

Data from Grand View Research values the global metal casting market at over $150 billion in 2024, with CNC machining trailing at nearly $100 billion. Casting forms near-net volumetric shapes by pouring liquid metal into a cavity, aggressively dropping per-unit costs at production scale. Machining strips solid stock away with rotating cutters to hold extreme ±0.005 mm to ±0.01 mm precision.
This guide covers batch volumes and scrap rates to help you lock in the most profitable manufacturing process.
What is Casting?
Casting is a single-step manufacturing process used to create complex metal components. It works by pouring molten metal directly into a custom mold cavity. Once the liquid cools and solidifies, it perfectly captures the exact internal and external shape of the design.

Casting Process Steps
Foundries execute four strict thermal and mechanical phases to transform raw alloy into near-net structural shapes.
- Mold Creation: Build the negative cavity using green sand, H13 steel dies, or ceramic wax shells, locking in a final ±0.5 mm to ±1.0 mm baseline tolerance.
- Melting: Heat the specified alloy strictly past its liquidus temperature (e.g., 715°C for A356 aluminum) using an induction or gas furnace.
- Pouring: Inject or gravity-feed the liquid metal into the mold within a narrow 2-to-5-minute open window before premature cooling sets in.
- Removal and Trim: Break the sand or eject the solidified part, stripping away the cooling gates and runners that make up the casting scrap percentage.
Common Casting Methods
Choosing between different types of casting is just the first step. Matching the specific mold material and fluid injection physics to your production volume directly dictates the component’s final ±mm tolerance and unit cost.
- Sand Casting: Forms large, heavy parts by packing sand against a rigid pattern, yielding wider ±0.5 mm tolerances and rougher Ra 12.5 µm surface finishes.
- Die Casting: Injects liquid metal into H13 steel dies under 1,500–25,000 PSI, securing tight ±0.1 mm tolerances suitable for 10,000+ unit automotive production lines.
- Investment Casting: Coats a wax pattern in ceramic to capture fine feature details, holding precise ±0.13 mm tolerances for high-performance aerospace turbine blades.
- Centrifugal Casting: Spins a permanent mold at 300–3,000 RPM, forcing dense material outward to form defect-free pipes, cylinder liners, and symmetrical rings.
What is Machining?
Machining is a subtractive manufacturing process used to create highly precise parts. It works by progressively cutting material away from a solid block using computer guided rotating tools. This mechanical removal of material continues until the exact final shape is achieved.

Machining Process Steps
Machining follows a strict digital to physical sequence to transform raw metal stock into high precision components.
- CAM Programming: Translate 3D CAD files (.STEP or .IGES) directly into G-code toolpaths that dictate absolute spindle speeds and axis feed rates.
- Workpiece Setup: Clamp raw bar stock or extruded plate into rigid vises or chuck jaws to stop vibration chatter under heavy cutting forces.
- Material Removal: Cut away raw block mass using solid carbide end mills or inserts spinning anywhere from 5,000 to 20,000 RPM.
- Inspection: Verify critical hole dimensions and face flatness using CMM probe routines accurate to 0.001 mm.
Common Machining Methods
Selecting the right cutting technique depends on your part geometry and required surface texture.
- CNC Milling: Subtracts material from a fixed block using 3-axis or 5-axis rotating cutters, shaping flat faces, deep structural pockets, and 3D exterior contours.
- CNC Turning: Spins cylindrical bar stock up to 4,000 RPM against a fixed carbide insert to cut shafts, internal threads, and pipe fittings.
- Precision Grinding: Shaves off 0.01 mm to 0.05 mm finish passes using an abrasive wheel, delivering ultra-smooth Ra 0.2 µm finishes on heat-treated steels.
- Wire EDM: Snaps high-voltage sparks across a traveling brass wire to slice hardened metals without applying physical tool pressure, holding tight ±0.005 mm internal profiles.
What‘s the Difference Between Casting and Machining?
Choosing between pouring liquid alloy and cutting solid billet directly sets your upfront mold costs, final part strength, and material waste. We evaluate these exact limits to lock in the most profitable production route for your component.
Geometric Complexity and Scrap Rates
Casting natively forms internal fluid cavities and thin undercuts that conventional CNC toolpaths cannot physically reach. Pouring liquid metal into a shelled core generates only 5–15% waste, keeping material costs heavily suppressed on highly intricate designs.
Machining that exact same hollow housing from a solid aluminum billet forces the spindle to scrape away 80–90% of the premium stock. For simple flat plates or straightforward external profiles, optimized CNC toolpaths naturally keep chip waste low and cycle times fast.
Material Selection and Alloy Compatibility
Machining cuts through nearly any solid metal or engineering polymer, while casting restricts engineers to specific high-flow alloys like A356 aluminum or ductile iron. Foundries rely on specialized chemical blends formulated specifically to resist shrinkage cracking as the liquid metal settles and cools inside the die.
Machinists pull from standard wrought material inventory like 6061-T6 aluminum or Ti-6Al-4V plate. Based on experience, if a high-stress application demands a wrought-only aerospace alloy, you must start with a solid extruded block and machine it.
Dimensional Precision and Surface Finish
Machining dramatically outperforms casting on final accuracy, routinely hitting ±0.01 mm limits compared to a sand casting mold’s ±0.5 mm baseline.
- Tolerance Limits: CNC machining holds ±0.005 mm to ±0.05 mm across large continuous production runs, whereas standard casting limits hover loosely around ±0.1 mm to ±1.0 mm.
- Surface Roughness: Spindles output standard Ra 1.6 to 3.2 µm finishes straight off the mill with capabilities up to Ra 0.4 µm, bypassing the rough Ra 3.2 to 12.5 µm surface texture native to sand packing or die injection.
Production Volume and Cost Efficiency
Machining provides the lowest per-part cost for low-volume runs under 500 units, whereas casting drives unit costs down significantly for heavy schedules exceeding 5,000 parts.
- 1–500 units: CNC programs load directly into machine memory, bypassing the heavy $5,000 to $50,000 tooling fee required to cut a steel casting mold.
- 5,000+ units: Expensive custom molds amortize rapidly across massive batch runs, dropping a die-cast part’s individual unit price to a fraction of a cut-from-billet equivalent.

