanly and reduces burr formation on the last thread crest.
FAQ
Can ACME thread milling produce internal threads?
Yes. Thread milling is one of the most practical methods for cutting internal ACME threads in bores that cannot be turned on a lathe. The CNC mill uses helical interpolation to trace the 29° trapezoidal profile inside the bore. With a single-point thread mill, the same tool can produce multiple thread sizes and pitches by adjusting the program. Form thread mills are pitch-specific but still offer diameter flexibility within the same pitch.
Is ACME thread milling better than tapping for custom parts?
For standard ACME sizes, tapping with a dedicated ACME tap can be faster per part. Thread milling is a better fit when the part requires a non-standard pitch, a multi-start thread, a specific fit class, or when the material is prone to tap breakage.
Thread milling also allows in-process adjustments to thread dimensions without changing tooling, which reduces setup cost on mixed-thread jobs.
What should I send when quoting ACME thread milling parts?
Include a dimensioned drawing or 3D model with the full ACME thread callout (size, TPI, class, series), material specification, surface finish requirements, and quantity. Note whether the thread is internal or external, blind or through, and whether the part requires inspection documentation.
When quoting custom CNC machining with ACME threads, clear thread specifications help reduce delays and avoid rework.
