

Single point thread milling is worth considering when a tapped hole creates high scrap risk, uses a difficult material, or needs adjustable thread fit. Instead of driving a tap straight into the hole, a thread mill follows a programmed helical path, giving machinists better control over cutting load, chip evacuation, and pitch diameter.
This guide explains when to choose single point thread milling over tapping, when tapping is still the better option, and what engineers should include in an RFQ for precision threaded CNC parts.
What Is Single Point Thread Milling?
Single point thread milling is a CNC machining method that uses a cutter with one threading profile to create internal or external threads through helical interpolation. The machine controls the thread path, while the cutter removes material gradually along the programmed spiral.
Unlike a tap used for a fixed-size tapped hole, a single point thread mill gives machinists more control over thread size and fit. This flexibility helps with prototypes, large-diameter threads, and low-volume custom parts where a clear tapped hole and threaded hole callout affects the machining method.
This matters when the part is expensive, the thread must match a specific mating component, or the design may change after early testing.

How Does a Single Point Thread Mill Work?
A single point thread mill cuts threads by combining circular interpolation in the X and Y axes with controlled Z-axis movement. Each full circular interpolation of the toolpath moves the Z axis by one thread pitch.

A typical CNC thread milling cycle includes four steps:
- Pre-drilling the hole to the correct minor diameter or prepared bore size.
- Using a radial lead-in move so the cutter enters the material smoothly.
- Cutting the thread with helical interpolation while the tool follows the programmed pitch.
- Using a radial lead-out move so the cutter exits without leaving a heavy tool mark.
The lead-in and lead-out moves matter because sudden tool engagement can raise cutting force, deflect the tool, and damage the thread surface. A controlled entry helps protect tool life and improves consistency on critical threaded features.
When Should You Use Single Point Thread Milling?
Single point thread milling is preferred when the part value, material risk, or thread-fit requirement justifies a slower but more controlled process.
Machining high-value parts with lower scrap risk
Single point thread milling can reduce the risk of scrapping expensive workpieces when a tool breaks. A broken tap often locks inside the hole, making removal difficult and sometimes damaging the part beyond repair.
A thread mill is smaller than the hole it machines. If the tool breaks, the remaining piece is usually easier to remove because it does not wedge into the finished thread. This makes thread milling useful for complex housings, medical components, semiconductor fixtures, and other parts where one failed thread can waste a high-value workpiece.
Cutting threads in difficult materials
Single point thread milling works well in materials that create high tapping torque or poor chip evacuation. Titanium, stainless steel, nickel alloys, Kovar, Invar, and some high-performance plastics can become risky when thread depth, hole geometry, or material behavior makes tapping unstable.
Thread milling manages these risks through lower radial engagement, better chip clearance, and more flexible coolant access. The lower cutting load can help reduce work hardening, heat buildup, and tool breakage risk when the process is programmed correctly.
Adjusting thread fit for custom parts
Single point thread milling allows machinists to adjust pitch diameter through CNC cutter compensation. This makes it useful when thread fit must be tuned for a mating part, plating thickness, anodizing, passivation, or another post-machining finish.
This control is especially helpful in low-volume custom production. Instead of ordering a custom tap for every fit adjustment, the shop can modify the toolpath within the approved process window.
Which Materials Are Good Fits for Single Point Thread Milling?
Material choice has a direct impact on whether single point thread milling is worth the extra cycle time.
| Material group | Why thread milling may help |
|---|---|
| Titanium and stainless steel | Lower cutting force can reduce tap breakage risk in tough materials. |
| Nickel alloys, Kovar, and Invar | Controlled cutting helps when heat, hardness, or dimensional stability matters. |
| Aluminum and brass | Thread milling is useful when large diameters, blind holes, or thread-fit adjustment matter more than cycle time. |
| PEEK and engineering plastics | The process can help control burrs and thread fit, but heat and clamping pressure still need careful control. |
Thread milling is not automatically better for every material. For simple aluminum holes in high-volume work, tapping often remains faster and more economical.
When Should You Avoid Single Point Thread Milling?
Single point thread milling is not the right choice when speed, hole size, or setup rigidity works against the process.
Running high-volume standard tapped holes
Tapping is usually faster for standard threads in large production runs. A tap cuts or forms the thread in one axial cycle, while a thread mill needs a programmed helical path.
When the material is easy to machine, the hole is open or easy to evacuate, and the thread size is standard, tapping usually gives the lowest cost per hole.
Machining very small internal threads
For internal threads below about 3 mm, single point thread milling is often less practical unless the machine, tool, material, and hole depth support stable micro-machining. Small thread mills have limited core strength, so tool deflection and breakage become more likely.
