
Standard CNC milling struggles with deep, blind cavities. Forcing an end mill into hardened steel can accelerate tool wear and reduce accuracy. Sinker EDM helps work around these mechanical limits. This non-contact process uses localized electrical discharges to erode tough metals. It maintains a controlled spark gap during machining. This allows machines to cut sharp internal corners without physical force.
Engineers specify sinker EDM for its tight tolerances in titanium and refractory metals. Wire EDM slices through a part. Sinker EDM operates differently. It sinks a shaped electrode into the workpiece to create intricate 3D geometries and delicate features.
What Is Sinker EDM?
Sinker EDM is a non-contact subtractive manufacturing process. It uses a custom-shaped electrode and controlled electrical sparks to erode precise cavities in conductive materials.
How Does Sinker EDM Work?
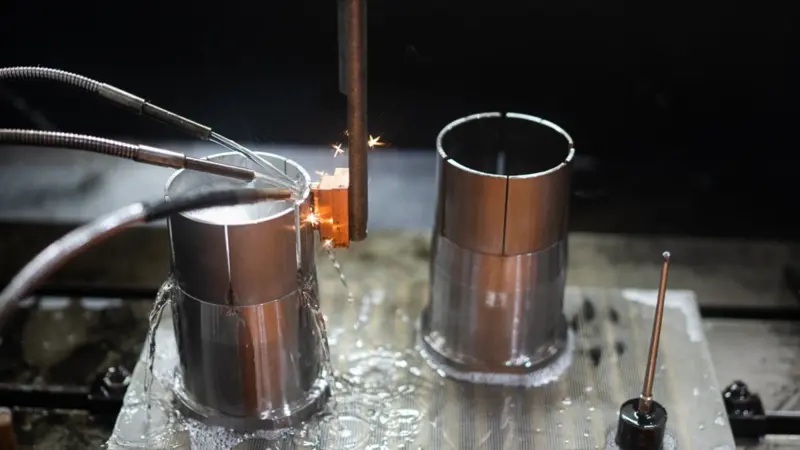
Sinker EDM removes material through controlled thermal erosion. The process synchronizes a shaped electrode, a high-frequency power supply, and a dielectric fluid system.
Designing the Electrode Geometry
Machined from conductive materials like graphite or copper, the electrode is shaped to form the target cavity. Programmers offset the inverse electrode geometry to account for spark gap, overburn, and expected electrode wear.
Setting the Spark Gap
To prevent physical contact, a servo mechanism maintains a controlled clearance between the tool and the workpiece. By continuously monitoring voltage levels, the system adjusts this spark gap in real time to ensure consistent electrical discharges.
Eroding the Cavity in Dielectric Fluid
While fully submerged in a hydrocarbon dielectric fluid, a pulsed DC power supply generates thousands of sparks per second. When the voltage breaks down this fluid to form a temporary plasma channel, localized temperatures spike between 8,000°C and 12,000°C. This extreme heat vaporizes the workpiece material, while the pressurized fluid simultaneously flushes the debris away.
Managing Electrode Wear and Surface Finish
Since thermal erosion naturally degrades the tooling, operators deploy multiple electrodes in sequential stages to maintain dimensional accuracy:
- Roughing Electrodes: Rapidly remove bulk material.
- Finishing Electrodes: Complete the cavity to final print specifications.
By lowering the spark energy during these final passes, the machine produces a uniform surface finish without mechanical tool marks.
What Materials Can Be Machined With Sinker EDM?
Sinker EDM can machine most conductive metals and alloys. The process relies on thermal erosion instead of mechanical cutting, allowing engineers to specify tough alloys with lower risk of conventional cutting tool breakage.
Hardened Tool Steels and Mold Steels
Tool steels like D2 or H13 offer high wear resistance and can shorten conventional end mill life.
- The EDM Advantage: Vaporizing these hardened alloys can reduce the need to anneal the steel before machining.
- Key Uses: Precise injection molds and heavy-duty stamping dies.
Stainless Steels and Nickel Alloys
Medical and aerospace industries heavily rely on stainless steel (316L, 17-4PH) and high-temperature nickel alloys like Inconel.
While these materials tend to work-harden under mechanical cutting forces, sinker EDM bypasses this issue. Eroding the metal thermally maintains dimensional stability for critical surgical tools and turbine components.
Titanium and Refractory Metals
Titanium and refractory metals (like tungsten or molybdenum) resist extreme heat and corrosion. When standard CNC milling struggles with their tough physical properties, engineers specify sinker EDM to machine these materials with lower mechanical stress.
Copper, Brass, and Conductive Specialty Metals
Although copper and brass are easily millable, sinker EDM remains essential for fragile micro-features.
- The EDM Advantage: Since it does not apply direct cutting force to the workpiece, sinker EDM reduces unwanted deformation in thin-walled geometries.
- Key Uses: Heat sinks and electrical contacts.
How Is Sinker EDM Different From Wire EDM?
Sinker EDM plunges a custom 3D electrode to form blind cavities. In contrast, wire EDM uses a continuous wire to slice through the material.

