

Cast aluminum is aluminum shaped by melting the metal and pouring it into a mold. According to the European Aluminium Association, castings now make up over half the aluminum content in modern vehicles. Low weight, corrosion resistance, and the ability to form complex shapes also make cast aluminum widely used in medical, industrial, and electronics applications.
This guide covers how the casting process works, which alloys and grades fit different uses, and how cast aluminum compares to wrought aluminum. It also explains why cast parts need secondary CNC machining and what to check in a supplier.
How Does the Aluminum Casting Process Work?
Aluminum casting starts by heating solid aluminum ingots to around 660°C until the metal turns fully liquid. The molten aluminum flows through runners and gates into a mold cavity, where it cools and solidifies into the shape of the final part. Mold design controls how the metal fills, where it cools first, and how the grain structure of the cast aluminum forms.

Molten Metal and Reusable Cavities
Mold cavities are machined from tool steel for repeated use or packed from silica sand for a single pour. Tool steel conducts heat quickly, which draws energy from the liquid aluminum and accelerates solidification. The faster cooling rate tightens the grain structure and improves part density.
Sand molds absorb heat more slowly. The lower cooling rate can raise shrinkage porosity in thicker sections, which is why sand-cast parts typically carry wider tolerances.
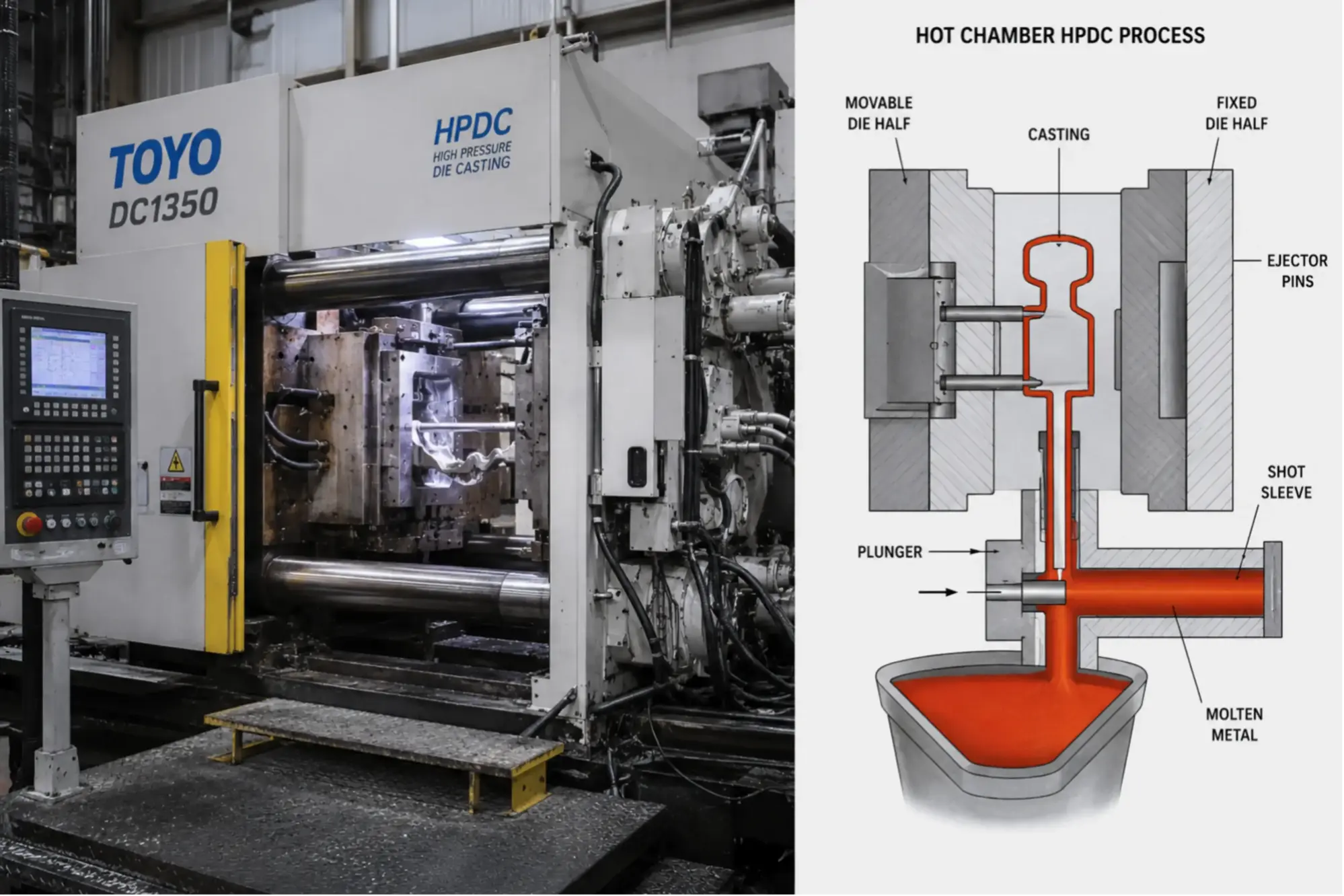
High-Pressure Die Casting for High-Volume Runs
High-pressure die casting (HPDC) injects molten aluminum into steel dies at pressures between 40 and 175 MPa. The metal fills the cavity in milliseconds, which keeps cycle times between 30 and 90 seconds per part. This speed makes HPDC the standard method for production runs above 5,000 parts, since consistent filling pressure also holds tight dimensional tolerances across large batches. Typical die casting parts include motor housings, gearbox covers, and structural brackets.
Temporary Sand Molds for Large Components
Sand casting uses compacted silica sand mixed with a binder to form a disposable mold. After the aluminum solidifies, the sand is broken apart to release the part. Because the mold material is inexpensive, casting aluminum in sand works well for prototypes, single orders, and very large components that exceed the size limits of steel die tooling. The downside is a rougher surface finish and wider tolerances, so critical features usually need secondary CNC machining.
