
Grand View Research valued the global aluminum die casting market at USD 80.16 billion in 2024. Transportation led application revenue, driven by demand for lighter vehicle parts.
In die casting, molten metal is injected into a reusable steel die to produce complex metal parts with consistent dimensions and smooth surfaces. The sections below cover the die casting process, common die casting materials, secondary CNC machining needs, and supplier selection points for production metal parts.
What Is Die Casting in Manufacturing?
Die casting is a metal manufacturing process that injects molten metal into a reusable steel die under high pressure. After the metal cools, the part is ejected, trimmed, and machined or finished if needed.
Manufacturers use die casting when a part needs complex geometry, repeatable dimensions, and a smoother as-cast surface than sand casting usually provides. Aluminum die casting and zinc die casting are often used for housings, brackets, covers, connectors, and other production metal parts.
Die casting makes the most sense when the design is stable and the production volume can justify the tooling cost.
How Does the Die Casting Process Work?
The die casting process forms near-net metal parts by injecting molten metal into a reusable steel die under high pressure. Most projects follow five steps.
| Step | What Happens | Why It Matters |
| Die design and DFM | Engineers review geometry, wall thickness, draft, gates, shrinkage, and machining needs. | Early review helps reduce tooling changes, casting defects, and avoidable cost. |
| Metal injection | Molten aluminum, zinc, or another casting metal fills the steel die under pressure. | High pressure helps form thin walls, ribs, and detailed features before solidification. |
| Cooling and ejection | The metal cools inside the die, then ejector pins push the casting out. | Cooling affects cycle time, dimensional stability, and internal stress. |
| Trimming | Runners, gates, flash, and extra material are removed. | The casting gets its near-final shape before inspection or machining. |
| CNC finishing | Critical features are machined after casting when tighter control is needed. | Threads, bores, sealing faces, and datum surfaces often need tighter accuracy than casting alone can provide. |
Designing the Die and Reviewing DFM
Die casting starts with part design and die design. The die must shape the part, guide metal flow, release the casting, and support controlled cooling. Before tooling begins, DFM review checks wall thickness, draft angles, ribs, bosses, gate location, ejector marks, shrinkage, and features that may need CNC machining later.
Injecting Molten Metal Into the Mold
The selected metal is melted and injected into the steel die under high pressure. High pressure helps the metal fill thin walls, ribs, and detailed features before solidification begins.
