
When machining high-performance engineering plastics, Delrin (POM) stands out for its excellent machinability. But a common question our engineers at Rollyu Precision receive is: “Can you tap Delrin, and will the threads hold up?”
The short answer is yes, but if your part requires high load-bearing capacity or frequent disassembly, a standard tapped hole might not be enough.
Why Delrin is a Top Choice for Tapped Features
Delrin, or Polyoxymethylene (POM), is a favorite in CNC machining because of its high stiffness and dimensional stability. Unlike softer plastics that “gum up” tools, Delrin chips cleanly, much like free-cutting metals.
Superior Machinability: Why Delrin Threads Behave Like Metal
Unlike softer thermoplastics that tend to “gum up” or melt under the heat of a cutting tool, Delrin (Polyoxymethylene) offers a level of stiffness that makes it feel like machining free-cutting metals. At Rollyu Precision, we’ve found that POM produces clean, crisp chips rather than stringy debris, ensuring the thread profile remains sharp and dimensionally accurate. This high stiffness prevents the material from retreating during the cut, which is a common headache when trying to hold tight tolerances in softer plastics.
Effectiveness Through High-Speed Tapping Efficiency
For most internal thread requirements, tapping Delrin is significantly more efficient and budget-friendly than single-point threading on a lathe. Because the material is so stable, we can run taps at higher speeds with minimal risk of tool breakage or thread distortion. This speed doesn’t just lower the cost per part; it ensures a high-integrity thread that maintains its mechanical properties, making it an ideal choice for high-volume production where both lead time and part quality are critical.
Proven Environmental Stability and Mechanical Pull-Test Success
One of the biggest risks with plastic threads is swelling due to moisture, but Delrin’s low water absorption rate ensures that your threads won’t seize or lose their fit in humid environments. Our internal testing at Rollyu consistently shows a near-100% qualification rate in tensile strength pull tests when holes are sized correctly. Combined with its natural fatigue and wear resistance, Delrin threads provide long-term reliability for components that must endure repeated mechanical stress without stripping.
The Challenge: Why Direct Threads Sometimes Fail
While Delrin is hard for a plastic, it is still much softer than aluminum or steel. This leads to two primary risks:
- Thread Stripping: Under high torque, the internal threads can shear off.
- Wear and Tear: If the part needs to be taken apart and reassembled often, the plastic threads will eventually wear down, leading to a loose fi
Structural Hardness: Why Plastic Threads Behave Differently than Metal
While Delrin is celebrated for its metal-like stiffness among polymers, its physical hardness remains significantly lower than 6061 aluminum or stainless steel. When we machine internal threads directly into POM, the material lacks the rigid crystal structure of a metal to resist “cold flow” or deformation under sustained pressure. At Rollyu Precision, we often remind engineers that while a Delrin thread feels solid during initial hand-tightening, it cannot support the same high clamping pressures as metal without the thread flanks eventually yielding.
Recommended Pilot Hole Sizes for Tapping Delrin (Metric & UNC)
| Thread Size | Standard Metal Drill Size | Recommended for Delrin (65-75% Thread) | Target Pilot Hole Diameter | |
| M3 x 0.5 | 2.50 mm | 2.55 mm | Slight oversize prevents stress | |
| M4 x 0.7 | 3.30 mm | 3.35 mm | Reduces heat buildup | |
| M5 x 0.8 | 4.20 mm | 4.25 mm | Ensures clean chip ejection | |
| M6 x 1.0 | 5.00 mm | 5.10 mm | Prevents “gumming” of the tap | |
| #6-32 UNC | #36 (0.1065″) | #35 (0.1100″) | Optimized for plastic stiffness | |
| 1/4-20 UNC | #7 (0.2010″) | #6 (0.2040″) | Maximizes thread integrity |
Mechanical Shear and the Risk of Thread Stripping
Thread stripping in Delrin typically occurs when the axial load on the bolt exceeds the shear strength of the plastic thread profile. Because the material is relatively soft, high-torque applications can cause the metal bolt to “plow” through the plastic internal threads, shearing them off at the root. This is a critical failure point for engineering assemblies; if your design requires high-tension bolting to ensure a seal or structural bond, direct-tapped Delrin may not provide the mechanical safety margin needed to prevent the screw from pulling out entirely.