Micro tapping or form tapping is often more practical for very small holes in ductile materials. Thread milling becomes more reasonable when the hole size and setup allow enough cutter rigidity.
Working with unstable setups or thin walls
Helical interpolation creates lateral cutting forces. If the part is thin-walled, poorly clamped, or prone to vibration, these forces can cause chatter, poor thread finish, or out-of-tolerance pitch diameter.
In these cases, the manufacturing team should review fixturing, wall thickness, hole depth, and tool reach before choosing thread milling.
How Does Single Point Thread Milling Compare With Tapping?
Choosing between single point thread milling and tapping depends on production volume, material behavior, thread depth, and scrap risk.
| Feature | Single point thread milling | Tapping |
|---|---|---|
| Cycle time | Slower because the tool follows a helical path | Faster because the tool moves in one axial cycle |
| Tool flexibility | One tool can cover multiple diameters and selected pitches within its approved range | One tap is tied to one thread size and form |
| Broken tool risk | Lower part-loss risk because the cutter usually does not bind in the finished thread | Higher risk when a broken tap locks inside the hole |
| Thread fit control | Adjustable through CNC cutter compensation | Fixed by tap geometry and wear condition |
| Blind-hole control | Can cut usable threads closer to the bottom with proper clearance | Requires chamfer allowance and more bottom clearance |
| Material fit | Strong option for tough materials and high-value parts | Efficient when torque, chips, and broken-tap risk are manageable |
Tapping remains the practical choice for many standard holes. Single point thread milling becomes more valuable when the cost of a failed thread is higher than the added machining time.
Which Parts Benefit From Single Point Thread Milling?
Single point thread milling is most useful for parts that need controlled thread quality, careful chip evacuation, or thread-fit adjustment.

Medical and life sciences threaded parts
Medical and life sciences components often require controlled burrs, cleanable surfaces, and documented inspection. Titanium, stainless steel, and PEEK parts may also need thread features that support assembly without creating excess debris or deformation.
Thread milling can help reduce chip packing in blind holes and give machinists more control over final thread fit. Final acceptability still depends on deburring, cleaning, gauging, and inspection.
Semiconductor and vacuum hardware
Semiconductor chamber parts, wafer handling components, and vacuum fixtures often need clean thread geometry, stable materials, and documented traceability. In semiconductor CNC machining, blind threaded holes can create assembly and cleaning problems if chips, residue, or unvented pocket geometry are not addressed.
Thread milling may improve chip control and bottom-hole clearance, but vacuum suitability still depends on hole design, cleaning requirements, surface finish, and inspection planning.
Robotics and photonics alignment parts
Robotic actuators, optical mounts, lens holders, and alignment fixtures rely on stable thread position relative to bores, datums, and mating faces. A small thread-position error can affect assembly alignment or repeatability.
When the thread, bore, and mounting datum are machined in the same setup, thread milling can help control coaxiality and reduce alignment variation. This matters for precision assemblies where thread fit affects positioning stability.
How Should Engineers Prepare a Thread Milling RFQ?
A clear RFQ helps the machine shop choose the right cutter, toolpath, inspection method, and quality documentation.
Defining thread size, pitch, depth, and class
Specify the thread standard, nominal size, pitch, direction, and tolerance class. For example, define whether the feature is UNC, UNF, NPT, Metric, 2B, 3B, 6H, or another required standard.
Also specify full thread depth, pilot hole depth, and whether the feature is a through-hole or blind-hole. The selected hole type affects tool entry, bottom clearance, chip evacuation, and inspection method.
Calling out material and finish risks
List the exact material grade, heat treatment, and surface finish requirements. A thread in 6061 aluminum does not behave like a thread in 316 stainless steel, titanium Grade 5, PEEK, or Kovar.
If the part will be anodized, plated, passivated, electropolished, or cleaned for a regulated application, state whether the thread must be inspected before finish, after finish, or both.
Specifying inspection and documentation needs
State how the thread should be verified. Common options include go/no-go plug gauges, ring gauges, thread micrometers, custom mating parts, or CMM checks for related datum features.
For regulated or high-value projects, request the needed documentation early. Useful deliverables may include dimensional reports, First Article Inspection, material test reports, certificates of conformance, and lot traceability.
How Does Rollyu Review Threaded CNC Machined Parts?
Rollyu Precision reviews threaded CNC machined parts through a workflow that combines DFM feedback, process planning, in-process checks, and final inspection. This workflow is useful for buyers who need precision threaded parts for medical devices, semiconductor equipment, robotics, photonics, automation, and other high-reliability applications.
The review process may include:
- DFM review to check thread depth, pitch, wall thickness, blind-hole clearance, tool access, and finish impact.
- Material review to match cutting strategy with aluminum, stainless steel, titanium, PEEK, brass, Kovar, Invar, or other specified materials.
