

PEEK has become one of the most widely specified engineering plastics in industries where conventional materials can no longer meet design requirements. As equipment becomes smaller, lighter, and more complex, engineers are increasingly replacing metal components with high-performance polymers in selected applications.
At the same time, manufacturing PEEK components is very different from machining common plastics such as Delrin or Nylon. Material cost, cutting behavior, and dimensional control all require additional attention during production.
In this guide, we will explore the fundamentals of PEEK CNC machining, common manufacturing challenges, material comparisons, and the industries that rely on precision-machined PEEK components.
What Is PEEK Material

What Does PEEK Stand For
PEEK, short for Polyether Ether Ketone, is a high-performance thermoplastic widely used in demanding engineering applications. Unlike general-purpose plastics, PEEK was developed for environments where conventional materials may struggle to maintain long-term reliability.
Today, the material is commonly found in medical devices, semiconductor equipment, aerospace systems, industrial automation equipment, and other applications that require consistent performance under challenging operating conditions.
Why Engineers Choose PEEK Over Standard Plastics
As equipment designs continue to evolve, manufacturers are increasingly looking for alternatives to traditional metal components and standard engineering plastics.
In many applications, engineers seek materials that can reduce component weight, simplify assembly, improve corrosion resistance, or eliminate the need for lubrication. This has led to the growing adoption of PEEK in industries where reliability and service life are critical considerations.
For this reason, PEEK is often selected for components such as bushings, spacers, insulators, wear components, valve parts, and motion-control assemblies.
Common Grades of PEEK
PEEK is available in several grades designed for different engineering requirements.
Virgin PEEK is the most commonly used grade and is often selected for general machining applications requiring a balance of dimensional stability and manufacturability.
Glass-Filled PEEK contains glass fiber reinforcement to increase stiffness and reduce thermal expansion.
Carbon-Filled PEEK, including PEEK 30% Carbon, is frequently used in applications requiring improved wear behavior, higher rigidity, and better dimensional control under load.
Selecting the appropriate grade depends on the operating environment, design requirements, and manufacturing considerations of the final component.
Key Material Properties That Affect CNC Machining
The performance of PEEK is one of the main reasons it is used in demanding CNC-machined components. Understanding how the material behaves during machining and in service helps engineers select the right material grade and design more reliable parts.
High Temperature Resistance
PEEK is widely used in applications where elevated operating temperatures are expected. Unlike many engineering plastics that soften or lose dimensional stability as temperatures rise, PEEK can maintain its performance over a much wider temperature range.
For CNC-machined parts, this allows PEEK components to be used in environments such as semiconductor equipment, medical sterilization systems, aerospace assemblies, and industrial processing equipment where heat exposure is common.
Mechanical Strength and Stiffness
PEEK offers a combination of strength and rigidity that makes it suitable for structural plastic components. This allows engineers to replace metal parts in selected applications while reducing weight and eliminating concerns related to corrosion.
In CNC machining, the material’s rigidity also helps support tighter dimensional control on features such as slots, pockets, threaded holes, and precision mating surfaces.
Chemical Resistance
Many industrial components are exposed to oils, cleaning agents, fuels, hydraulic fluids, and other process chemicals during operation.
PEEK is frequently selected for valve components, pump parts, sealing structures, and fluid-handling equipment because it can withstand a wide range of chemical environments without requiring additional surface treatments or coatings.
Low Moisture Absorption
Compared with many engineering plastics, PEEK absorbs very little moisture from the surrounding environment.
This characteristic helps minimize dimensional changes caused by humidity fluctuations, which is particularly important for precision components used in medical devices, semiconductor equipment, inspection systems, and automation assemblies where consistent fit and alignment are critical.
Typical PEEK Material Properties
| Property | PEEK |
| Continuous Use Temperature | 250°C |
| Tensile Strength | 90–100 MPa |
| Water Absorption | ~0.1% |
| Density | 1.30–1.32 g/cm³ |
Why Is PEEK Difficult to Machine
Although PEEK is widely used in high-performance applications, machining the material is often more challenging than machining common engineering plastics such as Delrin or Nylon. Material cost, heat sensitivity during cutting, and dimensional control requirements all place greater demands on machining strategy and process control.
Heat Generation During Cutting
One of the biggest challenges in PEEK CNC machining is controlling heat during the cutting process.
