
According to Arizton Advisory & Intelligence, the global precision parts market hit $234.8 billion in 2023. For medical and aerospace companies, flawless accuracy is just the baseline. But picking the wrong manufacturing method will blow your budget, ruin material yields, and kill your production schedule.
When deciding between Swiss machining vs traditional milling, your choice comes down to three things: part size, order volume, and shape complexity. Here is exactly what you need to know to pick the most cost-effective option for your next project.
What is Swiss Machining and How Does It Work?
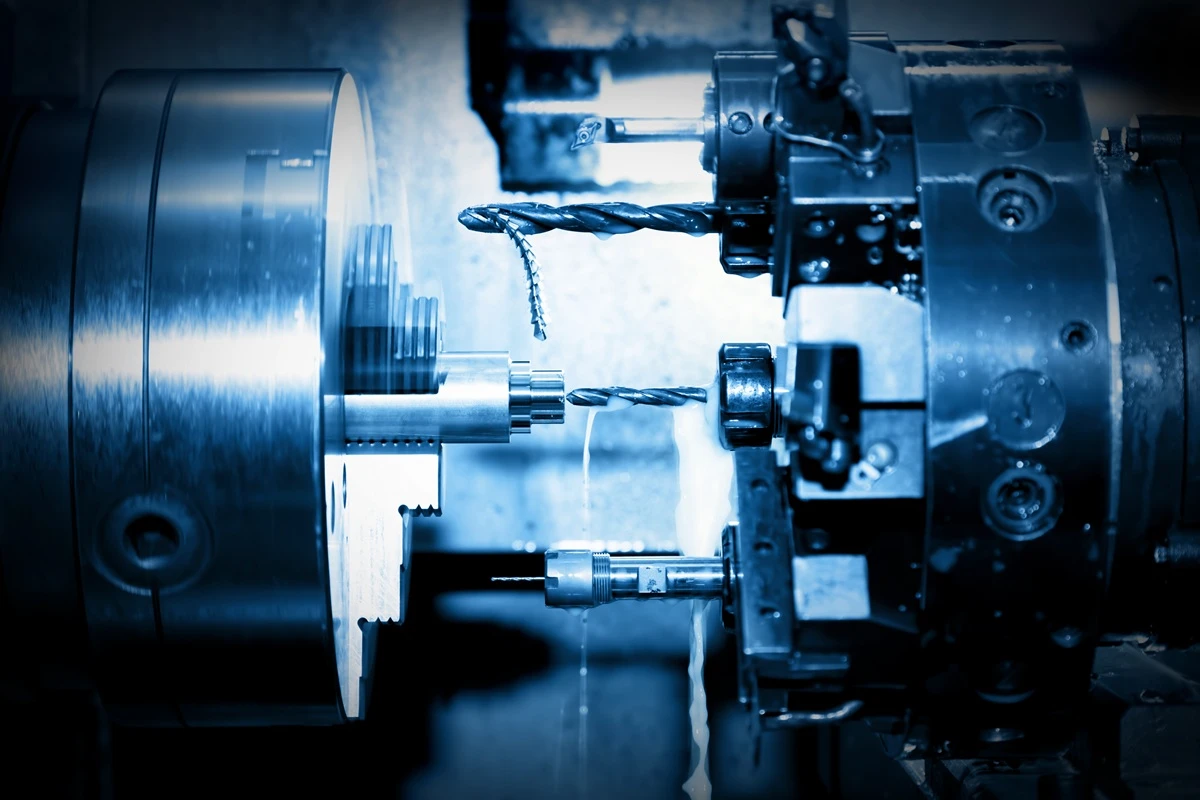
Swiss machining (often called Swiss turning) is a specific type of CNC machining built for making small, long, and highly precise cylindrical parts.
The defining feature of a Swiss machine is the guide bushing. Here is a quick look at how the process works:
- Moving the material: Instead of moving the cutting tool along a fixed piece of metal, a Swiss machine feeds the raw bar stock through the guide bushing.