Permanent Mold Casting for Dense Structural Parts
Permanent mold casting pours molten aluminum into a reusable steel or cast iron mold under gravity or low pressure. The metal mold draws heat away faster than sand, which produces a denser grain structure with fewer internal voids.
This process fits mid-volume production where mechanical strength matters more than cycle speed. Parts cast in permanent molds typically show better tensile strength and fatigue resistance than sand-cast parts.
What Aluminum Is Used for Casting?
Aluminum for casting needs alloying elements like silicon, copper, and magnesium to flow through mold channels and solidify without cracking. Each element shapes how the cast aluminum alloys perform under load.
Alloying Elements and Solidification Flow
Silicon is the most important addition. It lowers the melting point and increases fluidity, which helps liquid metal fill thin walls and complex features before solidification begins. Most cast aluminum alloys contain between 9% and 10% silicon for this reason.
Copper adds hardness and room-temperature strength but can reduce corrosion resistance above 3% to 4%. Magnesium improves tensile strength and enables the alloy to respond to heat treatment, which is why structural grades like A356 rely on it.
Tensile Strengths and Chemical Makeup of Cast Grades
Cast aluminum grades vary in strength, ductility, and corrosion behavior depending on their silicon and copper balance.
| Cast Grade | Casting Process | Tensile Strength (Typical) | Yield Strength (Typical) | Silicon % | Core Application |
|---|---|---|---|---|---|
| A380 | High-Pressure Die Casting | 310 MPa | 160 MPa | 7.5% – 9.5% | Gearboxes, brackets, general housings |
| A360 | High-Pressure Die Casting | 320 MPa | 170 MPa | 9.0% – 10.5% | Marine components, motor housings |
| A356 | Sand & Permanent Mold | 230 – 280 MPa | 160 – 200 MPa | 6.5% – 7.5% | Medical brackets, aerospace structures |
A380 for General Purpose Die Casting
A380 is the most widely used die casting alloy. Its silicon content (7.5% to 9.5%) gives it strong fluidity for thin-walled sections, and it machines well after casting, which keeps secondary finishing costs low.
A360 for High-Temperature Corrosion Resistance
A360 holds its tensile strength better than A380 at elevated temperatures. Its higher silicon content (9.0% to 10.5%) also promotes a tighter oxide layer, improving resistance to salt spray and chemical exposure.