- In-process inspection to monitor critical dimensions before tolerance drift affects the batch.
- Thread gauging with go/no-go gauges or other agreed inspection tools.
- CMM inspection when thread location, concentricity, or datum relationships affect assembly.
- Quality documentation such as dimensional reports, material test reports, certificates of conformance, and traceability records.
For buyers sourcing CNC machining parts, this inspection-backed process helps reduce rework risk and gives clearer evidence before assembly.
FAQ
Is a single point thread mill better than a tap?
A single point thread mill is better when thread fit, material risk, blind-hole control, or part scrap risk matters more than cycle time. Tapping is usually better for high-volume standard holes in easy-to-machine materials.
Can single point thread milling be used for blind holes?
Yes. Single point thread milling is often useful for blind holes because the tool can cut usable threads closer to the bottom when enough clearance is designed. The RFQ should still define pilot depth, thread depth, and bottom clearance.
Is single point thread milling good for small holes?
Not always. For internal threads below about 3 mm, small thread mills can deflect or break unless the setup is very stable. Micro tapping or form tapping is often more practical for very small ductile-material holes.
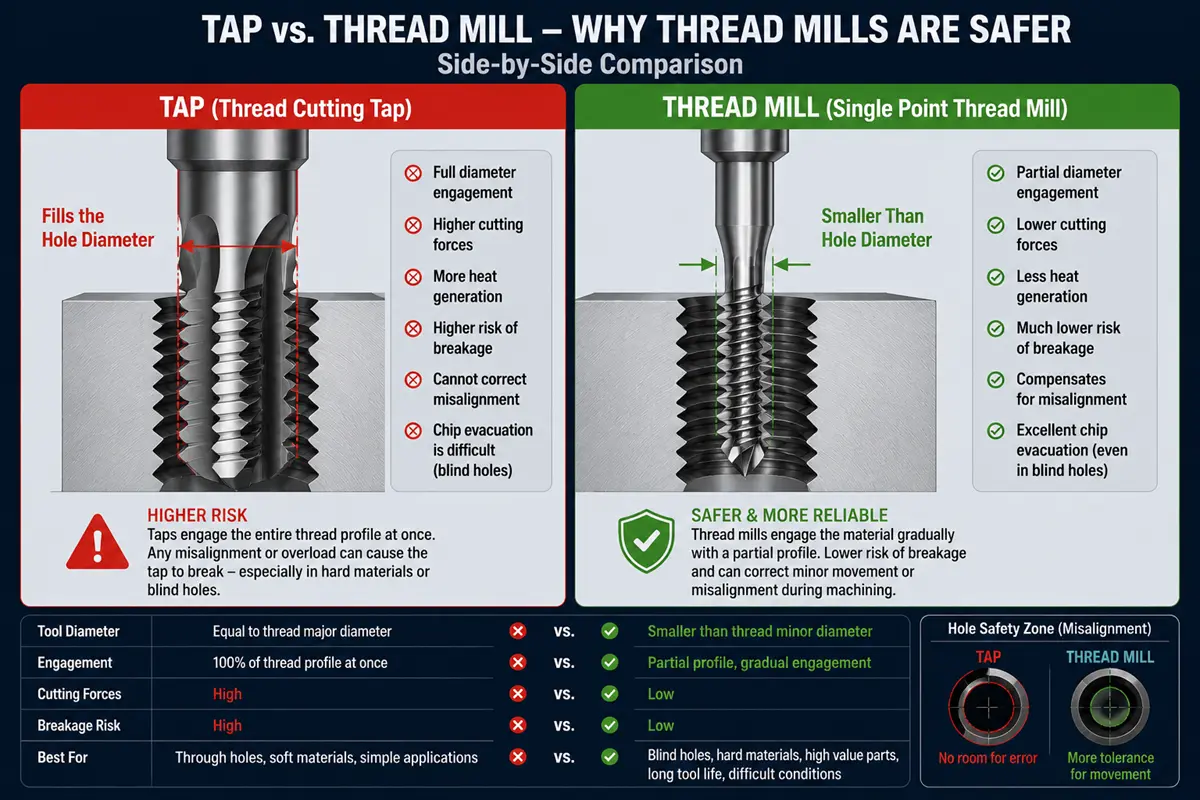
Why is thread milling safer for expensive parts?
Thread milling can reduce part-loss risk because the cutter is smaller than the hole and usually does not bind inside the finished thread if it breaks. A broken tap is harder to remove because the tap fills the thread profile.
What information should I include in a thread milling RFQ?
Include thread standard, size, pitch, class, direction, material grade, thread depth, pilot hole depth, finish requirements, and inspection method. For regulated projects, also list required documents such as C of C, MTR, FAI, CMM report, or dimensional inspection report.