Wear Cycles: Managing Fatigue from Frequent Reassembly
A primary drawback of direct threads in any engineering plastic is their limited service life when parts require frequent maintenance or disassembly. Every time a steel bolt is driven into a Delrin hole, micro-abrasions occur on the plastic thread flanks, gradually increasing the clearance and leading to “thread slop.” For high-maintenance components, this progressive degradation means that a part starting with a precision Class 2B fit will eventually lose its vibration resistance and grip after only a few dozen cycles of assembly and reassembly.
Professional Strategies to Strengthen Delrin Threads
To ensure your CNC parts last, we recommend three professional approaches depending on your application:
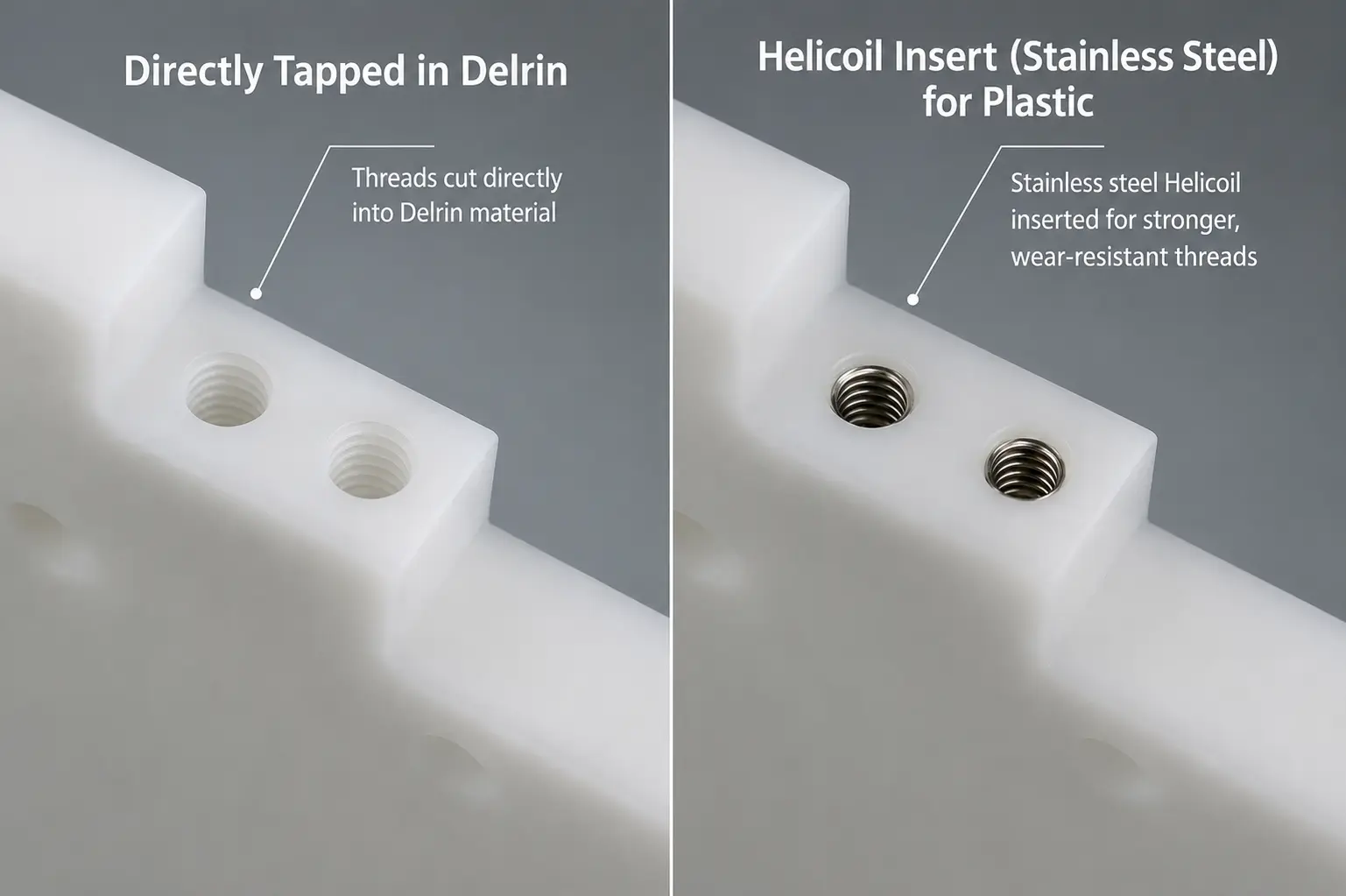
Integrating Wire Thread Inserts (Helicoils)
For high-stress applications, Helicoils are the gold standard. We tap an oversized hole and insert a stainless steel wire coil. This transfers the load to a larger surface area of the plastic and provides a durable metal-to-metal contact for the screw.
