
Plastic prototype manufacturing should prove fit, function, material behavior, and production risk before a design moves into tooling. A part that only looks right can still fail during assembly, sealing, wear testing, or field handling.
This guide compares CNC machining, 3D printing, urethane casting, and prototype injection molding for plastic parts. It also covers material choice, tolerance planning, cost drivers, and supplier checks.
What Is Plastic Prototype Manufacturing?
Plastic prototype manufacturing is the process of making sample plastic parts before full production. Engineers use plastic prototypes to check geometry, assembly, material feel, load paths, surface finish, and manufacturability before approving tooling or a larger build.
The right prototype depends on the decision under review. A visual housing may only need 3D printing and light finishing. A bearing block, clip, threaded insert boss, or sensor mount may need CNC machining because strength, friction, and dimensional stability matter.
How Do the Main Plastic Prototyping Methods Compare?
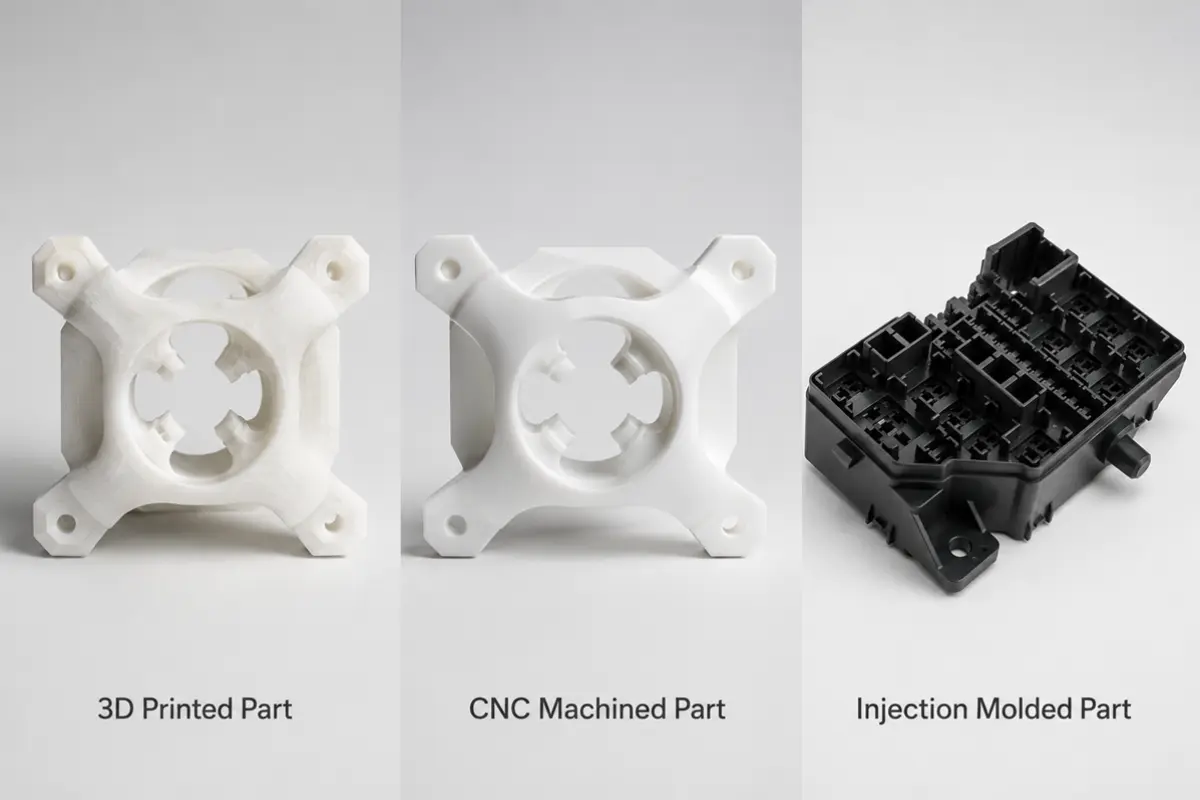
Plastic prototyping methods differ by material realism, geometry freedom, surface finish, cost, and tolerance control. The right method answers the current engineering question with the least unnecessary work.