- Cutting close: The tool stays in one place and cuts the material right next to the face of the bushing.
- Zero deflection: Because the metal is firmly supported exactly where the cut happens, the material does not bend, push back, or vibrate under the tool’s pressure.
This setup guarantees absolute rigidity. You can easily machine tiny, delicate parts like bone screws. Precision never drops.
What is CNC Milling and How Does It Work?
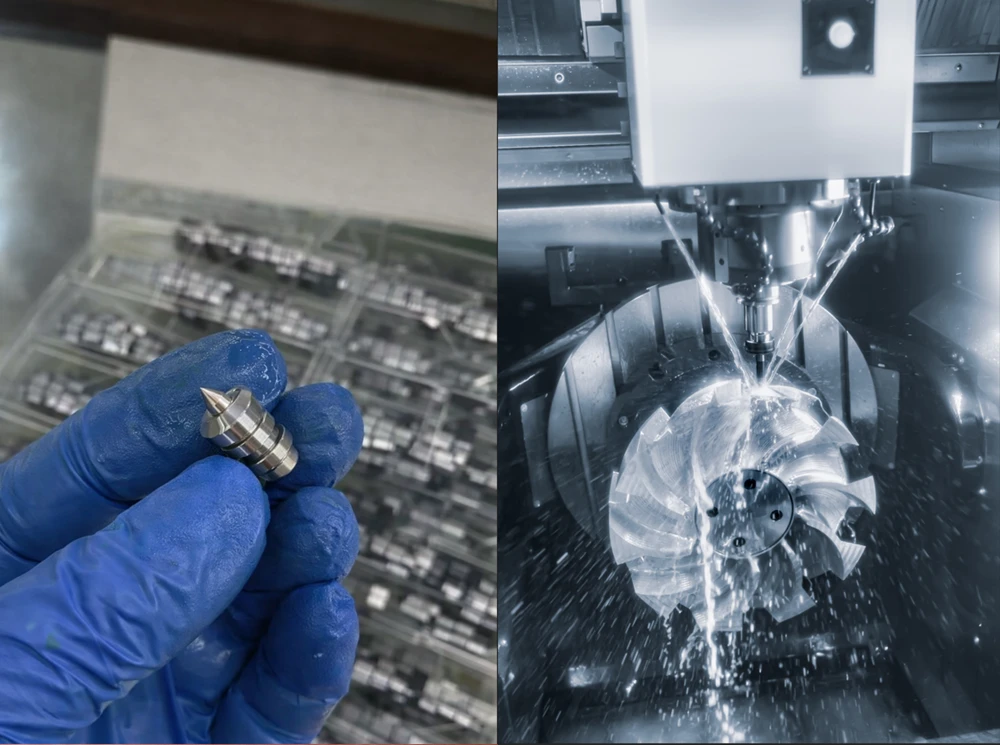
While Swiss machining focuses on feeding and spinning the metal, CNC milling flips the script: the raw material is locked down tightly, and the cutting tools do the spinning.
As a staple of subtractive manufacturing, here is exactly how a CNC mill works:
- Locking the material: The process starts with a solid block of metal firmly clamped to a machine bed.
- Spinning the tool: High-speed, rotating cutting tools are deployed to shave away the metal.
- Carving the geometry: The tool travels across multiple axes (usually 3, 4, or 5) to attack the workpiece from different angles, carving out intricate 3D shapes.
This setup delivers total design freedom. You can easily machine larger, prismatic parts like aerospace brackets. Deep pockets and complex angles are no problem for creating various high-quality CNC machining parts.

What’s the Difference Between Swiss Machining and CNC Milling?
Choosing between these methods comes down to specific physical constraints and production targets. Here is exactly how they stack up.
Part Size and Geometry
Swiss machines dominate small, cylindrical parts. They excel at turning geometries with extreme length-to-diameter ratios (often exceeding 3:1). Typical Swiss capabilities max out at 1.25 inches (32mm) in diameter. Because the guide bushing absorbs all cutting forces, you can machine incredibly slender pins without part deflection.