Unlike metals, PEEK has relatively low thermal conductivity, meaning heat tends to remain concentrated near the cutting zone instead of dissipating quickly through the material. Excessive heat can affect surface quality, dimensional accuracy, and edge condition, particularly during deep-pocket milling, small-feature machining, or long production cycles.
For this reason, cutting parameters, tool geometry, and chip evacuation all play an important role in maintaining machining stability.
Material Movement and Internal Stress
PEEK stock materials can contain residual stress from the extrusion or manufacturing process.
When large amounts of material are removed from one side of a component, internal stress may be released unevenly, causing slight movement or distortion after machining. This is particularly noticeable in thin-wall parts, large pockets, long unsupported features, and complex geometries.
To minimize these effects, manufacturers often use balanced machining strategies, staged material removal, and intermediate stress-relief operations when necessary.
Burr Formation Around Small Features
Although PEEK generally machines cleaner than many softer plastics, burrs can still form around small holes, thin ribs, sharp corners, and threaded features.
These burrs may interfere with assembly, affect sealing performance, or require additional manual finishing operations. In medical, semiconductor, and precision equipment applications, burr control is often an important part of the machining process.
Tool sharpness and cutting strategy are key factors in reducing burr formation.
Tool Wear and Cutting Parameter Selection
PEEK is more demanding on cutting tools than many common engineering plastics.
Improper cutting speeds, feed rates, or tooling selection can accelerate tool wear and negatively affect surface finish consistency. Carbon-filled and glass-filled PEEK grades are especially abrasive due to the reinforcing materials contained within the polymer structure.
As a result, carbide tooling, rigid machine setups, and carefully optimized cutting parameters are commonly used to achieve stable machining performance.
Hole Accuracy and Tight-Tolerance Challenges
Many PEEK components are used in assemblies that require precise alignment, smooth movement, or controlled fits.
Maintaining hole position, bore diameter, thread quality, and flatness becomes increasingly difficult as tolerance requirements become tighter. Thermal expansion during machining, tool deflection, and part movement after unclamping can all influence final dimensions.
For tight-tolerance PEEK parts, manufacturers often combine optimized machining sequences, stable fixturing, and in-process inspection to achieve consistent results across production batches.
In many precision applications, hole diameters and mating features may require tolerances of ±0.02 mm to ±0.05 mm.
Best Practices for PEEK CNC Machining
Successfully machining PEEK requires more than standard CNC programming. Tool selection, cutting strategy, fixturing, and process control all influence the final quality of the component. The following practices are commonly used to improve machining consistency and dimensional accuracy.
Tooling Recommendations
Sharp cutting tools are essential when machining PEEK. Dull tools can increase cutting forces, generate excessive heat, and negatively affect surface quality.
Solid carbide tooling is commonly used for both roughing and finishing operations due to its rigidity and wear resistance. For reinforced grades such as carbon-filled or glass-filled PEEK, tool wear becomes more significant, making tool condition monitoring particularly important during production.
Maintaining sharp cutting edges helps reduce burr formation and improve dimensional consistency.
Milling Strategies
Material removal should be balanced whenever possible, especially on components containing thin walls, deep pockets, or large unsupported sections.
Removing excessive material from one side of a part can increase the risk of dimensional movement after machining. Step-down machining, symmetrical cutting paths, and staged roughing and finishing operations are commonly used to improve part stability.
For complex geometries, leaving a small amount of stock for final finishing passes often helps achieve better dimensional control.
Turning Considerations
PEEK generally performs well in CNC turning operations, particularly for bushings, spacers, rollers, sleeves, and other rotational components.
Consistent workholding is important because excessive clamping force may distort thin-wall sections. Stable support and controlled cutting loads help maintain roundness, concentricity, and surface finish quality throughout the machining process.
For longer components, additional support may be required to minimize vibration and deflection.
Threading and Deep-Hole Machining
Threaded features and deep bores require additional attention when machining PEEK.
Tapping operations must be carefully controlled to prevent thread damage or material deformation, particularly in smaller hole sizes. Thread milling is often preferred for critical threaded features because it provides greater control over thread dimensions and surface quality.
For deep-hole machining, effective chip evacuation becomes increasingly important. Proper drilling strategies help prevent heat accumulation, improve hole straightness, and maintain dimensional accuracy throughout the full depth of the feature.
Surface Finish Optimization
Many PEEK components are used in applications involving sliding contact, sealing surfaces, medical equipment, or precision assemblies where surface quality directly affects performance.
