

ISO 2768-M can guide general machining tolerances, but CNC prototype machining only works well when buyers name critical dimensions early. A prototype bracket, housing, or fixture may pass a visual review and still fail if the bore, thread, sealing face, or datum stack is wrong.
This guide explains how CNC prototype machining works, where CNC prototypes fit against 3D printing, and what buyers should check before requesting a quote.
What Is CNC Prototype Machining?
CNC prototype machining uses computer-controlled cutting tools to make test parts from solid metal or plastic stock. The process can include CNC milling, CNC turning, drilling, tapping, boring, EDM, deburring, and finishing.
Engineers use CNC prototype machining when a prototype must behave like a real part, not only look like one. A machined aluminum housing can test threaded inserts, gasket seats, wall stiffness, and assembly fit. A machined acetal or PEEK part can test wear, insulation, or chemical exposure more realistically than a printed visual model.
CNC prototypes help buyers check material behavior, mating features, and assembly risk before committing to a mold or die.
How Does CNC Prototype Machining Work?
CNC prototype machining moves from design review to toolpath programming, cutting, finishing, and inspection. The process runs best when the CAD model, drawing, material, finish, and inspection needs are clear before programming starts.
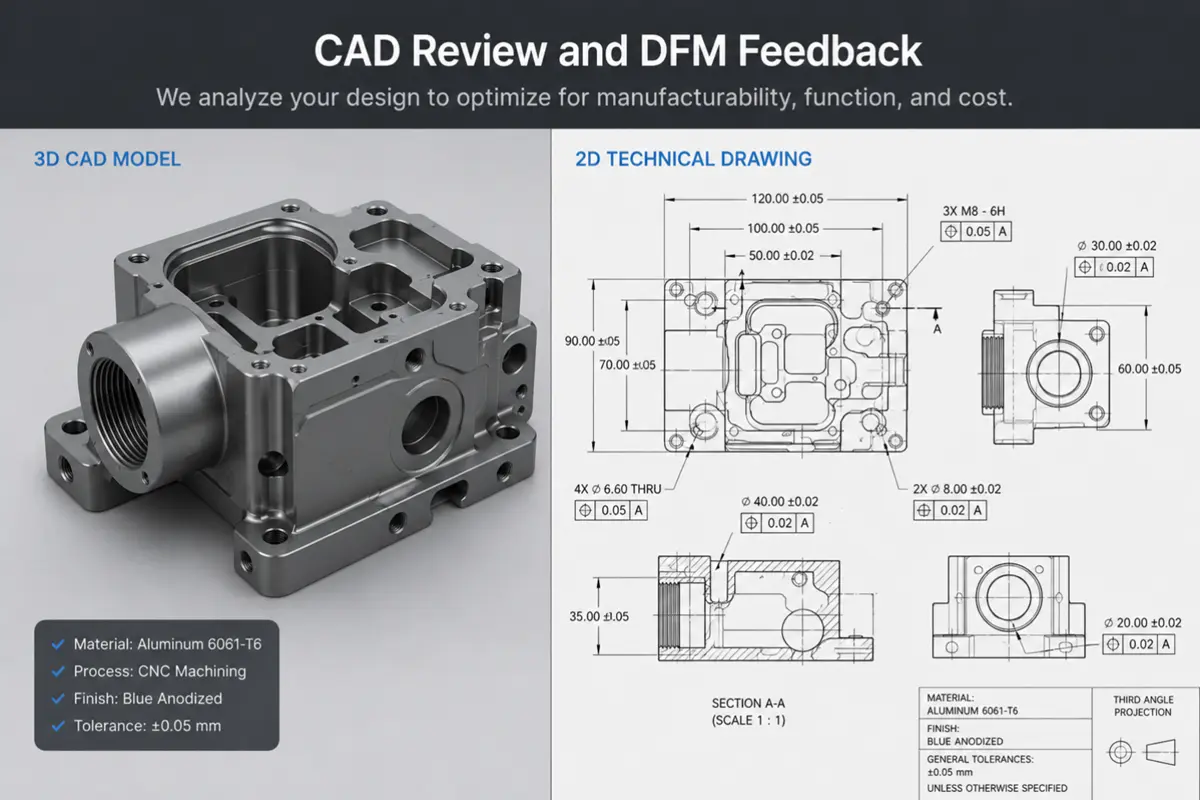
CAD review and DFM feedback
The supplier reviews the 3D CAD model and 2D drawing before machining. The CAD file defines the shape, while the drawing calls out critical dimensions, tolerances, threads, finish, and datum references.