Industry Applications and Common Use Cases
Strict ISO standards and target unit prices dictate how industries manufacture parts. Heavy commercial markets rely on hot mold pouring for scale, while regulated high tech fields demand the structural guarantees of solid billet cutting.
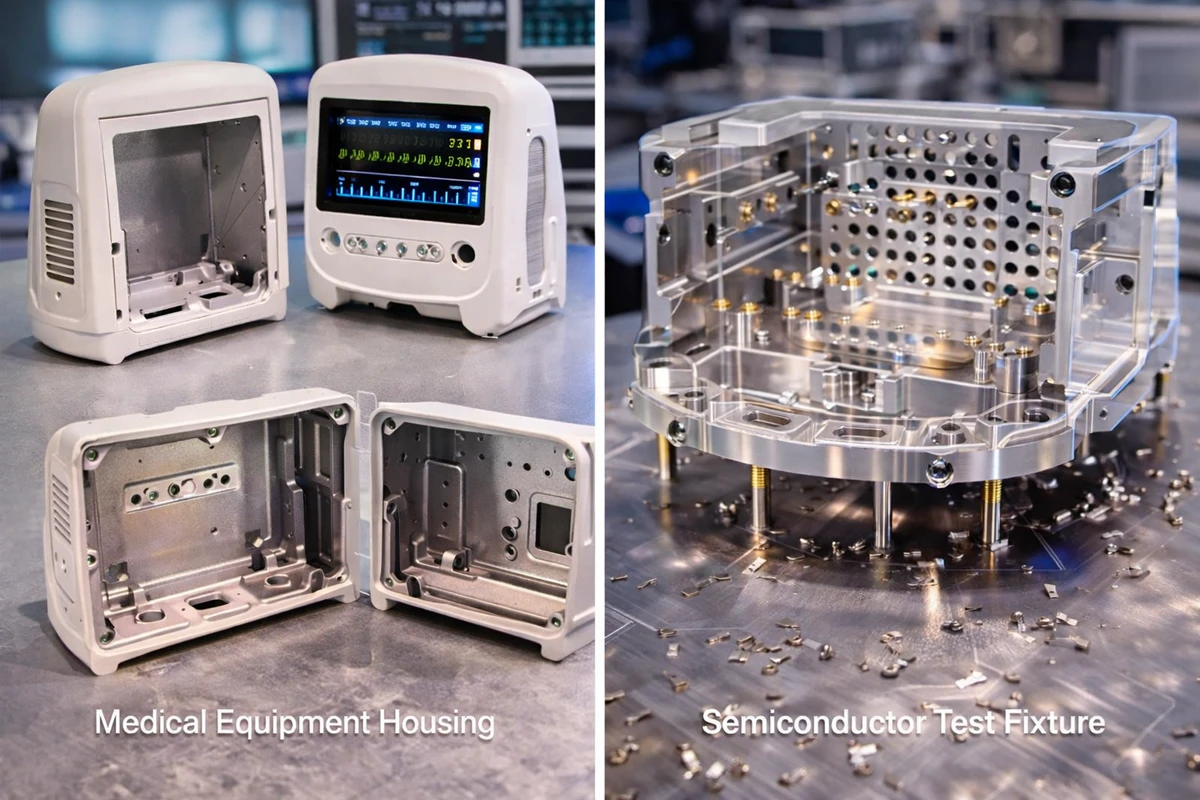
- Casting Applications: Casting handles complex internal fluid channels and lightweight structural housings for high-run production exceeding 10,000 units. Foundries pour diagnostic medical equipment enclosures, photonics heat sinks, and industrial automation brackets to keep per-unit costs low.
Die casting specifically fits consumer electronics and robotics assembly lines, pushing out tens of thousands of identical structural components rapidly.
- Machining Applications: CNC machining cuts solid wrought billet to hold extreme ±0.005 mm precision for sectors demanding absolute structural integrity.
At Rollyu, we machine custom semiconductor testing fixtures and photonics enclosures that require absolute face flatness. Medical device and robotics companies specify 3-, 4-, and 5-axis CNC milling to cut surgical instruments and automation joints. Meeting strict ISO 13485 compliance forces machinists to hit those tight ±0.005 mm tolerances and deliver flawless Ra 0.4 µm polished finishes.
Casting vs Machining Comparison Table
Use this quick reference guide to compare the core metrics of both manufacturing processes and determine which method aligns with your current project phase.
| Feature | Casting | CNC Machining |
| Best For Volume | High volume production (5,000+ units) | Prototyping and medium volume (1 to 500 units) |
| Tolerance Baseline | Standard limits around ±0.5 mm to ±1.0 mm | Extreme precision from ±0.005 mm to ±0.05 mm |
| Applications | Medical enclosures, robotics brackets, and photonics heat sinks | Surgical instruments, semiconductor fixtures, and automation joints |
| Material Scrap Rate | Minimal material waste (5% to 15%) | High waste when hollowing out deep pockets |
| Surface Finish | Rougher native texture (Ra 3.2 to 12.5 µm) | Smooth standard output (Ra 1.6 to 3.2 µm) |
| Setup Investment | High upfront mold tooling cost | Low setup cost with direct CAD to CAM programming |
| Typical Lead Time | 4 to 12 weeks to cut and qualify the physical die | 5 to 10 days for rapid prototyping delivery |
| Internal Structure | Susceptible to internal gas porosity | Highly uniform grain structure with maximum tensile strength |
Casting minimizes unit costs for massive runs over 5,000 pieces. CNC machining steps in to hold extreme
±0.005 mm precision on rapid prototypes under 500 units.
How to Choose Between Casting and Machining
The optimal manufacturing process depends entirely on your target batch volume, required ±mm tolerances, and structural design complexity.
Choose Casting for Volume and Complexity
Massive production runs rely on liquid pouring to drop unit costs. This casting strategy forms internal cavities that solid cutters cannot reach.
- Run production volumes exceeding 5,000 continuous parts to amortize heavy mold tooling costs.
- Form internal fluid channels, undercuts, or complex organic curves that solid end mills cannot reach.
- Accept baseline ±0.5 mm to ±1.0 mm tolerances for the majority of non-mating exterior surfaces.
- Allocate 4 to 12 weeks of upfront development time to cut, test, and qualify the physical die.
Choose Machining for Precision and Speed
Low volume orders require the speed and precision of solid billet cutting. This subtractive process bypasses custom molds to hit tight tolerances in days.
- Cap total order quantities strictly between 1 and 500 units to avoid spending budget on fixed mold fees.
- Hold tight ±0.005 mm to ±0.05 mm print tolerances across specific continuous critical features.
- Cut uniform wrought alloys like 7075-T6 aluminum or 304 stainless steel for maximum internal tensile strength.
- Deliver initial finished parts within a tight 5 to 10 day rapid prototyping production delivery window.