Achieving a consistent surface finish requires a combination of sharp tooling, stable machining conditions, appropriate cutting parameters, and dedicated finishing passes.
When tighter cosmetic or functional requirements are specified, manufacturers may use secondary finishing and inspection processes to verify that the final surface meets application requirements.
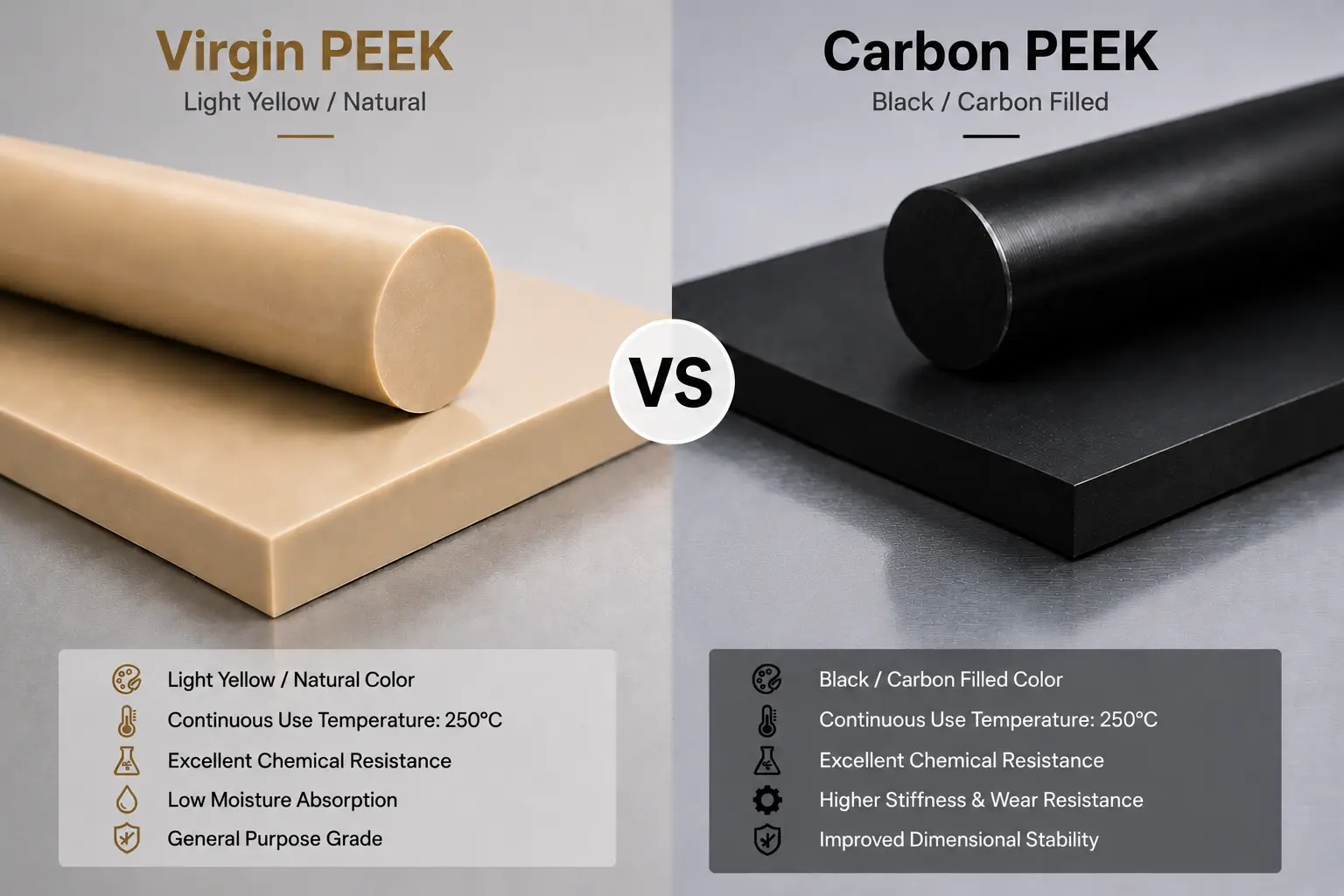
PEEK 30% Carbon vs Virgin PEEK
Not all PEEK materials offer the same performance characteristics. While Virgin PEEK is widely used for general-purpose engineering applications, carbon-filled grades are often selected when higher stiffness, improved wear resistance, or tighter dimensional control is required.
Understanding the differences between these materials helps engineers choose the most suitable option for their application and manufacturing requirements.
