

The $101 billion CNC industry relies on Swiss lathes for micro-precision, but the technology began with 1800s watchmakers. They faced a major limitation: tool pressure often bent and snapped microscopic screws.
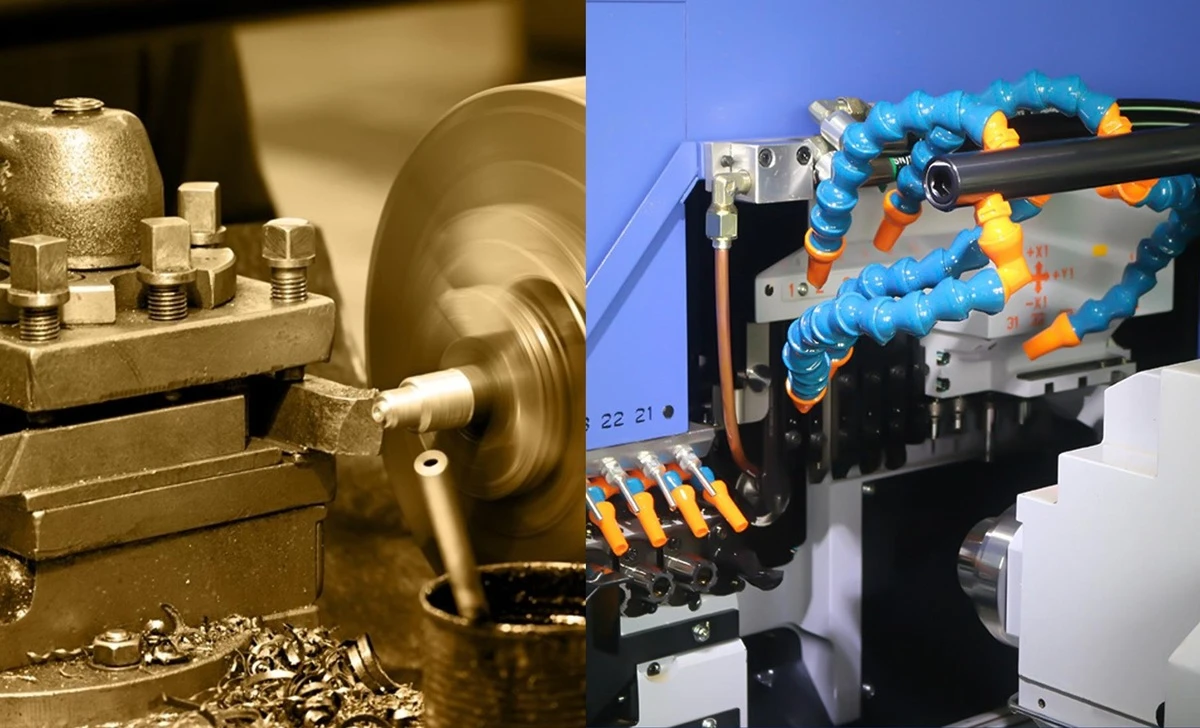
The solution was the guide bushing. By supporting the bar stock directly next to the cutting tool, it minimized material bending (deflection). Machining long, needle-thin parts became a reliable process.
That early innovation sparked an industrial evolution. Today, multi-axis CNC Swiss machines deliver single-setup efficiency, driving job shops toward highly automated, lights-out manufacturing. This guide explains the timeline: from early cam-automatics to digital CNC and Industry 4.0.
Swiss Machining Origins and Watchmaking History
Swiss machining stems from a 19th-century horology need. Watchmakers had to mass-produce microscopic components. Traditional lathes failed this specialized task.
The 19th-Century Watchmaking Challenge
The core hurdle was extreme length-to-diameter ratios. Conventional lathes lacked proper support. Tool pressure bent thin metal rods away from the cut. This deflection caused chattering. This vibration ruined surface finishes. High-volume micro-manufacturing stalled.