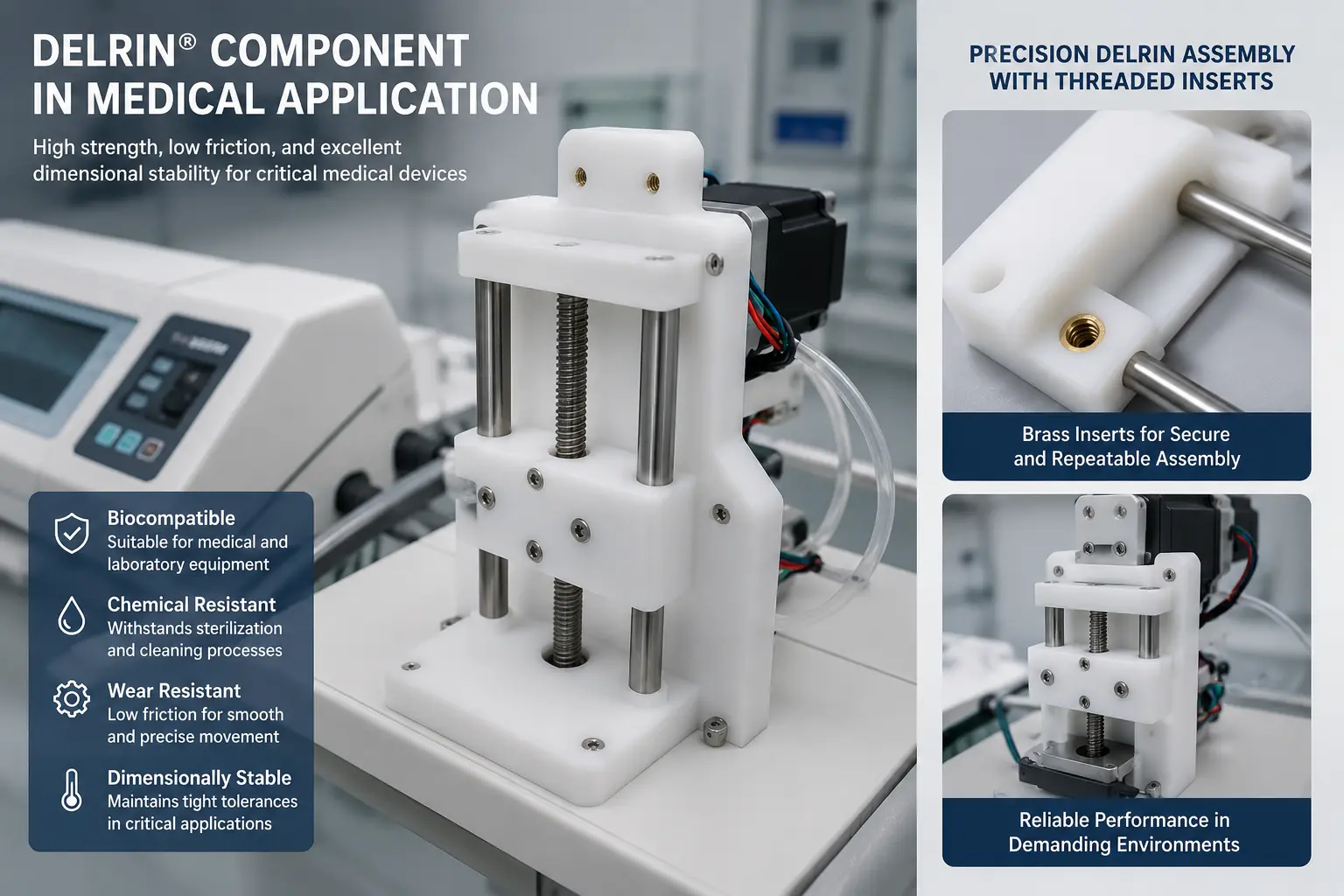
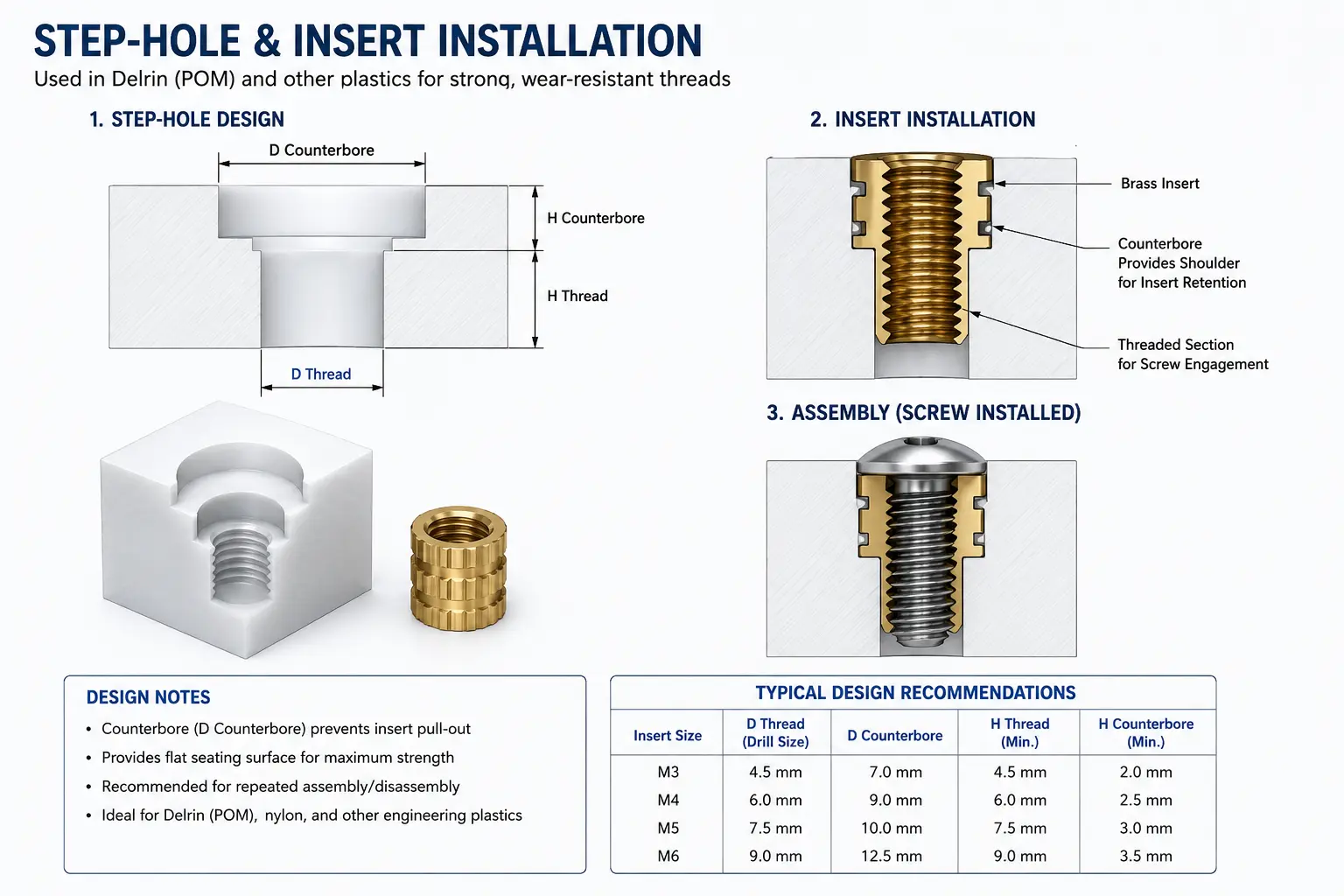
Step-Hole Design with Brass Inserts
If the design allows, we recommend a step-hole (counterbore) design. By placing a brass threaded insert in a larger pocket at the back of the hole, the assembly gains the strength of metal without sacrificing the lightweight benefits of Delrin.
Optimized Tooling and Lubrication
If you choose direct tapping, the tool matters. At Rollyu Precision, we use taps specifically ground for plastics. These have wider flutes to clear chips faster and reduce heat buildup, which prevents the plastic from melting or deforming during the cut.