What Is Carbon-Filled PEEK
Carbon-filled PEEK is produced by adding carbon fiber reinforcement to the base PEEK polymer. One of the most common grades is PEEK 30% Carbon, which contains approximately 30% carbon fiber by weight.
The added reinforcement changes how the material behaves under load and temperature variations. Compared with unfilled PEEK, carbon-filled grades generally offer greater rigidity, lower thermal expansion, and improved wear performance.
These characteristics make carbon-filled PEEK a common choice for demanding industrial applications involving motion, friction, or dimensional stability.
Advantages of PEEK 30% Carbon
PEEK 30% Carbon is frequently used in applications where component stiffness and long-term dimensional control are important.
The carbon fiber reinforcement helps reduce material movement under load while improving wear resistance in sliding or rotating assemblies. The material is commonly found in semiconductor equipment, aerospace components, motion-control systems, pump hardware, and other precision-engineered products.
Compared with Virgin PEEK, carbon-filled grades can also provide improved stability in environments where temperature fluctuations may affect component fit and alignment.
When to Choose Virgin PEEK
Virgin PEEK remains the preferred choice for many applications requiring a balance of machinability, chemical resistance, and overall material versatility.
It is commonly selected for medical device components, electrical insulation parts, laboratory equipment, and precision-machined components where reinforcement is not necessary.
Because Virgin PEEK does not contain abrasive fillers, it is generally easier to machine and may help reduce tool wear during production.
Virgin PEEK vs PEEK 30% Carbon
| Property | Virgin PEEK | PEEK 30% Carbon |
| Stiffness | Good | Higher |
| Wear Resistance | Good | Excellent |
| Thermal Expansion | Higher | Lower |
| Machinability | Easier | More Challenging |
| Tool Wear | Lower | Higher |
| Dimensional Stability | Good | Excellent |
| Cost | Lower | Higher |
| Typical Applications | Medical, Electrical, Laboratory Equipment | Aerospace, Semiconductor, Motion Control Systems |
In general, Virgin PEEK is often selected when material versatility and easier machining are priorities, while PEEK 30% Carbon is better suited for applications requiring higher stiffness, improved wear resistance, and tighter dimensional stability.
Common PEEK Machined Parts
PEEK is widely used in industries where component reliability, dimensional consistency, and long service life are critical. While many engineering plastics can be machined into functional parts, PEEK is often selected when operating conditions exceed the capabilities of conventional materials.
| Industry | Why PEEK Is Selected |
| Medical | Sterilization and dimensional stability |
| Semiconductor | Low contamination risk |
| Aerospace | Weight reduction |
| Automation | Wear resistance and long service life |
Medical Device Components
Medical equipment frequently contains small components that require precise dimensional control and long-term reliability. Repeated cleaning, sterilization procedures, and continuous use place additional demands on material selection.
PEEK is commonly machined into surgical instrument components, positioning mechanisms, diagnostic equipment parts, and laboratory device assemblies. In many cases, engineers choose PEEK because it provides a stable solution for components that must maintain consistent performance throughout their service life.

Semiconductor Equipment Parts
Semiconductor equipment often operates in environments where metal contamination must be minimized while dimensional stability remains critical.
PEEK is commonly used for wafer-handling components, insulation structures, guide elements, vacuum-system hardware, and positioning assemblies. The material is frequently selected because it can support precision motion systems while helping reduce contamination risks inside sensitive manufacturing environments.
Aerospace Components
Weight reduction remains an important design objective in aerospace systems. Engineers continuously evaluate opportunities to replace heavier materials with lighter alternatives without compromising functionality.
PEEK is often machined into spacers, bushings, electrical isolation components, sensor housings, and support structures used in aircraft and aerospace equipment. For many non-load-bearing applications, the material provides an effective balance between weight reduction and manufacturing flexibility.
Electrical Insulation Parts
Electrical systems often require materials capable of separating conductive components while maintaining dimensional accuracy over long operating periods.
Common PEEK machined parts include connector bodies, insulators, terminal supports, sensor components, and electrical isolation structures. Compared with some traditional plastics, PEEK is frequently chosen for applications where reliability and long-term stability are important design considerations.
Automation and Motion-Control Components
Automation equipment contains numerous components that operate through repeated positioning, sliding contact, and rotational movement.

PEEK is commonly machined into rollers, wear pads, guide blocks, bearing retainers, actuator components, and motion-control hardware. In many automated systems, engineers select PEEK for components that must operate consistently through thousands or even millions of operating cycles.