DFM feedback checks whether the shop can machine the design cleanly. Common review points include thin walls, deep pockets, small internal radii, long threads, sharp corners, and features that require extra setups.
Material selection and machining setup
Material choice affects cost, lead time, cutting strategy, and test value. Aluminum is common for fast prototypes, while strength, corrosion behavior, conductivity, weight, or wear tests may require stainless steel, titanium, copper, brass, or engineering plastics.
The setup plan controls how fixtures hold the part and how tools cut it. A simple plate may need one or two setups. A housing with side holes, tight bores, and internal pockets may need multiple setups or 5-axis machining.
Machining, finishing, and dimensional checks
CNC milling cuts pockets, slots, profiles, and flat faces. CNC turning machines round features such as shafts, bushings, sleeves, and threaded parts. EDM can support sharp internal features, hard materials, or small details that are difficult to cut with standard tools.
After machining, the part may need deburring, bead blasting, anodizing, passivation, polishing, plating, or laser marking. Dimensional checks verify the features that matter for the test. CMM inspection, micrometers, bore gauges, and thread gauges can all support prototype review.
What Materials and Tolerances Matter for CNC Prototypes?
Material and tolerance choices should match the test goal. A visual prototype can use a simpler material, while a prototype for load, wear, sealing, or assembly testing needs closer control of material behavior and critical features.
Metal and engineering plastic choices
Common CNC prototype metals include aluminum, stainless steel, titanium, brass, and copper. Aluminum is useful for fast machining, lightweight housings, brackets, and fixtures. Stainless steel supports corrosion resistance and strength. Titanium fits lightweight test parts, although titanium usually costs more to machine.
Engineering plastics such as PEEK, PTFE, acetal, PMMA, PA, and PC can support insulation, low friction, weight reduction, transparency, or chemical resistance. Plastic prototypes need different tolerance planning because plastics move more under heat, stress, and clamping than metals.
Tolerance planning for functional features
Tolerance planning starts with the features that make the prototype useful. Bores, shafts, sealing grooves, threaded holes, datum faces, bearing seats, and alignment surfaces usually need tighter control than cosmetic faces.
Rollyu’s CNC machining reference lists ISO 2768-M general tolerance guidance, with metal linear, hole, and shaft dimensions commonly shown at +/-0.01 mm and plastic dimensions at +/-0.05 mm. Rollyu also states tight-tolerance CNC machining capability down to +/-0.005 mm when the material, geometry, setup, and inspection plan support it. Buyers should call out critical dimensions instead of applying the tightest tolerance to the whole model.