CNC mills handle large, prismatic geometries. They process flat, blocky, or heavy components. If your design features deep internal pockets, asymmetrical shapes, or requires 5-axis contouring across multiple faces, a CNC mill provides the necessary rigid clamping and multi-angle tool access.
Volume and Cycle Times
Swiss machining is built for continuous, high-volume production. Orders of 1,000 to 100,000+ parts are the sweet spot. Automated 12-foot bar feeders enable 24/7 “lights-out” operation. Because Swiss machines use gang tooling and live milling tools to perform multiple operations simultaneously, cycle times drop to mere seconds per part.
CNC milling suits engineering prototypes and low-to-medium volumes. Machining individual blanks inherently takes longer. Even with automated pallet changers, repositioning multi-sided parts extends cycle times. Milling is the smart play for everything from validation units to short-run bridge tooling and batches of a few hundred units.
Material Yield
Swiss machining creates unavoidable bar remnants. The machine requires a solid grip at the end of every raw bar—usually leaving 6 to 12 inches of unmachinable scrap. When turning expensive aerospace alloys or medical-grade titanium, this dead material directly cuts into your profit margins.
CNC mills maximize material efficiency. You can purchase near-net-shape blanks sized exactly to your final dimensions. By using low-profile workholding or dovetail fixtures, clamping waste is practically zero. Your raw material costs are strictly tied to the part itself.
Common Industry Applications
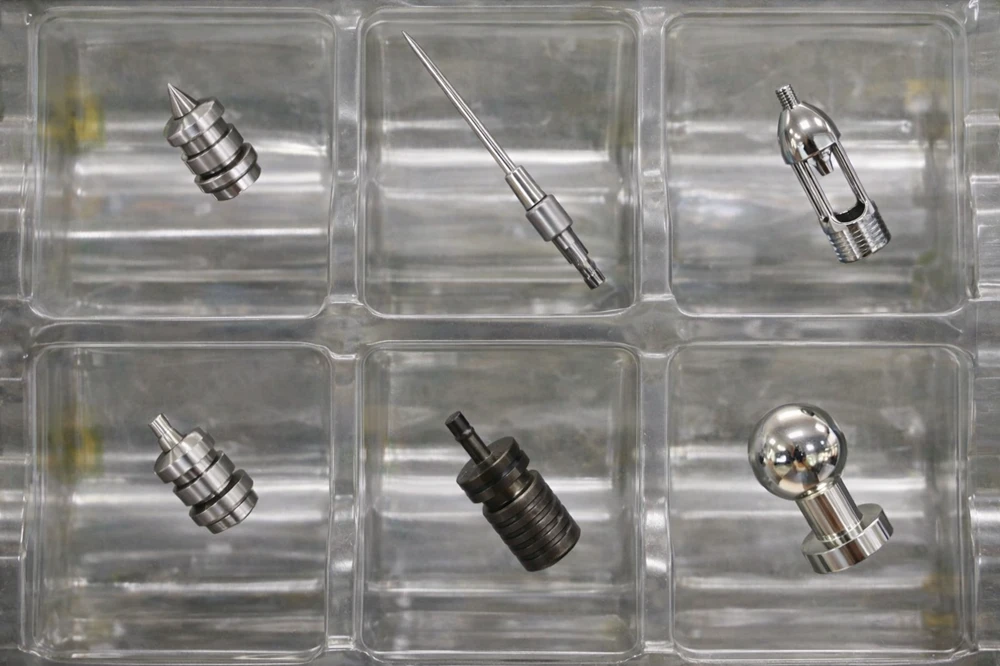
Swiss machining drives micro-manufacturing. Advanced facilities like Rollyu Precision leverage this process to hold micron-level tolerances down to ±0.005 mm (±0.0002 inches). It is the absolute backbone for highly critical micro-components:
- Medical and Dental: Titanium bone screws, PEEK implants, and surgical instruments crafted via advanced medical machining and fabrication..