Choosing Between Direct Tapping and Thread Inserts for Maximum Reliability
Engineering the right thread interface depends entirely on the component’s service life and mechanical stress. At Rollyu Precision, we recommend direct tapping for static, permanent assemblies where loads are light to moderate and reassembly is not required. Conversely, for “wear items” subjected to frequent maintenance, high clamping forces, or critical applications in medical and aerospace environments, utilizing stainless steel Helicoils is the industry standard to ensure structural integrity and prevent catastrophic thread stripping.
When to Utilize Direct Tapping for Static or Light-Load Assemblies
Directly tapping into Delrin is a highly efficient and cost-effective solution when the mechanical assembly is intended to be permanent or “one-time install.” At Rollyu Precision, we typically recommend this approach for internal components that support light to moderate loads and do not require repeated maintenance. Since the threads are cut directly into the polymer, the risk of wear is minimal as long as the bolt remains seated; however, it is essential to ensure that the initial torque settings are strictly controlled to avoid stripping the plastic internal profile during the first assembly.
Why High-Performance or Critical-Duty Parts Require Helicoils and Thread Insert
For components designated as “wear items” or those used in high-torque applications, the integration of stainless steel Helicoils or brass inserts is non-negotiable. In high-stakes industries like medical device manufacturing and aerospace engineering—where a single thread failure could compromise the entire system—metal inserts provide the necessary mechanical redundancy and clamping force that raw plastic cannot offer. By utilizing inserts, we transform a delicate plastic thread into a robust metal interface, allowing for hundreds of assembly/disassembly cycles without the risk of “thread slop” or structural failure.
| Feature | Direct Tapping | Stainless Steel Helicoil | Brass Threaded Insert |
| Best Application | Permanent, light-load assemblies | High-vibration or critical-duty parts | Wear items with frequent maintenance |
| Mechanical Strength | Moderate (Plastic shear limit) | High (Distributed load) | High (Metal-to-metal interface) |
| Reusability | Low (Limited cycles) | Excellent (Infinite cycles) | Excellent (Infinite cycles) |
| Assembly Speed | Fast (One-step process) | Moderate (Requires insertion) | Slower (Requires heat/ultrasonic) |
| Relative Cost | Low | Moderate | High |
| Example Use Case | Electronic enclosures | Aerospace brackets | Manifolds requiring cleaning |
Conclusion
In summary, while tapping Delrin is straightforward, it may not provide sufficient strength for high-load or high-frequency use. For critical or high-stress components, using thread inserts is the industry best practice to ensure reliability. For low-load or permanent assemblies, direct tapping remains a viable and cost-effective solution.
FAQ: Professional Tapping & Threading in Delrin (POM)
Can you tap Delrin (POM) directly without using inserts
Yes, Delrin can be tapped directly. Due to its high crystallinity and stiffness, it holds threads much better than softer plastics like HDPE or PP. At Rollyu Precision, we recommend direct tapping for static assemblies that are intended for permanent installation and subjected to light-to-moderate loads. However, for parts requiring frequent maintenance, stainless steel inserts are advised.
Why do Delrin threads strip, and how can I prevent it
Delrin threads typically strip due to “cold flow” or exceeding the material’s shear strength under high torque. Unlike metal, plastic thread flanks can deform over time. To prevent this, engineers should specify a longer thread engagement length (typically 2x to 3x the diameter) or utilize Helicoils to distribute the clamping force over a larger surface area.
Are Helicoils necessary for all Delrin medical or aerospace parts
While not strictly “mandatory” for every component, Helicoils are the industry standard for critical-duty applications. In medical and aerospace environments, vibration and safety margins are paramount. Metal inserts eliminate the risk of “thread slop” and ensure that the assembly remains secure even under thermal cycling or repeated vibration.
What is the best type of tap to use for machining Delrin
For the cleanest results, we use high-speed steel (HSS) taps specifically ground for plastics. These taps feature wider flutes and a more aggressive rake angle to facilitate rapid chip removal and minimize frictional heat, which prevents the material from “gumming up” or distorting the thread profile.
Can Delrin threads pass a tensile strength pull test
Absolutely. In our internal testing at Rollyu, properly sized tapped holes in Delrin consistently achieve a near-100% qualification rate. The key to success lies in the precision of the pilot hole diameter—if the hole is even slightly oversized before tapping, the thread engagement drops significantly, leading to premature failure.