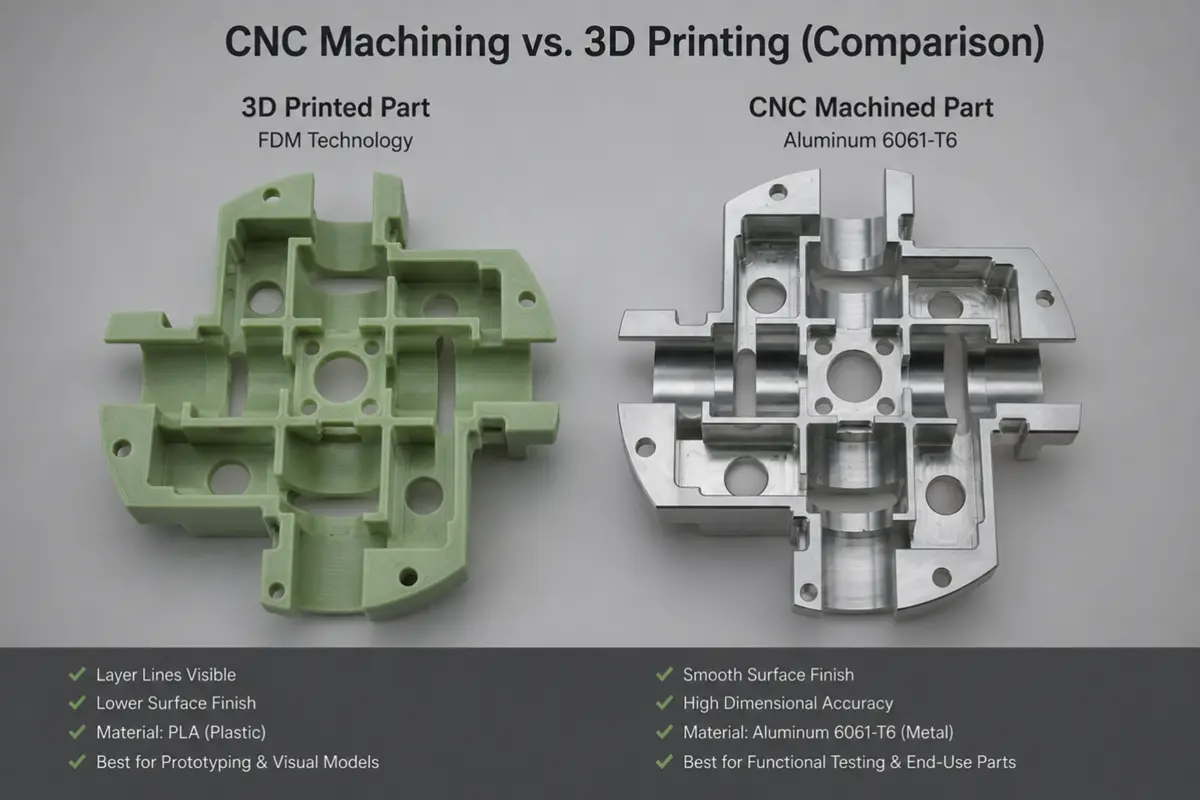
How Does CNC Prototype Machining Compare With 3D Printing?
CNC prototype machining and 3D printing solve different prototype problems. Use CNC machining when material behavior and precision fit drive the test, and use 3D printing when early shape, packaging, or complex internal geometry matters more.
| Decision point | CNC prototype machining | 3D printing | Buyer takeaway |
|---|---|---|---|
| Material performance | Cuts real metal or plastic stock | Uses printable materials and layer-based structures | Choose CNC when load, wear, heat, threads, or conductivity matter |
| Geometry freedom | Limited by tool access, cutter radius, and workholding | Strong for lattices, enclosed channels, and organic shapes | Choose 3D printing for concept geometry that would be costly to machine |
| Tolerance and surface finish | Better for tight mating features, flatness, threads, bores, and sealing faces | Surface quality and fit can depend on print method and post-processing | Choose CNC when the prototype must verify assembly fit |
| Test repeatability | Good for fixtures, housings, optical mounts, actuator parts, and assembly hardware | Useful for early reviews, but layer direction can affect behavior | Choose CNC when one prototype must support a reliable functional test |
For a deeper process comparison, Rollyu’s guide on 3D Printing vs CNC Machining: Which Suits Your Project Best explains the tradeoff between printed geometry and machined material behavior.
When Should You Use CNC Prototype Machining?
CNC prototype machining fits projects where the prototype must prove function, fit, or manufacturability. The process is less useful when the prototype only needs to show rough shape.
Functional testing with production-like materials
Use CNC prototype machining when the test depends on real material behavior. Examples include aluminum brackets under load, stainless steel fluid blocks, titanium components, copper thermal parts, and acetal wear parts.