A356-T6 for High-Strength Structural Parts
A356 responds exceptionally well to T6 heat treatment (solutionizing followed by artificial aging). The process raises both yield strength and elongation, giving the alloy a balance of load-bearing capacity and ductility that most as-cast grades cannot match.
This makes A356-T6 a common choice for structural brackets in medical devices and aerospace hardware where fatigue resistance matters.
What Are the Core Properties of Cast Aluminum Alloys?
Cast aluminum alloys combine low density with high thermal conductivity and natural corrosion resistance, making them a strong alternative to heavier metals in weight-sensitive and heat-critical applications.
Excellent Strength-to-Weight Ratio
Cast aluminum has a density of approximately 2.7 g/cm³, roughly one-third that of steel. This weight advantage matters most in moving assemblies, handheld equipment, and robotic components where lower mass reduces motor load and improves positioning speed. Despite the low density, well-designed cast sections can still carry high structural loads.
High Thermal and Electrical Conductivity
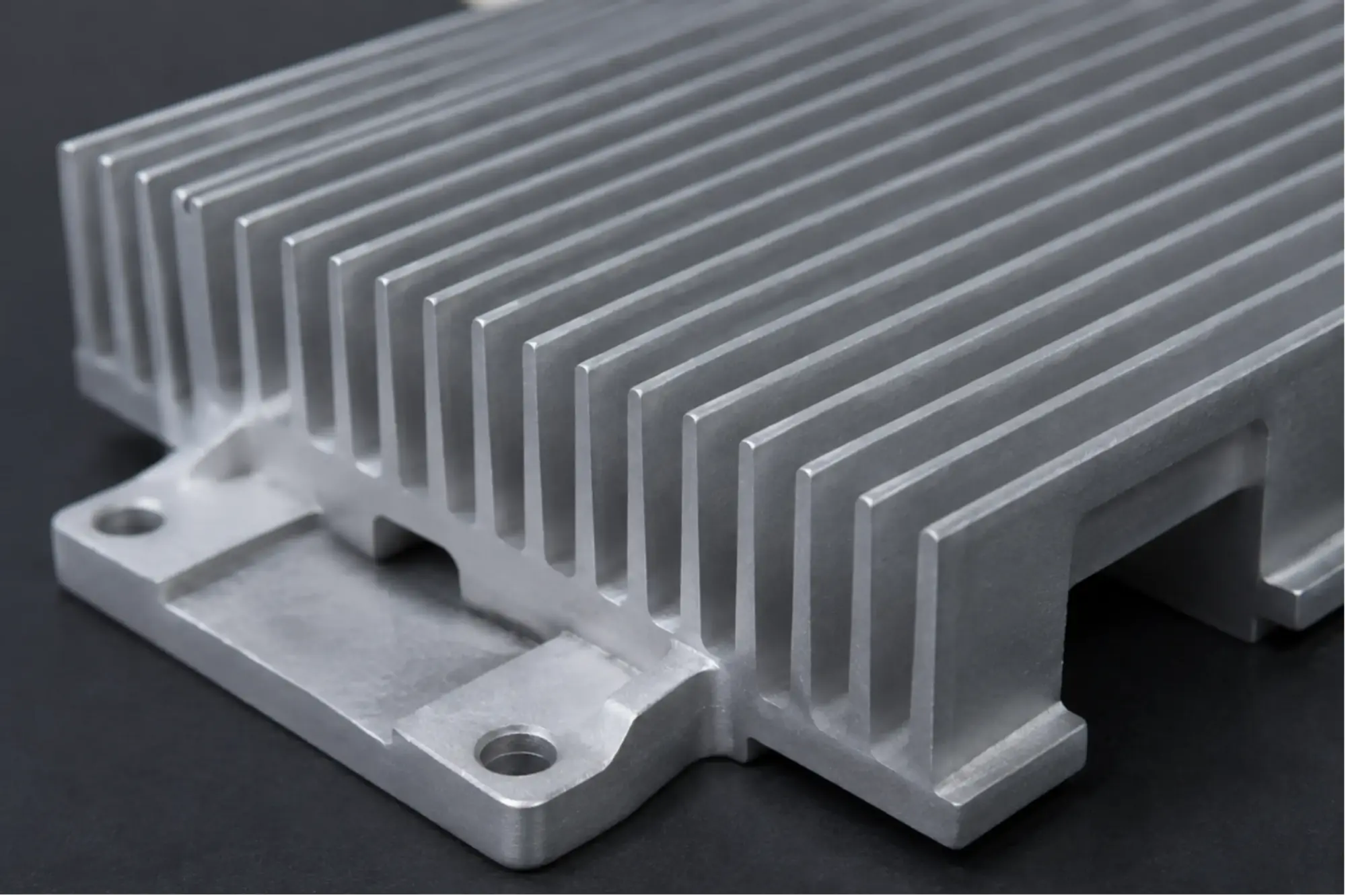
Cast aluminum alloys offer thermal conductivity between 90 and 150 W/(m·K), depending on alloy grade and silicon content. This heat transfer rate makes them well suited for heat sinks, power electronics enclosures, and sensor mounting brackets where thermal dissipation directly affects component lifespan.