Working with Rollyu for End-to-End Manufacturing
When choosing precision machining services, simplifying your supply chain is critical. ISO 9001 and ISO 13485 certified Rollyu provides both custom casting operations and 5-axis CNC machining under one roof to pour near-net shapes and finish critical tolerances without supply chain handoffs.
Combining both processes, like casting a raw aluminum engine block and immediately CNC finishing its cylinder bores, strips transit days off production schedules and holds defect accountability to a single vendor.
Whether you need a 5 to 10 day rapid prototype for medical applications or a massive monthly die casting contract, our engineering team dials in the exact process sequence to hit your design spec.
FAQ
Which Process Produces Stronger Parts: Casting or Machining?
Machined parts deliver 10 to 30 percent higher tensile strength because wrought billets feature a compressed grain structure. This uniform density prevents the internal gas porosity and microporosity that form naturally when liquid metal cools.
Can You CNC Machine a Part After It Has Been Cast?
Yes, manufacturers machine raw cast blanks to hit ±0.005 mm tolerances on critical mating surfaces. Designers must add 1.0 to 3.0 mm of sacrificial stock to the original CAD file to ensure enough material for a clean finish pass.
What Are the Most Common Defects Associated with Each Process?
Casting suffers from internal gas porosity and shrinkage voids. Machining causes surface chatter marks or thermal warping on thin exterior walls. These physical flaws typically result from aggressive spindle speeds or improper workpiece clamping.
Conclusion
Casting strips down heavy unit costs on 5,000+ part runs by forming complex internal geometries in a single pour, while CNC machining cuts solid billet to hold extreme ±0.005 mm to ±0.01 mm tolerances on fast turnaround orders under 500 units. Production lines routinely merge both methods, pouring liquid aluminum or iron to secure the rough shape before CNC end mills step in to shave away the final sacrificial layer for critical mating surfaces. By executing both the initial hot mold pour and the final precision CNC passes in one certified facility, Rollyu eliminates multi vendor delays to drop your final part lead time.