This is common in automation, medical device development, photonics, life sciences, and robotics CNC machining projects, where a prototype often supports movement, alignment, sealing, or repeated assembly.
Fit and assembly validation
CNC machining is a strong fit when the prototype must mate with other parts. Bearing seats, dowel holes, threaded inserts, gasket surfaces, shafts, slots, and precision pockets can expose assembly problems before production.
A CAD model defines the shape, but a 2D drawing tells the shop which dimensions control the test.
Low-volume parts before production tooling
CNC prototype machining can support low-volume bridge parts when production tooling is not ready, including pilot builds, test fixtures, validation units, and early field samples.
For molded or die cast parts, CNC prototypes can also confirm geometry before tooling starts. The machined prototype will not match every molded or cast behavior, but the part can still reduce design risk before tooling costs begin.
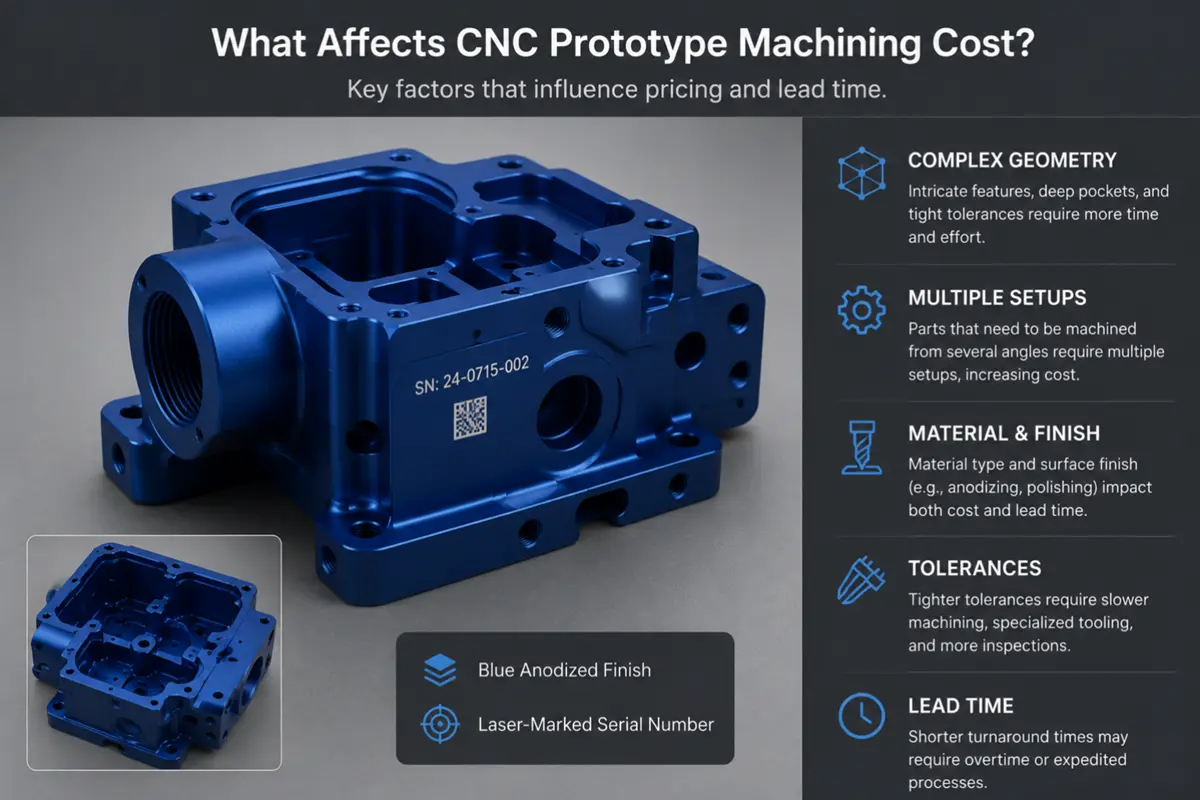
What Affects CNC Prototype Machining Cost?