Cast aluminum is also non-magnetic and conducts electricity well, which supports EMI shielding and allows use near sensitive medical and testing instruments.
Outstanding Corrosion Resistance without Rust
Cast aluminum does not rust. Rust is iron oxide, and since aluminum contains no iron, the reaction cannot occur.
What does happen is oxidation. When exposed to air, aluminum instantly forms a micro-thin aluminum oxide (Al₂O₃) layer on its surface. This passive film is stable, self-healing, and blocks moisture and chemicals from reaching the base metal. In most industrial and outdoor environments, this natural barrier provides long-term corrosion protection without additional coating.
Where Are Precision Cast Aluminum Parts Used in Industry?
Precision cast aluminum parts serve regulated and high-performance sectors that demand lightweight structures, strong EMI shielding, and tight dimensional stability.
Structural Housings for Medical and Dental Equipment
Cast aluminum enclosures protect dental scanners and medical imaging systems with rigid housings that shield against EMI and RFI. The alloy resists clinical cleaning agents and holds tight tolerances after secondary medical device CNC machining, which makes it a standard choice for autoclave-adjacent enclosures.
Vacuum Chambers and Photonics Mounting Hardware
Cast aluminum offers low outgassing rates under vacuum, which makes it suitable for wafer handling arms, vacuum chambers, and laser mounting brackets. Dense castings produced through permanent mold processes minimize trapped gas that would otherwise compromise chamber pressure.
Robotics Joints and Lightweight Automation Components
Low density reduces rotational inertia in robot arm joints, gripper bodies, and high-speed automation fixtures. Lower inertia cuts motor load, extends servo lifespan, and improves repeatable positioning accuracy at high cycle rates.
How Does Cast Aluminum Compare to Standard Wrought Aluminum?
The main difference between cast aluminum and wrought aluminum lies in how each is shaped. Cast alloys solidify from liquid metal inside a mold. Wrought alloys are mechanically worked in a solid state through rolling, extrusion, or forging. This shaping history determines grain structure, mechanical performance, and production economics.
| Property | Cast Aluminum | Wrought Aluminum |
|---|---|---|
| Shaping Method | Molten metal poured into mold | Solid metal rolled, extruded, or forged |
| Grain Structure | Equiaxed dendritic, isotropic | Elongated, directional |
| Typical Elongation | 2% – 5% | 10% – 15%+ |
| Geometric Complexity | High (hollow, double-curved shapes) | Limited to stock profiles |
| Tooling Cost | High upfront mold investment | Low (standard bar/plate stock) |
| Best Fit | Mid-to-high volume, complex shapes | Low volume, simple geometries |
| Common Grades | A380, A360, A356 | 6061-T6, 7075-T6 |
Microstructural Differences Between Cast and Wrought Metal
Wrought alloys like 6061-T6 develop dense, directionally aligned grains through mechanical deformation. This process closes internal voids and creates a nearly pore-free structure with consistent strength along the grain direction.
Cast alloys solidify into equiaxed dendritic grains that grow outward from multiple nucleation points. The resulting structure is isotropic, meaning strength is roughly equal in all directions, but it can contain microscopic shrinkage porosity between dendrite arms. Hot isostatic pressing (HIP) or vacuum-assisted casting can reduce this porosity when structural integrity is critical.
