

According to DataM Intelligence, the global threading tools market reached US$ 2.36 billion in 2025. Demand comes from CNC automation, aerospace, automotive, oil and gas, industrial machinery, and medical device manufacturing.
Thread milling helps when threaded features need tighter fit, lower breakage risk, and cleaner surface finish. For high-value CNC machined parts, thread milling gives manufacturers more control than tapping when material, tolerance, or blind-hole risk makes scrap expensive.
What Is Thread Milling
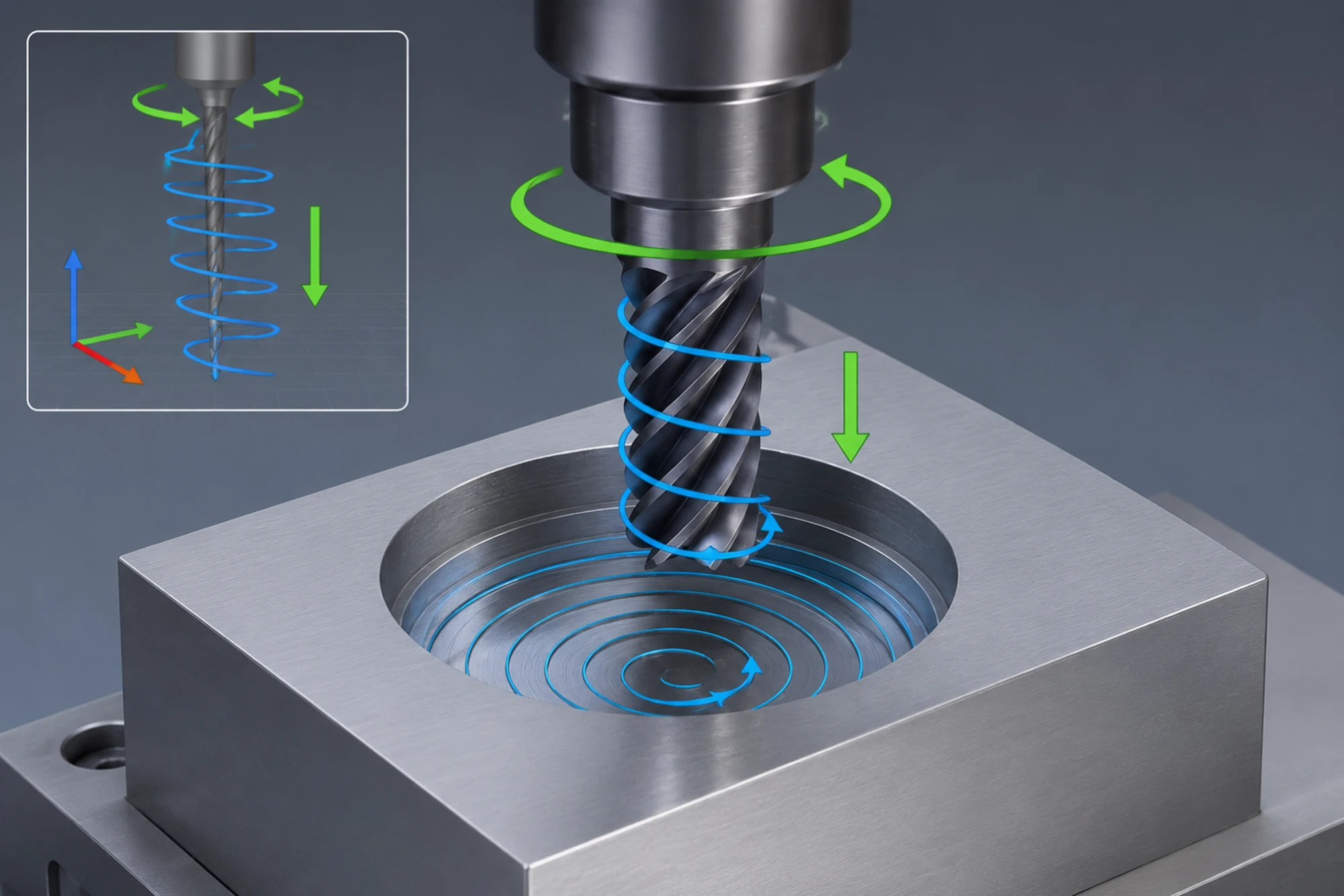
CNC thread milling cuts threads by driving a rotating cutter along a helical toolpath. The machine moves the cutter in a circular orbit on the X and Y axes while advancing one thread pitch along the Z axis per revolution. This simultaneous X, Y, and Z movement is called helical interpolation.