This stage depends on temperature, pressure, fill speed, and venting. Poor control can cause cold shuts, trapped gas, porosity, incomplete filling, or visible surface defects.
Cooling, Ejecting, and Trimming the Casting
After the mold fills, the metal cools until the casting is solid enough to eject. Trimming then removes runners, gates, flash, and extra material.
Review these casting risks before deciding which features need CNC machining:
- Porosity near thick sections
- Warpage on flat or long features
- Surface marks near gates
- Short fill near thin walls
- Defects around sharp transitions
Finishing Critical Features With CNC Machining
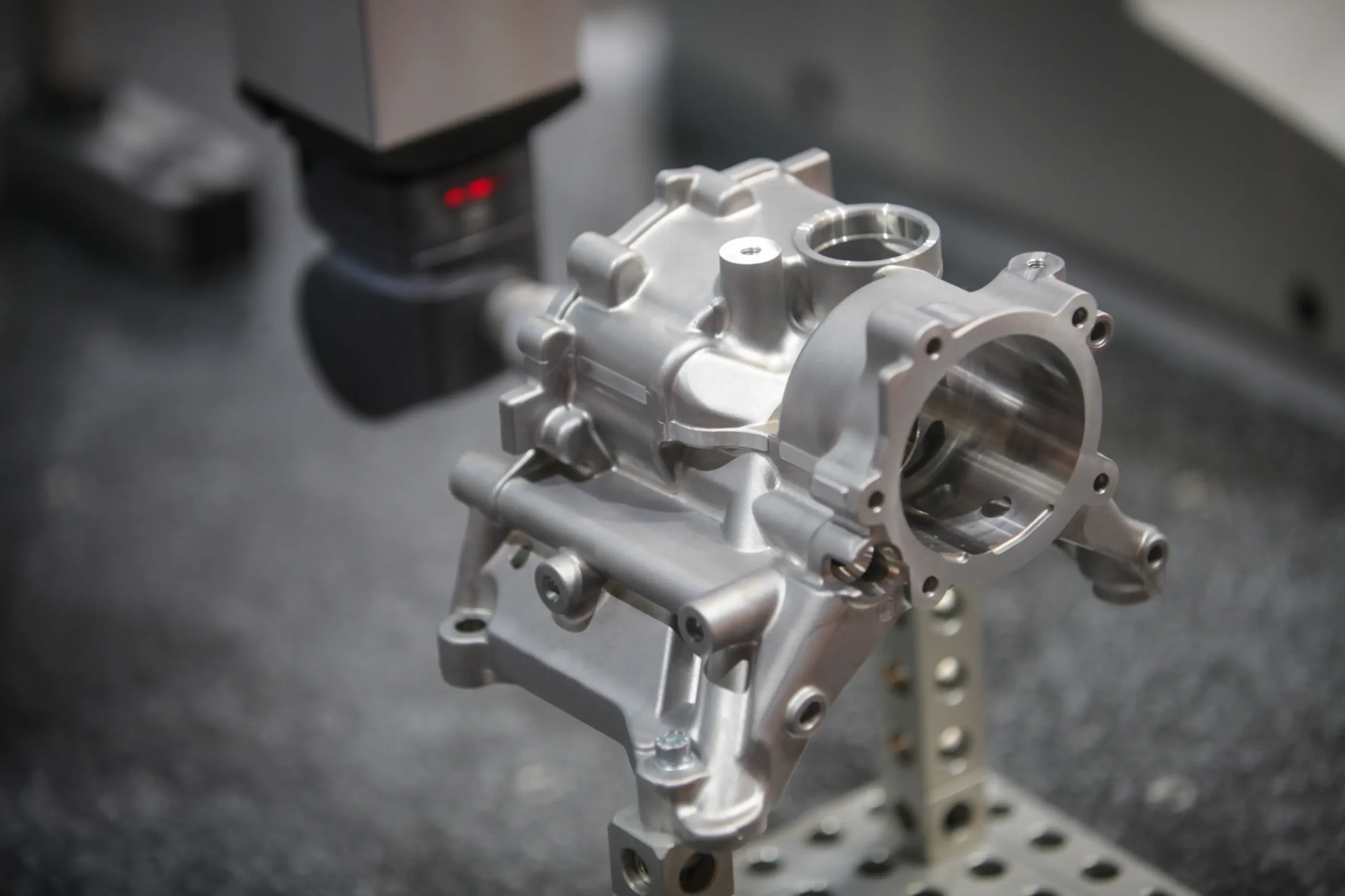
Die casting creates the near-net shape. CNC machining finishes features that control fit, sealing, motion, or assembly.
Common secondary machining features include threaded holes, precision bores, flat mounting faces, gasket surfaces, bearing seats, and datum surfaces. For inspection-heavy projects, CMM checks, dimensional reports, and material traceability help confirm that cast and machined features match the drawing.
What Materials Are Used in Die Casting?
Die casting usually uses non-ferrous metals that flow well into detailed steel dies and solidify with repeatable dimensions. Aluminum, zinc, and magnesium are common choices for custom die casting parts that need stable geometry, repeatable batches, and CNC finishing on critical features.
| Material | Common Uses | Main Advantage | What to Check |
| Aluminum | Housings, brackets, covers, heat-transfer parts | Low weight, corrosion resistance, and good strength-to-weight balance | Tight bores, threads, and sealing faces may need CNC machining |
| Zinc | Small parts, connectors, hardware, detailed features | Fine detail, smooth surfaces, and repeatable dimensions | Heavier than aluminum and less suitable for high-temperature service |
| Magnesium | Lightweight housings, frames, and portable device parts | Very low weight with good castability | Corrosion protection, finishing options, and process control |
Aluminum Die Casting
Aluminum die casting works well when a part needs low weight, corrosion resistance, heat transfer, and a good strength-to-weight balance. Aluminum die casting is often used for housings, covers, brackets, and heat sink bodies. If the part has threads, precision bores, sealing faces, or flat mounting areas, CNC machining may still be needed after casting.
Zinc Die Casting
Zinc die casting fits smaller parts that need thin walls, fine detail, smooth surfaces, and repeatable dimensions. Zinc die casting is a strong choice for connectors, small housings, handles, locks, brackets, and hardware where surface quality matters more than weight reduction.