| Method | Best For | Material Realism | Tolerance Control | Main Limit |
|---|---|---|---|---|
| CNC machining | Functional plastic parts | High | Strong for machined features | Higher cost for complex organic shapes |
| 3D printing | Fast design checks | Medium | Process dependent | Layer lines and material limits |
| Urethane casting | Short runs with consistent appearance | Medium to high | Mold and pattern dependent | Limited silicone mold life |
| Prototype injection molding | Near-production validation | High | Tooling dependent | Higher upfront tooling effort |
CNC Machined Plastic Prototypes
CNC machining cuts plastic prototypes from solid stock, so the process fits tests that depend on real engineering plastic. The process is subtractive and guided by CAD and G-code.

That makes CNC useful for bores, slots, threads, mating faces, and low-friction surfaces in PEEK, PTFE, acetal, PMMA, nylon, PC, and ABS. Teams comparing prototype and production machining should still set plastic tolerances conservatively because heat and clamping can move the part after cutting.
3D Printed Plastic Prototypes
3D printed plastic prototypes work well for fast shape checks, ergonomic review, internal channels, and complex forms that would be expensive to machine early. Different 3D printing processes can produce different results.
Printed parts can be fast, but layer direction, resin brittleness, surface texture, and post-curing can change load behavior. For method-level comparison, see 3D Printing vs CNC Machining.
Urethane Casting and Vacuum Casting
Urethane casting and vacuum casting fit short runs that need consistent appearance, color, or hand feel. The process usually starts with a reference pattern, then a silicone mold creates urethane parts for display samples, fit checks, or market review.
This method can simulate molded plastic for texture and cosmetic review, but the result depends on the reference pattern, mold quality, casting material, and mold life.

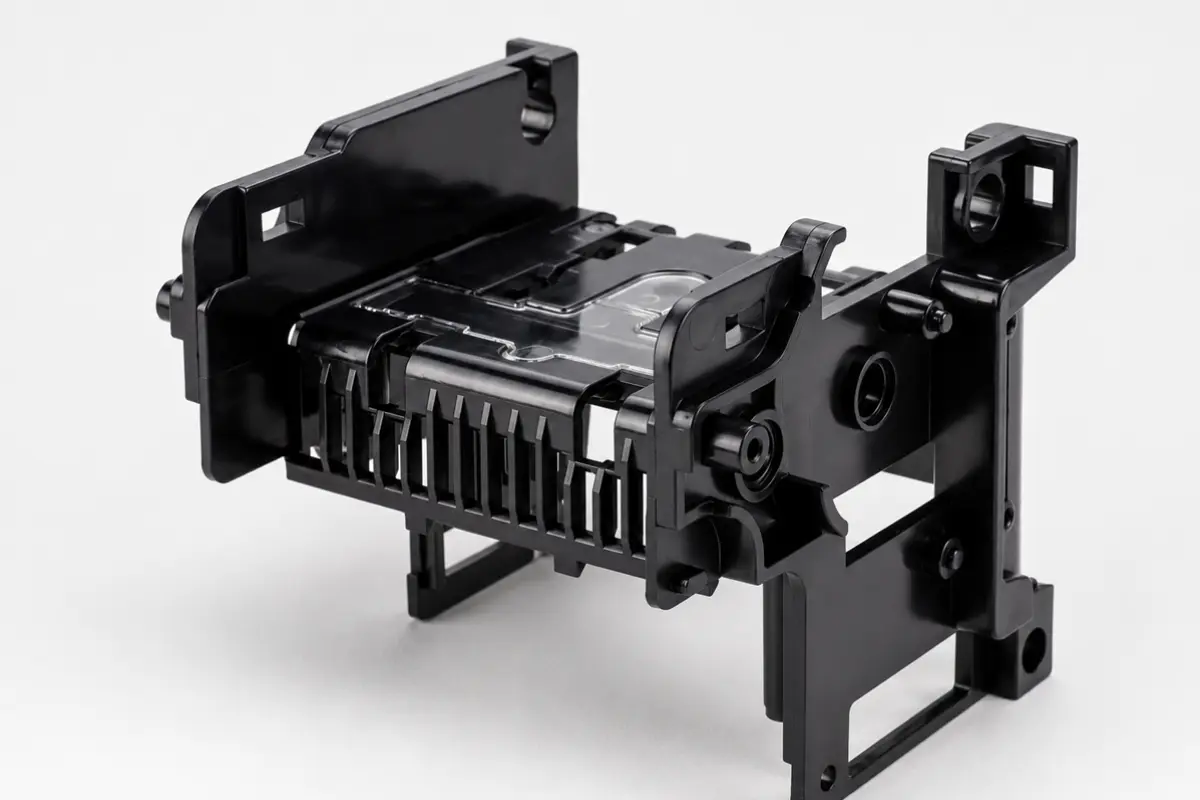
Prototype Injection Molding
Prototype injection molding fits projects that are close to production and need molded behavior. This method helps evaluate ribs, bosses, snap fits, gates, sink risk, draft, shrinkage, and cosmetic surfaces before higher-volume tooling moves forward. Use prototype injection molding when the question shifts from shape approval to molded part behavior.
Which Plastic Materials Work Best for Prototypes?
Plastic material choice should follow the test goal. A show model does not need the same material as a prototype used for wear, heat, chemical exposure, sealing, or threaded assembly.
ABS and PC for Housings and Impact Checks