CNC prototype machining cost depends on material, geometry, tolerance, setup count, finishing, and inspection. A simple aluminum part can move quickly, while a complex titanium or stainless steel part with tight bores and cosmetic finishing takes more time.
Main cost drivers usually include:
- Material machinability and stock size: Harder materials, gummy plastics, abrasive materials, and heat-resistant alloys require slower cutting, tool wear control, and careful workholding. Oversized stock also adds machining time.
- Part complexity and setup count: Side holes, deep pockets, tight datum control, small tools, fine threads, and complex surfacing can add programming and setup time.
- Tolerance and inspection scope: Tight bores, sealing faces, bearing seats, and alignment features may need CMM inspection, gauges, or dimensional reports.
- Surface finish and edge condition: Anodizing, polishing, passivation, plating, bead blasting, cosmetic control, and deburring can change both cost and schedule.
Deburring is easy to miss in early cost planning, but burrs can affect fit, sealing, and handling. Rollyu’s guide on What is Deburring? Why It Matters for Your CNC Parts explains why edge condition belongs in the prototype review.
How Do You Choose a CNC Prototype Machining Supplier?
A good CNC prototype machining supplier reviews the design before cutting, identifies tolerance risks, and provides inspection support for the features that drive the test. Supplier choice matters most when the prototype supports a design freeze, pilot run, or supplier qualification.
Early DFM support
DFM support helps catch hard-to-machine features before cutting starts. Look for feedback on hole depths, internal radii, thin walls, thread lengths, fixture access, and tolerance stackups. Rollyu Precision supports CNC machining, rapid prototyping, finishing, assembly support, and inspection-backed manufacturing for advanced industries.
Inspection records for critical features
Inspection should match the prototype’s purpose. A visual prototype may only need a basic check, while a functional prototype may need dimensional reports, CMM inspection, thread checks, material traceability, a Certificate of Conformance, or Material Test Reports.
For regulated or high-precision projects, ISO 9001:2015 and ISO 13485:2016 certification, lot-level traceability, and clear inspection records help the buyer review supplier risk.

Prototype-to-production support
Prototype-to-production support matters when the buyer expects design changes, pilot builds, or low-volume production after approval. A supplier that handles CNC machining, finishing, inspection, and related rapid prototyping services can shorten feedback loops, but the supplier should still explain tolerance, material, and setup tradeoffs before machining starts.
FAQ
Is CNC machining good for prototypes?
Yes, CNC machining is good for prototypes when the part must test real material behavior, accurate fit, threads, bores, or assembly features. CNC machining is less useful for rough visual models. For functional prototypes, CNC machining gives engineers a better read on strength, surface finish, and mating features.
What is the difference between CNC prototyping and 3D printing?
CNC prototyping cuts a part from solid stock, while 3D printing builds a part layer by layer. CNC prototypes usually work better for real materials, tight fits, machined threads, and surface finish checks. 3D printing often works better for fast concept models and complex internal shapes.
What materials are best for CNC machined prototypes?
The best material depends on what the prototype must test. Aluminum is common for fast functional prototypes, stainless steel supports corrosion and strength testing, titanium fits lightweight parts, and engineering plastics help test wear, insulation, weight, or chemical resistance. The material should match the test condition and budget.
How accurate can CNC prototype machining be?
CNC prototype machining accuracy depends on material, feature size, geometry, setup, and inspection method. Rollyu commonly references ISO 2768-M tolerance guidance, with metals listed at +/-0.01 mm and plastics at +/-0.05 mm for common dimensions. Tighter CNC machining capability down to +/-0.005 mm may be possible when the part design and inspection plan support it.
What files does a CNC prototype machining quote need?
A CNC prototype machining quote usually needs a 3D CAD file, a 2D drawing, material grade, quantity, surface finish, and tolerance requirements. The drawing should mark critical dimensions, threads, datum features, and inspection needs. Test-purpose notes also help the supplier suggest material, tolerance, or DFM changes.