Magnesium Die Casting
Magnesium die casting fits projects where weight reduction is a top design goal. Magnesium die casting can work for lightweight housings, handheld device parts, electronic frames, and compact structural parts. Buyers should confirm corrosion protection, finishing options, and inspection standards before using magnesium for exposed or harsh-use parts.
What Are the Main Benefits of Die Casting?
Die casting works well when a stable design needs complex metal parts, repeatable production, and a smoother as-cast surface than sand casting usually offers. Its value grows when higher order volumes spreads tooling cost across more parts.
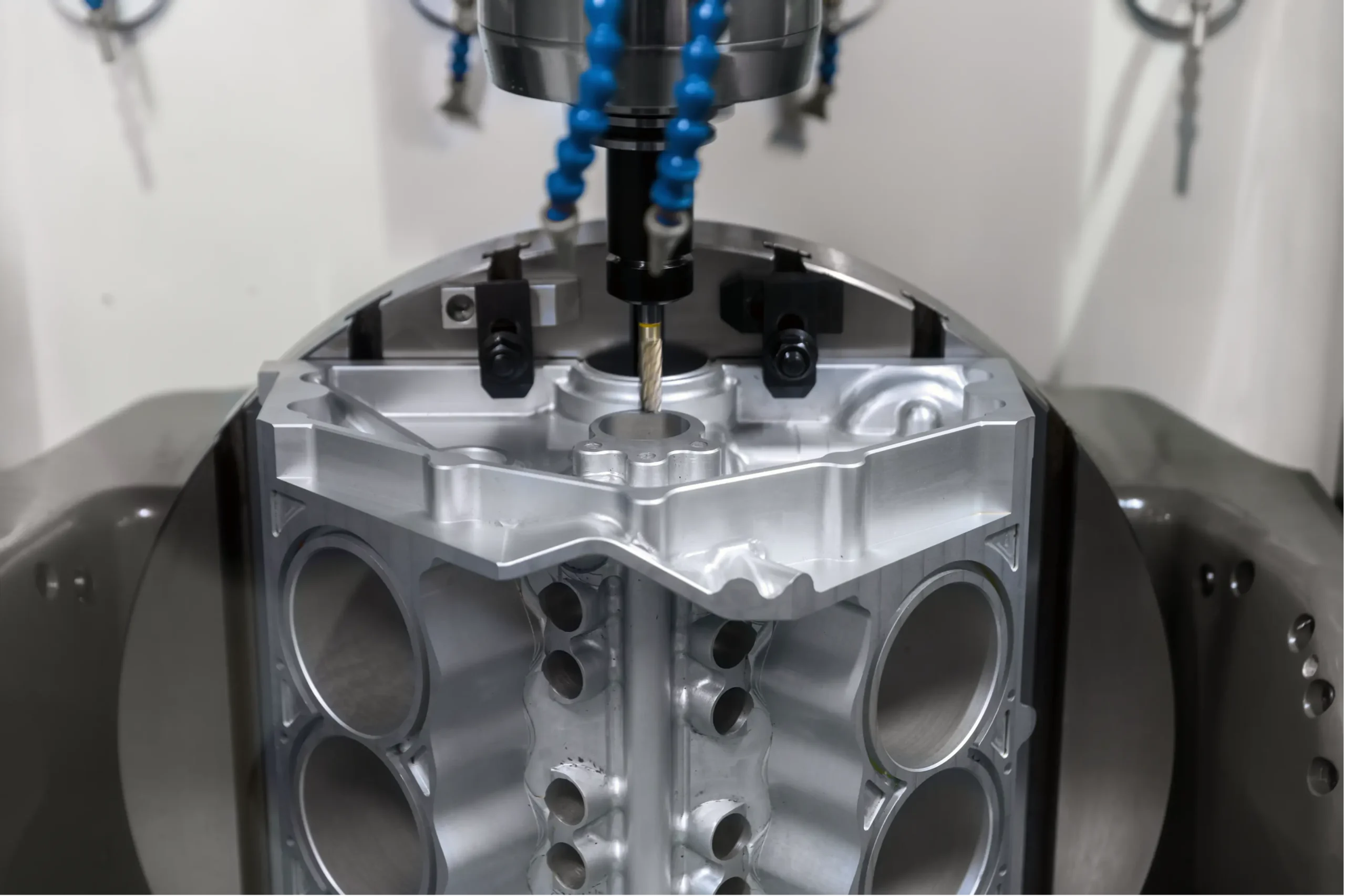
Producing Complex Shapes Efficiently
Die casting forms thin walls, ribs, bosses, pockets, and detailed features in one cycle because molten metal fills a shaped steel die under pressure. This process works well for housings, covers, brackets, connectors, and frames that would take longer to machine from solid stock.