Typical PEEK Machined Parts by Industry
| Industry | Common PEEK Machined Parts |
| Medical Devices | Instrument components, positioning fixtures, diagnostic equipment parts |
| Semiconductor Equipment | Wafer guides, insulation parts, vacuum-system components |
| Aerospace | Bushings, spacers, sensor housings, isolation components |
| Electrical Systems | Connector bodies, insulators, terminal supports |
| Automation & Robotics | Rollers, guide blocks, actuator components, wear parts |
Across these industries, the decision to use PEEK is rarely based on a single material property. Instead, engineers often select the material because it can help solve multiple design challenges while supporting consistent manufacturing and long-term component performance.
Real Manufacturing Considerations for PEEK Parts
Material selection is only one part of a successful PEEK project. In actual production, part geometry, stock selection, machining strategy, and inspection requirements often have a greater impact on cost, lead time, and manufacturing success than the material itself.
Material Cost and Waste Reduction
PEEK is significantly more expensive than common engineering plastics, making material utilization an important consideration during product design.
Large pockets, unnecessary material removal, and oversized stock selections can increase machining time and generate substantial material waste. For prototype and low-volume production, optimizing part geometry can often reduce overall manufacturing cost without affecting functionality.
For high-value materials such as PEEK, efficient material usage becomes an important part of the manufacturing strategy.
Stock Shape Selection
PEEK is commonly available in rod, sheet, and tube forms.
Selecting the most appropriate stock shape can significantly reduce machining time and material waste. For example, cylindrical components such as bushings, rollers, and spacers are often more economical when machined from rod stock, while flat structural components may be better suited for sheet material.
Early consideration of stock form can improve both manufacturing efficiency and project cost.
Design Features That Increase Machining Time
Certain design features can significantly increase machining complexity.
Deep pockets, thin walls, narrow slots, small-radius corners, deep threaded holes, and tight internal features often require additional machining operations, specialized tooling, or multiple setups.
In some cases, minor design adjustments can simplify manufacturing while maintaining the intended function of the component. Design-for-manufacturing (DFM) reviews are frequently used to identify these opportunities before production begins.
Tight Tolerance Planning
Not every feature on a component requires the same level of accuracy.
Applying unnecessarily tight tolerances across an entire part can increase machining time, inspection requirements, and manufacturing cost. A more effective approach is to identify critical functional dimensions and apply tighter tolerances only where they directly affect assembly or performance.
This allows manufacturers to focus process control on the features that matter most while maintaining production efficiency.
Inspection Considerations
PEEK components are often used in assemblies that require consistent fit, movement, or positioning accuracy.
Depending on the application, manufacturers may verify critical dimensions using calipers, micrometers, bore gauges, height gauges, optical measurement systems, or coordinate measuring machines (CMM).
For medical, semiconductor, aerospace, and automation applications, inspection requirements may also include material traceability, dimensional reports, and first article inspection documentation to support quality assurance throughout production.
Conclusion
PEEK is a preferred material for applications that require reliable performance, tight tolerances, and long-term dimensional stability. Whether using Virgin PEEK or Carbon-Filled PEEK, selecting the right grade and machining approach is essential for achieving the desired results.
At Rollyu, we provide precision CNC machining services for PEEK and other high-performance engineering plastics, supporting both prototypes and production parts for demanding industrial applications.
F A Q
What is PEEK CNC machining
PEEK CNC machining is the process of manufacturing precision PEEK components using CNC milling, turning, drilling, and threading operations.
Is PEEK difficult to machine
Yes. PEEK generates heat during machining and requires careful control of tooling, cutting parameters, and fixturing to maintain dimensional accuracy.
What is PEEK 30% Carbon
PEEK 30% Carbon is a carbon-fiber-reinforced grade that offers higher stiffness, better wear resistance, and improved dimensional stability than Virgin PEEK.
What tolerances can be achieved in PEEK CNC machining
Typical tolerances depend on part geometry and feature size. For many precision components, tolerances around ±0.05 mm are achievable.
When should I choose PEEK instead of standard engineering plastics
PEEK is often chosen when applications require higher temperature resistance, greater chemical resistance, or longer service life than standard engineering plastics can provide.
What design features make PEEK parts more expensive to machine
Thin walls, deep pockets, small radii, deep threads, and tight tolerances typically increase machining time and production cost.