ABS is common for housings, covers, and prototype enclosures because ABS machines and prints well. PC is tougher and can be transparent, so PC fits guards, shields, optical covers, and impact-prone housings. Review bosses, clips, screw holes, snap fits, and ribs early because stress often gathers around thin walls or sharp transitions.
Nylon and POM for Moving or Wear Parts
Nylon works for tough parts that need wear resistance, although moisture absorption can affect size and performance. Acetal, often called POM or Delrin in sourcing conversations, fits gears, bushings, guides, and sliding features because the material has low friction and good stiffness.
For material naming and machining behavior, see Acetal vs. Delrin.
PMMA and PC for Clear Prototypes
PMMA works for clear display covers, light pipes, and visual parts where optical appearance matters. PC is better when the clear part also needs impact resistance. Clear prototypes need extra planning because machining marks, tool paths, stress, and polishing quality can change the result.
PEEK, PTFE, and Other Engineering Plastics
PEEK fits prototypes that need heat resistance, chemical resistance, dimensional stability, or clean handling. PTFE fits low-friction and chemically resistant parts such as seals, seats, and fluid-contact components. PEI, G10, and other specialty plastics may fit insulation, sterilization, or structural requirements.
Thin walls, microthreads, and tight pockets in these plastics need careful workholding because clamping force and heat can distort the part.
When Should You Use Each Plastic Prototyping Method?
Each plastic prototyping method supports a different development stage. The method should match the risk under review, not the process that happens to be fastest.
Early Form and Fit Checks
Use 3D printing when the design team needs to check size, shape, hand feel, and assembly envelope quickly. Early printed prototypes are useful for enclosure review, cable routing, and clearance checks. Use CNC machining earlier when mating faces, hole locations, or locating surfaces must give better fit feedback.
Functional Testing
Use CNC machining when the plastic prototype must carry load, hold a thread, seal against another part, or move against a mating component. Functional testing depends on material behavior, so printed resin or filament can mislead the team if the production part will use acetal, nylon, PEEK, PTFE, or PC.
This issue appears often in lab equipment, automation fixtures, and robotics CNC machining applications.
Low-Volume Validation
Use urethane casting when the project needs multiple parts with similar appearance and touch. This is useful for user testing, sales samples, pilot reviews, and packaging checks when one printed sample is not enough. Use CNC machining for low-volume validation when the engineering plastic itself is the test.