Improving Repeatability for Production Runs
A reusable die helps each casting follow the same geometry, which matters when parts must fit the same assembly or use the same fasteners across batches.
Repeatability still depends on process control. Metal temperature, injection pressure, cooling time, trimming, and inspection all affect whether production parts stay within drawing requirements.
Reducing Unit Cost at Higher Volumes
Die casting unit cost decreases as production volume rises, because tooling cost spreads across more parts. The upfront die cost is higher than CNC machining, so the process makes more sense when the design is stable and quantities are sufficient.
For designs that may still change, CNC machining or rapid prototyping can reduce early risk before tooling begins.
Improving Surface Quality Compared With Sand Casting
Die casting usually creates a smoother as-cast surface than sand casting because the metal solidifies against a machined steel die. When comparing different types of casting, surface quality, tooling cost, and production volume often decide whether die casting is the right fit.
Critical features may still need CNC machining after casting. Sealing faces, bearing bores, threaded holes, datum surfaces, and flat mounting areas often need tighter control than casting alone can provide.
What Are the Limits of Die Casting?
Die casting works best when the part design is stable and production volume can support tooling. Before selecting it, review tooling cost, design limits, tolerance targets, and porosity risk.
Weighing Tooling Cost for Low-Volume Projects
Die casting requires a custom steel die, so the upfront cost is higher than CNC machining or some low-volume casting methods. The cost makes more sense when the same design will be produced in larger quantities.
For prototypes, early design testing, or parts that may still change, CNC machining for prototyping can reduce tooling risk before die casting begins. Engineers can test fit, function, and material choices before committing to a die.
Checking Design Rules Before Tooling Starts
Die casting needs stable wall thickness, proper draft, smooth transitions, and enough room for metal flow and venting. Poor geometry can cause short fill, sink marks, trapped gas, warpage, or weak areas near thick-to-thin transitions. Design review should happen before tooling starts because changes to ribs, bosses, gates, ejector locations, or parting lines can add cost after the die is built.
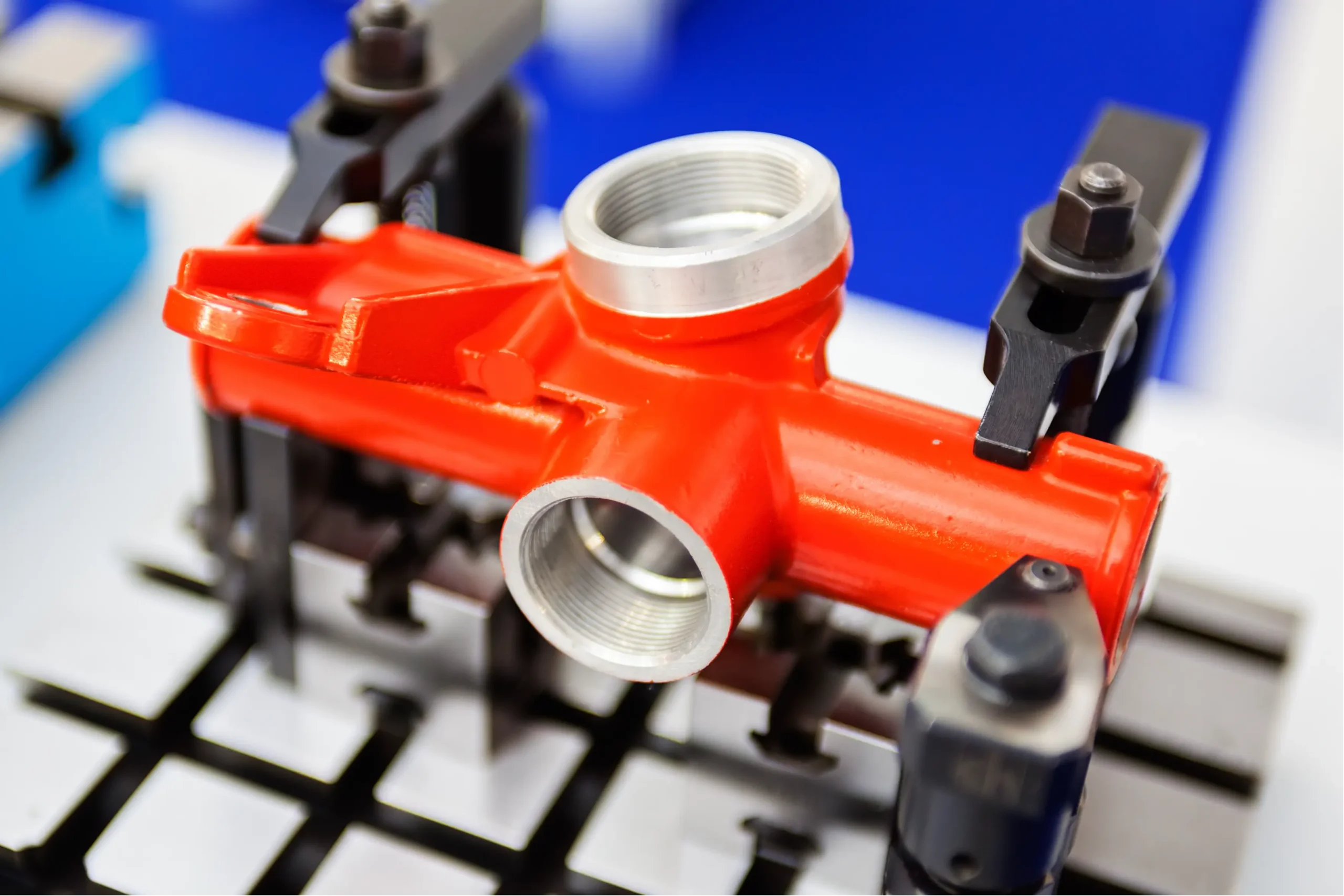
Planning CNC Machining for Tight Tolerances
Die casting can hold repeatable dimensions, but tight functional features often need secondary CNC machining, especially when the part must fit, seal, align, or move correctly.