Strength and Ductility Trade-offs
Wrought alloys generally offer higher yield strength and elongation. A forged 6061-T6 part typically reaches 12% to 17% elongation at break, while a cast A380 part averages 3% to 4%. This lower ductility makes cast parts more susceptible to brittle fracture under sudden impact loads.
For applications where stiffness matters more than impact resistance, cast alloys remain a practical choice. Buyers comparing aluminum to other lightweight metals like titanium can review the machinability, cost, and performance trade-offs in this Titanium vs. Aluminum guide.
Tooling Costs and Geometric Design Freedom
Casting produces complex, hollow, and double-curved shapes in a single step, but the mold requires significant upfront investment that pays off at mid-to-high volumes. CNC machining wrought stock avoids mold costs entirely and works well for prototypes, but complex geometries waste more material since large amounts of stock must be removed.
Why Do Cast Aluminum Parts Require Secondary CNC Machining?
Cast aluminum parts leave the mold with rough tolerances, typically ±0.1 mm to ±0.2 mm. Achieving precise mating faces, tight bore fits, and reliable threaded connections requires secondary CNC machining. This casting vs machining comparison covers the tolerance boundaries between the two processes.

Achieving Tight Tolerances on Critical Dimensions
Raw castings cannot hold the dimensional accuracy that bearing seats, alignment faces, and sealing surfaces require. CNC post-machining brings these features down to ±0.01 mm, or as tight as ±0.002 mm for semiconductor components where positional accuracy directly affects system performance.
Creating Precise Internal Threads and Tapped Holes
Tapping threads directly into raw, porous cast surfaces risks thread strip-out under load. Secondary drilling and thread milling into solid pre-cast bosses produce reliable threads with consistent engagement depth. Specifying boss wall thickness early in the casting DFM review helps ensure enough material supports each threaded feature.
Improving Surface Finishes via Anodizing or Bead Blasting
Bead blasting removes mold flow marks and creates a uniform matte texture. Anodizing adds a hard, wear-resistant oxide layer that improves chemical stability and accepts color dyes. For a closer look at coating types and thickness grades, see what anodizing is and how it applies to cast parts.
How Should You Select an Aluminum Alloy Casting Partner?
Choosing an aluminum alloy casting partner means verifying engineering support, secondary machining capability, and quality tracking before committing to tooling. Low-tier suppliers often produce parts with uncontrolled porosity, dimension drift across batches, and no traceability documentation.
ISO Certifications and Quality Management Systems
ISO 9001:2015 covers general manufacturing process control and supports consistent output across production runs. For medical hardware, ISO 13485:2016 adds design validation, risk management, and device-specific traceability requirements.
Ask for current certificates and check whether the supplier maintains both standards in-house rather than through subcontracting.
DFM Capabilities Before Tooling Design
A strong casting partner runs Design for Manufacturability (DFM) reviews before tooling begins. These reviews include mold flow simulation, draft angle checks, and wall thickness audits that catch shrinkage cracks and gas voids before they reach production. Fixing geometry issues at the simulation stage costs far less than reworking a hardened steel mold.
Traceable Dimensional Inspection and Material Test Reports
Every production lot should ship with coordinate measuring machine (CMM) data, material test reports (MTRs) for chemical composition, and Certificates of Conformance (CoCs). These documents confirm that each batch meets the approved drawing and material specification.
Working with a Rollyu Precision that owns its inspection equipment in-house shortens the feedback loop between machining and quality verification.
FAQ
Is cast aluminum strong?
Yes. Heat-treated grades like A356-T6 deliver high yield strength at roughly one-third the weight of steel. Strength varies by alloy and casting method, so grade selection should match the application’s load and impact requirements.
What is the difference between cast vs wrought aluminum?
The difference lies in how each is shaped. Cast aluminum solidifies from liquid metal inside a mold, which suits complex shapes and higher production volumes. Wrought aluminum is rolled, extruded, or forged from solid stock, producing denser grain structure with higher elongation and tensile strength.
When should you choose CNC machining over casting for aluminum parts?
CNC machining fits low-volume runs (typically under 100 parts) where mold tooling costs are not justified. It is also the better choice when all features require tight tolerances below ±0.05 mm.