Pre-Production Reviews
Use prototype injection molding when the design is stable enough to justify tooling and the team needs molded behavior. This stage should review wall thickness, draft, gates, ribs, bosses, sink marks, cosmetic faces, and assembly fit. If critical dimensions are unclear, the first molded run may expose problems that a cheaper prototype could have found earlier.
What Affects Plastic Prototype Cost, Lead Time, and Tolerance?
Plastic prototype cost comes from geometry, material, quantity, finish, and inspection needs. Set tolerance around the function of the part, not around a copied metal drawing note.
Part Geometry and Wall Thickness
Thin walls, deep pockets, small holes, and sharp internal corners increase risk. For CNC-machined plastics, walls under 2.0 mm are higher risk, especially when tall unsupported features can chatter, bend, or warp during machining. Deep pockets also add cost because long tools deflect more and chip evacuation becomes harder.
Material Availability
Common plastics such as ABS, nylon, PC, acetal, and PMMA are usually easier to source than PEEK, PTFE, PEI, or certified specialty grades. Specialty plastics can add cost when the project needs traceability, RoHS or REACH declarations, medical-grade documentation, or clean handling.
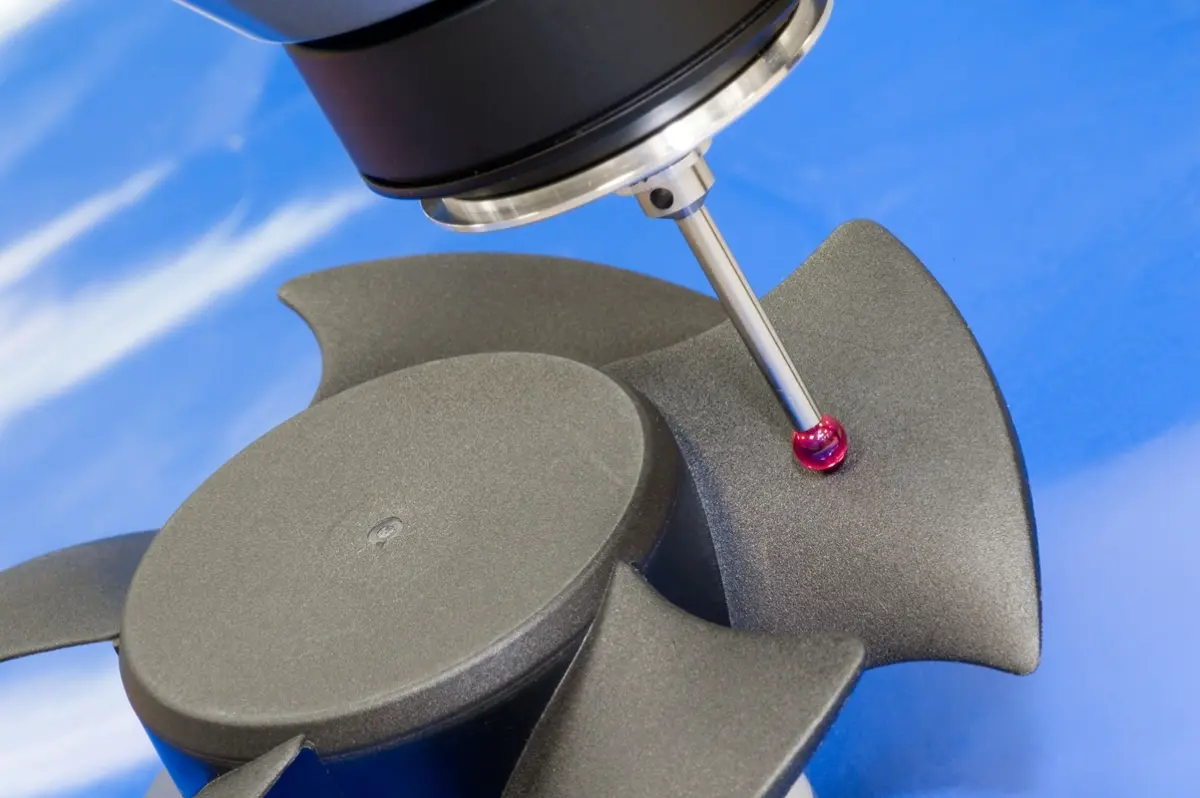
Surface Finish and Inspection Requirements
Surface finish can change both cost and function. Clear parts may need polishing. Fluid-contact parts may need smoother surfaces or ultrasonic cleaning.