Common machined features include:
- Threads
- Bearing bores
- Sealing faces
- Datum surfaces
- Flat mounting areas
Define these features before tooling so the casting, machining, inspection, and documentation plan match the drawing.
Managing Porosity Risk in Production Parts
Porosity can affect sealing surfaces, pressure-tight parts, cosmetic finishes, and load-bearing areas. This defect forms when gas or shrinkage leaves small voids inside the casting.
Porosity risk depends on part design, material, wall thickness, gate layout, venting, and process control. Discuss porosity limits early when the part needs leak resistance, polishing, plating, anodizing, or structural performance.
How Does Die Casting Compare With CNC Machining?
Die casting fits stable designs planned for higher volume, while CNC machining fits prototypes, low-volume parts, design changes, and tight functional features. A closer casting vs machining comparison can help buyers weigh tooling cost, design flexibility, tolerance control, and lead time before choosing a manufacturing process.
| Comparison Point | Die Casting | CNC Machining |
| Best use case | Stable production parts made in higher volume | Prototypes, low-volume parts, and precision features |
| Upfront cost | Higher because a custom steel die is required | Lower because no casting die is needed |
| Unit cost | Can decrease when tooling cost is spread across many parts | Often higher when complex shapes are machined from solid stock |
| Design flexibility | Limited after tooling is built | Higher because CAD changes can be applied before the next run |
| Geometry | Works well for complex shapes, thin walls, ribs, and bosses | Works well for flatness, threads, bores, datum control, and mating features |
| Tolerance control | Good for repeatable cast dimensions, but critical areas may need machining | Strong for tight tolerances and precision mating features |
| Surface quality | Depends on die condition, alloy, process control, and finishing | Can be controlled through toolpath strategy, cutting conditions, and finishing |
| Lead time | Longer before production because tooling must be made first | Faster for prototypes and small batches |
| Main consideration | Tooling changes, porosity, and casting design rules | Machining time, material waste, and cost for complex geometry |
Choose die casting when the design is stable, the volume supports tooling, and the shape would take too much time to machine from solid stock. Choose CNC machining when the part needs fast design changes, tight tolerances, prototypes, threads, bores, sealing faces, or datum surfaces.