The thread mill is smaller than the finished thread, so a single cutter can produce multiple thread diameters at the same pitch. This makes thread milling efficient for custom CNC machining parts with mixed thread specifications.
How Does the CNC Thread Milling Process Work
Thread milling runs on a CNC milling center with at least 3 simultaneous axes.
Interpolating the Helical Tool Path
The cutter enters the hole and ramps into position along a helical arc. It then orbits 360 degrees around the hole wall using climb milling, while the Z axis advances one thread pitch. After completing the orbit, the cutter ramps out along a second helical arc to exit the cut.
Most multi-form threading mills finish in a single orbit. Single-point cutters may require several passes at increasing depth.
Producing Internal and External Threads
For internal threads, the cutter orbits inside a pre-drilled hole and cuts the profile into the bore wall. The hole must be drilled to the correct minor diameter before thread machining begins, and different types of holes affect clearance, depth, and tool access. For external threads, the cutter orbits around a boss or shaft and forms the profile on the outer surface. Both operations use the same helical interpolation logic. Switching between internal and external threads may only require toolpath and offset changes when both features are accessible in the same setup.
What Cutters Are Used in Thread Milling
Thread mills include single-point and multi-form designs, with specialty ACME cutters for trapezoidal power-transmission profiles.
Single-Point and Multi-Form Thread Mills
A single-point thread mill carries one row of cutting teeth. It machines different thread pitches and diameters with the same tool, which keeps tooling inventory low on mixed-thread jobs. The tradeoff is speed. The cutter must make multiple axial passes to complete the full thread depth.
A multi-form thread mill cutter carries several rows of teeth matched to one specific pitch. It can finish the thread in a single orbit and reduce cycle time. Each tool handles only one pitch, so multi-form cutters fit best in repeat production with a fixed thread size.

Carbide and Indexable Thread Milling Cutters
A solid carbide thread milling cutter, sometimes called a threaded end mill, can provide higher rigidity and finer thread finish than indexable options. It works best for small-diameter threads and hard materials where deflection control matters. Indexable thread milling tools use replaceable inserts, which lowers cost per cutting edge on larger threads.
Common coatings and their best-fit conditions:
- TiAlN handles high heat in steel and titanium.
- AlTiN performs well in dry or near-dry machining.
- Uncoated carbide suits aluminum and softer alloys where built-up edge is the main wear concern.
ACME Thread Mills for Heavy-Duty Leadscrews
ACME thread mills cut a 29-degree trapezoidal profile used in leadscrews, linear actuators, and robotic drive systems. The wide, flat-bottomed thread form carries heavy axial loads in power transmission applications.
Milling ACME profiles often generates higher cutting forces than standard V-threads. Helical interpolation distributes these forces across the tool’s radial engagement, which helps reduce deflection and chatter. For large-pitch ACME threads, taking multiple passes at progressive depth improves thread accuracy and extends tool life.
Which Materials Work Best with CNC Thread Milling
Thread milling can produce clean threads in many CNC-compatible metals and engineering plastics. Each material group requires different speed, feed, and cooling strategies to control thread quality.