Inspection requirements should follow function, since CMM inspection, micrometers, gauges, thread gauges, and surface roughness checks all add time. For machined plastic prototypes, ±0.05 mm is a safer planning target than applying tight metal machining tolerances to PTFE, acetal, PMMA, nylon, or PC.
How Should Buyers Choose a Plastic Prototype Supplier?
Buyers should choose a plastic prototype supplier by checking process range, DFM review, material support, inspection capability, and documentation discipline. A supplier that only makes the geometry may miss the feature risks behind a failed prototype.
Process Range and Material Support
The supplier should support the method that fits the test. A partner offering rapid prototyping services may use CNC machining for functional engineering plastics, 3D printing for early design checks, and vacuum casting for short runs that need similar appearance or hand feel.
Material support also matters because ABS, PC, nylon, POM, PMMA, PEEK, and PTFE behave differently during machining, finishing, assembly, and testing.
DFM Review Before Quoting
Before quoting, ask whether the supplier can review 3D CAD files, 2D drawings, tolerances, GD&T, critical dimensions, material callouts, thread specifications, surface finish notes, quantity, and delivery needs.
Good DFM review separates must-hold dimensions from cosmetic preferences. It also catches thin walls, sharp inside corners, deep pockets, and unclear tolerances while the design can still change.
Inspection and Documentation Needs
Documentation-heavy prototype builds need a supplier who can explain which checks it will perform and which records will ship with the parts. Rollyu Precision can support CMM inspection, in-process checks, final dimensional inspection, material traceability, FAI, Certificate of Conformance, dimensional reports, and Material Test Reports when prototypes guide tooling or low-volume production.
- For prototype-to-production projects, this keeps DFM review, inspection, and documentation connected before the buyer moves to tooling or low-volume production.
- For quote-ready plastic prototypes, prepare the CAD file, critical dimensions, target material, quantity, finish, tolerance notes, and test purpose before contacting a supplier.
FAQs
What Files and Specifications Do Buyers Need for a Plastic Prototype Quote?
A plastic prototype quote needs CAD, drawing, material, quantity, finish, tolerance, and test details. Send a STEP or native CAD file plus a 2D drawing for critical dimensions. The test purpose matters because a visual model and a functional assembly part need different process choices, material planning, and inspection levels.
Should a Plastic Prototype Use the Same Material as the Production Part?
Use production-intent material when the test depends on performance. Heat exposure, chemical contact, wear, stiffness, and thread strength all depend on material behavior. Early visual or ergonomic samples can use substitute plastics, but buyers should separate form checks from functional tests before choosing the prototype method.
Which Plastic Part Features Need DFM Review Before Prototyping?
DFM review should catch high-risk plastic features before prototyping. Check wall thickness, sharp internal corners, bosses, ribs, snap fits, screw holes, mating surfaces, and assembly clearance. These features can affect warpage, cracking, sink marks, and tool complexity while the geometry is still easy to adjust.
Will a Plastic Prototype Match the Final Molded Part?
A plastic prototype may not match the final molded part exactly. CNC machining, 3D printing, urethane casting, and injection molding create different stresses, textures, shrinkage behavior, and surface marks. Use prototypes to reduce design risk, then use tooling review and first article inspection to verify molded production parts.
What Should a Plastic Prototype Prove Before Production Tooling?
A plastic prototype should prove the risks that affect tooling decisions. Check fit, assembly sequence, load paths, fastener locations, clearance, user handling, and high-risk cosmetic surfaces. The prototype does not need to prove every production variable, but tooling should wait until cost and rework risks are clear.