| Comparison Factor | Sinker EDM | Wire EDM |
|---|---|---|
| Tooling Type | Custom-machined 3D electrode | Spooled thin wire |
| Machining Action | Z-axis plunge | X-Y axis slicing |
| Primary Output | Blind cavities, 3D molds | 2D profiles, through-holes |
Part Geometry Sinker EDM is the primary electrical discharge option for machining blind, partial-depth cavities.
- Sinker EDM: Controls depth on the Z-axis to form 3D molds and stepped features.
- Wire EDM: Cuts through profiles that usually require the feature to pass through the part.
Tooling Method
Sinker EDM requires custom-machined electrodes for unique features, while wire EDM uses off-the-shelf consumables. Engineers usually need to CNC mill a dedicated graphite electrode first, which adds an extra manufacturing step.
Feature Access
Sinker EDM easily accesses stopped pockets from a single direction without requiring a pass-through opening. Conversely, when designs mandate internal through-features, operators must thread the wire EDM line through a pre-drilled starting hole.
Cost and Lead Time
Sinker EDM generally carries higher setup costs and longer lead times than wire EDM.
- The Driver: Machining custom graphite electrodes adds significant upfront engineering time.
- The Alternative: By bypassing this dedicated tooling phase, wire EDM delivers faster turnaround times for 2D profile components.
Which Industries Commonly Use Sinker EDM?
Aerospace, medical, and semiconductor industries rely on sinker EDM to machine complex geometries that mechanical cutters would destroy.
Medical Devices
Sinker EDM can machine biocompatible titanium into intricate surgical instruments with low mechanical cutting stress. The process reduces mechanical cutting force, which makes it useful for delicate orthopedic instruments and components.
Semiconductor Equipment
By eroding high-purity metals thermally, sinker EDM reduces cutting-force-related particle risks in cleanroom-sensitive parts.
- Key Components: Wafer chucks, vacuum chamber bodies, and electrostatic fixtures.
Space and Satellite
When standard milling struggles with deep pockets in tough aerospace alloys, sinker EDM supports reliable production of complex features. Aerospace engineers specify this thermal process to produce structurally complex satellite brackets.
Photonics and Precision Instrumentation
Sinker EDM can shape fragile optical components while reducing mechanical deformation risk.
- Key Components: Delicate lens holders, alignment jigs, and beam-steering frames.
Robotics and Automation
Since it can form precise internal profiles, sinker EDM supports repeatable fit and alignment in robotic components. Engineers rely on this process to machine highly precise end-effectors and sensor mounts.
When Should You Use Sinker EDM?
Use sinker EDM when mechanical cutting tools cannot physically form a complex internal geometry.

Machining Deep Blind Cavities
Specify sinker EDM to cut deep, blind pockets without suffering tool deflection. Standard end mills quickly lose dimensional accuracy when extending too far. Sinking a rigid electrode provides a much more stable alternative that maintains straight walls.
Creating Sharp Internal Corners
Sinker EDM is a reliable method for burning sharp internal profiles.
- The Problem: Traditional end mills inherently leave radiused corners.
- The Solution: Plunging a custom-machined electrode can bypass this mechanical limitation.
Holding Detail in Hardened Materials
Sinker EDM can machine extremely tough alloys, since thermal erosion is less affected by physical hardness. For instance, Rollyu Precision relies on this technology to manufacture medical and precision components. With proper electrode design and inspection, the process can support tight tolerances down to ±0.005 mm.

Reducing Cutting Force on Delicate Features Sinker EDM safely erodes shapes into fragile, thin-walled substrates by operating entirely contact-free.
- The Challenge: Spinning end mills exert physical pressure that easily vibrates or warps delicate sensor mounts.
- The Solution: Thermal erosion reduces this mechanical risk.
FAQ
What tolerance risks should engineers consider with sinker EDM?
Sinker EDM inherently introduces electrode wear and spark gap variations. Since thermal erosion naturally degrades the tooling, operators must deploy sequential roughing and finishing electrodes to prevent tapered walls and maintain dimensional accuracy.
Does sinker EDM leave a heat-affected or recast layer?
Yes, the process inherently leaves a microscopic recast layer. When melted metal rapidly cools on the machined surface, it forms a brittle zone. To restore material integrity, engineers typically specify post-machining polishing or bead blasting.
Can CNC machining and sinker EDM be used on the same part?
Yes, combining both processes is common in precision part production. Manufacturers use CNC machining to rapidly remove bulk material first. They then transition the workpiece to a sinker EDM machine to safely burn sharp internal corners.
Is sinker EDM practical for prototypes or low-volume parts?
Yes, sinker EDM can be practical for prototypes and low-volume production. Custom electrode machining adds upfront cost, but it helps validate complex geometries that standard end mills cannot cut.
Can sinker EDM machine non-conductive materials?
No, sinker EDM cannot machine non-conductive materials like standard plastics or ceramics. The process relies on electrical sparks, so a plasma channel cannot form without a conductive workpiece.