Many production parts use both processes. Die casting forms the near-net shape, while CNC machining finishes the areas that must fit, seal, align, or move correctly.
When Should You Use Die Casting?
Die casting makes sense when the design is stable, production volume can support tooling, and the shape would be inefficient to machine from solid stock.
Matching Production Volume to Tooling Cost
Die casting fits parts planned for repeated batches. A custom steel die adds upfront cost, so volume should be high enough to spread that cost across many parts.
For early prototypes or designs that may still change, CNC machining or rapid prototyping can reduce risk before tooling begins. Engineers can test fit, function, and material choices first.
Confirming a Stable Part Design
Die casting works best after fit, function, and assembly details are confirmed. Once the die is built, changes to wall thickness, ribs, bosses, gates, or parting lines can add cost and delay production. A stable drawing also helps the supplier plan casting, trimming, machining, finishing, and inspection around final requirements.
Choosing Die Casting for Complex Geometry and Thin Walls
Die casting is a good fit for complex shapes, thin walls, ribs, bosses, pockets, and integrated mounting features. These features often appear in housings, brackets, frames, and robotics parts, where a stable design and repeatable geometry can reduce machining time compared with cutting the full shape from solid stock.
Getting Repeatable Dimensions Across Batches
A reusable die helps production parts follow the same shape across batches. That consistency matters for housings, brackets, covers, connectors, and parts that must fit the same assembly each time.
Repeatability still depends on process control. Metal flow, cooling, trimming, secondary machining, and inspection all affect whether final parts meet the drawing.
Selecting for Surface Quality and Lightweight Materials
Die casting is useful when the part needs a smoother as-cast surface than sand casting usually provides. Aluminum die casting also fits projects that need lower weight, corrosion resistance, and heat transfer.
Critical surfaces should be planned before tooling. Sealing faces, threaded holes, bearing bores, datum surfaces, and flat mounting areas may need CNC machining after casting.
How Should Buyers Choose a Die Casting Supplier?
Choose a die casting supplier that reviews the part before tooling, identifies casting risks early, and supports CNC machining when tight features are required. Casting capacity matters, but production parts also require engineering review, inspection, and clear documentation.
Check these supplier factors:
- DFM review before tooling
The supplier should check wall thickness, draft, gate location, shrinkage, parting lines, ejector marks, and machined features before the die is built. - Casting and CNC machining support
Threads, sealing faces, bores, and datum surfaces often need machining after casting. A supplier that supports both processes can reduce handoff risk and make drawing requirements easier to control. - Inspection and documentation
For tight-tolerance or regulated-use parts, ask about CMM inspection, dimensional reports, material traceability, and production quality records. - Experience with similar parts
Housings, brackets, covers, connectors, and precision hardware each have different casting, trimming, finishing, and inspection risks.
For projects that need die casting with tight-tolerance finishing, Rollyu Precision can support cast parts through DFM review, CNC machining, finishing, inspection, and traceability.

FAQ
What is die casting used for?
Die casting is used for production metal parts that need complex shapes, thin walls, and consistent dimensions. Common parts include housings, brackets, covers, connectors, handles, heat sink bodies, and precision hardware.
Is die casting better than CNC machining?
Die casting is better when the design is stable, volume is high, and the shape would be costly to machine from solid stock. CNC machining is usually better for prototypes, low-volume parts, tight functional features, and designs that may still change.
What metals are best for die casting?
Aluminum and zinc are the most common choices for die casting. Aluminum fits lightweight housings, covers, brackets, and heat-transfer parts, while zinc fits small detailed parts that need smooth surfaces and consistent dimensions. Magnesium can fit projects where very low weight is a priority.
Does die casting need secondary machining?
Die casting may need secondary machining when a part has threads, precision bores, sealing faces, datum surfaces, or flat mounting areas. Casting creates the near-net shape, while CNC machining finishes features that need tighter control.
When should I avoid die casting?
Die casting is usually not a good fit when the design is still changing, the order volume is low, or the material does not suit the process. CNC machining or rapid prototyping is often safer for early testing, tight-tolerance prototypes, and small batches.