Quick Reference: Thread Milling by Material Group
| Material Group | Common Grades | Primary Machining Challenge | Recommended Strategy |
|---|---|---|---|
| Difficult-to-Machine Metals | 304, 316, Grade 5 Ti, Invar | Work-hardening, high cutting heat | Low spindle speed, TiAlN coating |
| Aluminum & Copper Alloys | 6061, 7075, Brass | Chip welding (built-up edge) | Climb milling, high rake angle, uncoated carbide |
| Engineering Plastics | PEEK, POM (Delrin), PTFE | Elastic recovery, thermal melting | Shallow radial engagement, air-blast cooling |
Stainless Steel and Superalloy Thread Performance
304 and 316 stainless steel work-harden quickly during cutting. Thread milling’s interrupted helical cut limits continuous contact time, which reduces heat buildup at the cutting edge. This helps maintain thread tolerance during stainless steel thread machining.
Grade 5 titanium (Ti-6Al-4V), Kovar, and Invar generate high cutting temperatures and resist deformation. Lower spindle speeds and controlled feed-per-tooth values help move heat into the chip rather than the workpiece. Carbide thread mills with TiAlN coatings perform well in these alloys.
Aluminum and Copper Alloy Chip Control
6061 and 7075 aluminum are easy to machine but prone to chip welding. Built-up edge forms when soft aluminum bonds to the cutter face, which degrades thread surface finish. Climb milling and high spindle speeds help evacuate chips cleanly. For ductile metals such as copper and brass, sharp carbide cutters with suitable rake geometry help produce cleaner threads.
High-Performance Plastics and PEEK Thread Integrity
Machining threads in PEEK, Delrin (POM), and PTFE requires managing two primary material behaviors:
- Elastic recovery: The thread profile can spring back after the cutter passes, which tightens the finished thread beyond the intended tolerance. Slower feed rates and shallow radial engagement help control this dimensional shift.
- Thermal softening: Plastics melt at lower temperatures than metals. Low spindle speeds and air-blast cooling help prevent burr formation at the thread crest.
How Thread Milling Compares to Traditional Tapping
When comparing thread milling with tapping, engineers consider the tapped hole and threaded hole requirements, part value, material hardness, blind-hole risk, and tolerance needs.

Process Comparison: Thread Milling vs Tapping
| Feature | CNC Thread Milling | Traditional Tapping |
|---|---|---|
| Tool Breakage Risk | Low (broken tool is easy to extract) | High (broken tap often scraps the part) |
| Cutting Forces | Low radial forces, manageable torque | High continuous friction and torque |
| Tolerance Control | Adjustable via CNC toolpath offsets | Fixed entirely to the tap dimension |
| Tool Flexibility | One tool cuts multiple hole diameters | One dedicated tap per thread size |
Reducing Scrap Risk in Blind Holes
When evaluating thread milling vs tapping for high-value components, blind cavities present the highest scrap risk. Deep hole drilling quality also matters when depth, chip evacuation, or tool access can affect the finished thread. A broken tap wedged in a blind hole can scrap the entire workpiece. A thread mill is smaller than the hole’s minor diameter, so a broken cutter is usually easier to remove than a broken tap. This helps protect expensive parts during late-stage machining.
Managing Cutting Forces in Hard Materials
Tapping generates high torque and continuous friction along the thread profile, which risks catastrophic tool failure in hard metals. Thread milling disperses these cutting forces. The interrupted helical toolpath reduces the chip load per tooth and keeps radial pressure manageable. This approach provides a lower-risk threading method for titanium, superalloys, and hardened steels.
Achieving Tighter Surface Finish and Pitch Control
Taps rely on fixed geometries. If a tapped hole cuts slightly out of tolerance, the operator cannot compensate the tool. Thread milling allows programmers to adjust the tool diameter offset at the CNC controller to fine-tune the pitch diameter. The milling action also cuts chips cleanly away from the wall. This supports cleaner thread surfaces, helps reduce tearing risk, and can reduce secondary deburring on CNC machined parts.
Maximizing Tool Flexibility Across Thread Sizes
A single thread mill can cut multiple hole diameters as long as the pitch remains identical. Tapping requires a dedicated tool for every specific thread size. Machining multiple features with one milling tool delivers two distinct advantages for low-to-mid volume custom manufacturing:
- Lower inventory: Reduces the number of specialty taps needed on the shop floor.