- Space and Satellites: Orbital sensor housings and custom micro-fasteners.
CNC milling dominates advanced engineering sectors. It provides the multi-axis reach required for massive, complex components:
- Semiconductor and Photonics: Cleanroom wafer handling parts, optical mounts, and Invar alignment fixtures.
- Robotics and Automation: Structural joint enclosures and precision end-effectors.
- Aerospace: Aluminum structural brackets, complex manifolds, and PTFE fluid components.

Swiss Machining vs Traditional Milling Comparison Table
Compare both methods side-by-side:
| Feature | Swiss Machining | CNC Milling |
| Ideal Geometry | Small, cylindrical | Large, flat, blocky, or prismatic |
| Size Limits | Max 1.25 inches diameter | Scalable to massive, heavy components |
| Production Volume | High volume | Prototyping to medium volume |
| Operation Style | Continuous | Batch |
| Material Yield | Lower efficiency | Maximum efficiency |
| Key Industries | Micro-manufacturing | Heavy structural |
Swiss machining owns high-volume, micro-cylindrical parts. CNC milling wins on blocky geometries and low-volume flexibility.
How to Choose the Right Process for Your Project
Stop guessing. Geometry and production scale dictate your manufacturing method. Here is the exact decision matrix.
Choose Swiss Machining for High-Volume Micromachining
Swiss turning requires a higher initial setup time. However, per-part costs plummet at scale. Lock in this method if your project matches these triggers:
- Micro-Cylindrical Geometries: Your design is long and slender. It features a high length-to-diameter ratio. Think firing pins or bone screws.
- Massive Production Runs: Your order volume hits 1,000 to 100,000+ units. You need the ROI of continuous, “lights-out” automation.
- Zero Deflection Needed: You are cutting aggressive features into tiny parts. The material absolutely cannot bend under tool pressure.
- Strict Size Limits: The maximum outer diameter of your raw material is 1.25 inches (32mm) or less.
Choose Traditional CNC Milling for Prismatic Parts and Prototyping
CNC milling delivers maximum versatility. Setup costs are lower for short runs. It is the dominant choice for larger, structural components. Default to a mill if:
- Prismatic Shapes: Your part is flat or blocky. It features deep internal pockets and asymmetrical 3D contours.
- Low Volume and Prototyping: You are running anywhere from a single CNC machining prototype up to 500 units. Simpler tooling setups save you time and money.
- Large Scale Components: Your design exceeds the 1.25-inch limit of a Swiss lathe. Mills handle small brackets and massive engine housings with ease.
- Multi-Face Machining: You need to sculpt the workpiece from multiple angles. A 4-axis or 5-axis mill achieves this without manual reclamping.

FAQ
Do Swiss Machines Require Special Raw Materials Compared to CNC Mills?
Yes. Swiss machines demand centerless ground bar stock. The material feeds through a tight guide bushing. Any diameter variation causes binding or kills precision. CNC mills easily accept rough-sawn blocks and irregular blanks.
Which Process Requires Higher Operator Expertise and Programming Skill?
Swiss machining. Programmers must sync multiple tool paths simultaneously. They manage gang tooling, live milling heads, and sub-spindles all at once. One bad code line causes a catastrophic machine crash. Standard CNC milling is significantly easier to program and troubleshoot.
Which Process Has a Faster Changeover Time Between Different Jobs?
CNC milling. You simply swap a fixture and upload a new program. Swiss machines demand complex physical setups. Operators must change guide bushings, align bar feeders, and dial in multiple tools. Swiss turning is terrible for quick changeovers.
Conclusion
Geometry and volume dictate the machine.
- Choose Swiss machining for high-volume, micro-cylindrical parts. It guarantees zero deflection and rapid cycle times.
- Choose CNC milling for complex, prismatic shapes and low-volume batches. It maximizes design flexibility and material yield.
If you need help evaluating your design, the engineering team at Rollyu Precision runs technical DFM reviews to determine the exact machining strategy.