- Cycle time savings: Reduces tool-change time in the CNC carousel when one cutter can handle different hole diameters.
Which Industries Rely on CNC Thread Milling
High-precision sectors often use thread milling to control burrs, limit contamination risk, and reduce part distortion.
Burr-Free Medical Device Components
Surgical tools, implants, and bone screws require strict burr control for biocompatibility. Thread milling cuts clean threads in titanium, stainless steel, and PEEK. It can help reduce burrs and loose chips when cutting parameters, coolant, and deburring are properly controlled. This makes the process useful for medical device CNC machining when burr control and thread fit are critical.
Vacuum-Sealed Semiconductor Parts
Gas delivery manifolds and vacuum chamber components demand strict micro-particle contamination prevention. For semiconductor CNC machining parts, CNC thread milling helps reduce tearing compared with tapping when thread fit and surface integrity affect vacuum performance. Smoother thread walls can help reduce leakage and particulate risks in cleanroom-related components.
Robotics and Automation Assemblies
Joint housings, actuator mounts, and end-effector brackets rely on exact thread alignment for motion control repeatability. Thread milling helps control thread alignment and concentricity when the setup, toolpath, and inspection plan are properly managed. It can also support post-machining threaded features on custom die-cast parts when cast geometry needs tighter thread fit.
Photonics and Quantum Optical Components
Lens holders, diode housings, and beam-steering brackets require extreme thermal stability and concentricity. Thread milling helps control pitch diameter and thread fit for precise threaded optical joints. The lower cutting force can help reduce dimensional distortion in thin-walled optical assemblies.
How Rollyu Precision Controls Quality in Custom Thread Machining
High-tolerance parts rely on strict supplier quality control to pass inspection and reach assembly on time. For buyers comparing manufacturing partners, Rollyu Precision supports threaded features within custom CNC machined parts. This integrated approach supports tighter tolerance control from raw material review to final inspection.
Backed by ISO 9001:2015 and ISO 13485:2016 certifications, our quality system protects part integrity at every stage:
- DFM Technical Review: Engineers review hole depth, thread relief, and chamfer specifications before machining begins. This early review helps catch design risks before they lead to scrap or rework.
- Integrated Production: Rollyu Precision supports threaded features in CNC machined parts and can review post-machining needs for cast parts when the drawing requires tighter thread fit.
- Certified Inspection: Quality teams check thread fit, pitch, and key dimensions using calibrated plug gauges, ring gauges, and CMM equipment.
Whether reviewing threaded titanium components or post-machined cast housings, Rollyu helps control tolerance drift and reduce rework risk.
FAQ
How do speeds and feeds affect thread milling performance?
Thread mill speeds and feeds affect tool life, chip control, and thread accuracy. Low speeds can cause tearing, while excessive speeds can increase tool wear.
Thread milling follows a helical toolpath, so programmers need to adjust feeds for the cutter’s centerline movement. Final settings should follow the tool manufacturer’s data based on material, coating, cutter size, coolant, and machine rigidity.
Can you thread mill tapered pipe threads?
Yes. CNC machines can thread mill tapered pipe threads such as NPT and BSPT when the machine, tool, and program support the required taper. The controller interpolates the exact pitch and taper angle in a single continuous helical path. This can reduce the need for specialized tapered taps.
What thread standards can be produced by thread milling?
CNC thread milling produces UNC, UNF, Metric (ISO), Whitworth, ACME, Buttress, and NPT/BSPT profiles. The CNC program controls pitch diameter, depth, and taper through the toolpath, while the cutter profile still needs to match the required thread form. A thread milling setup can switch between some thread standards by loading the right cutter and toolpath.
How does thread milling affect cycle time compared to tapping?
Thread milling generally takes longer per hole than tapping when cutting a single thread size. The cutter must complete a full orbital path, which increases the cycle time.
However, the process recovers significant time on jobs with multiple hole diameters. Since one cutter handles different thread sizes, the machine skips time-consuming tool changes. When comparing thread milling vs tapping for small-batch manufacturing, the overall job time remains highly competitive.