Jakob Schweizer and the Guide Bushing Solution
In 1872, Jakob Schweizer solved this issue. He invented the sliding headstock lathe. His design reversed traditional mechanics. It fed rotating bar stock through a guide bushing.
The material moved past radially engaged cutting tools. The bushing supported the stock millimeters from the cut. This minimized deflection. Machinists could reliably hold tight tolerances on long, slender parts.
Evolution from Cam Automatics to CNC Swiss Machining
Swiss machining evolved directly from rigid mechanical systems to flexible digital platforms. This transition scaled the technology for global manufacturing demands.
The High-Volume Era of Cam-Operated Automatics
Cam-operated lathes launched high-speed mass production. Custom metal cams mechanically dictated every tool movement. Setup was notoriously slow. Machinists spent days grinding cams and tuning tools. However, calibrated machines produced identical parts continuously. High-volume manufacturing thrived.
The Digital Leap to CNC Swiss Machining
Computer Numerical Control (CNC) replaced physical cams with digital code. G-code programming took over machine operations. This shift slashed setup times from days to hours. Job shops gained massive production flexibility. Operators could rapidly switch between different part runs. Software control also processed complex part geometries.
Cam vs CNC Swiss Machining Process Comparison
The shift to digital control redefined micro-manufacturing. Mechanical and CNC processes differ heavily in daily operations. This comparison highlights the core operational shifts.
| Feature | Cam-Operated Machining | CNC Swiss Machining |
| Process Control | Mechanical cams | Digital G-code |
| Setup Workflow | Days | Hours |
| Production Agility | Dedicated long runs | Rapid changeovers |
| Machining Capability | Simple to moderate geometries | Complex multi-axis shapes |
| Operation Cycle | Requires separate handling | Single-setup completion |
Digital processing traded rigid mechanical limits for software flexibility. Job shops gained rapid changeover capabilities. This baseline digital agility directly paved the way for modern multi-axis setups.
Multi-Axis Swiss Turning in Modern Industry
Modern Swiss lathes drive multiple axes for simultaneous machining. This continuous evolution turns complex part production into a streamlined process.
Achieving Done-in-One Manufacturing Efficiency
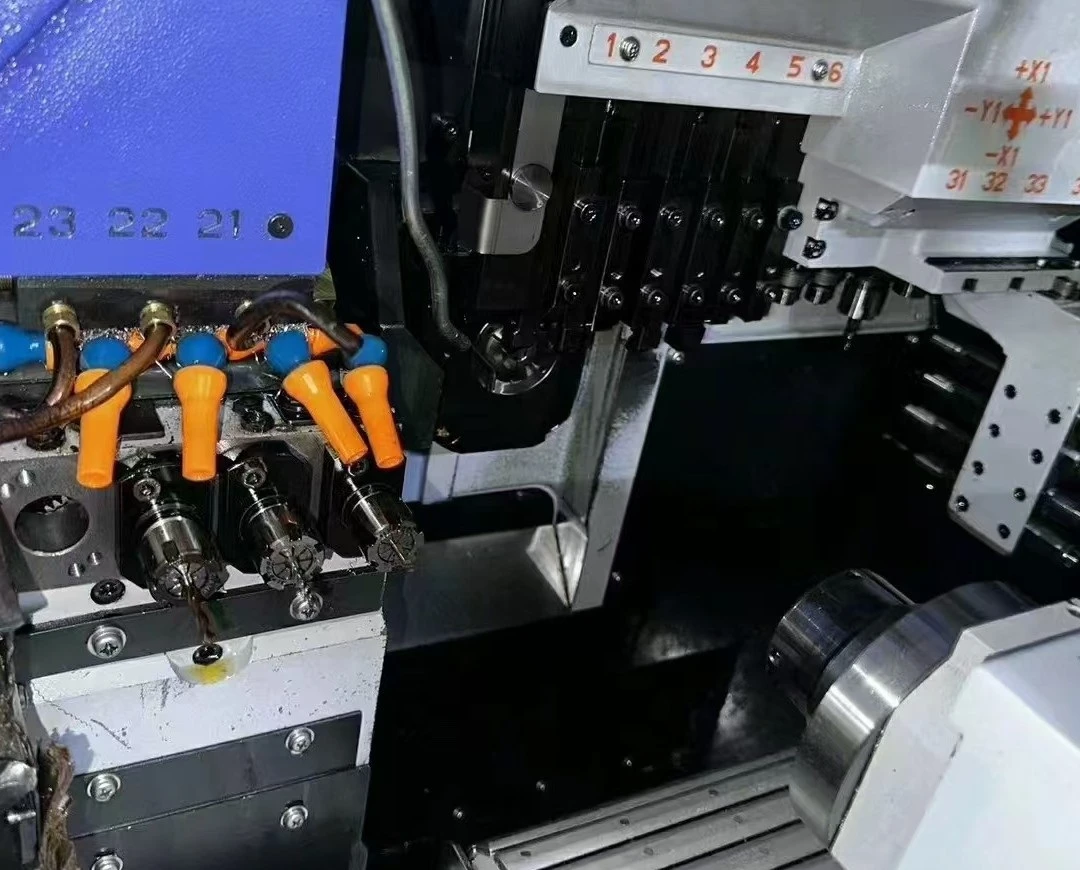
Multi-axis machines bypass secondary operations. Traditional lathes force operators to move parts manually for milling or drilling. Modern Swiss setups run live tooling.
They turn, mill, and execute precision deep hole drilling on the rotating stock at the same time. Complex parts drop from the machine ready for inspection. This single-setup approach cuts cycle times and lowers human error.
Machining Exotic Materials and Tight Tolerances
Modern Swiss turning handles tough exotic alloys. Industrial designs frequently call for Titanium Grade 5, Inconel, and surgical stainless steel. These hard metals push cutting tools to their physical limits.
At Rollyu Precision, we use rigid guide bushings to support the stock during heavy cuts. Our machinists consistently hold tolerances down to ±0.005 mm (±0.0002 inches) for precision features. High-pressure coolant blasts chips away to maintain Ra ≤ 0.2 µm polished surface finishes.
Powering Critical Medical and Aerospace Applications
Swiss machining supplies life-critical tech sectors. Medical manufacturers cut titanium bone screws, dental implants, and surgical instruments. Aerospace engineers source intricate fuel nozzles and lightweight electrical connectors from Swiss lathes.
At Rollyu Precision, our expert medical machining services produce these micro-components under strict ISO 13485:2016 certification. Our multi-axis platforms deliver exact precision at high production volumes. We provide complete material and lot traceability for every batch.

Industry 4.0 and the Future of Swiss Precision
Modern Swiss machining links physical lathes directly to digital networks. Live data replaces manual oversight. Software intelligence drives the modern production floor.
Advancing Toward Lights-Out Manufacturing Systems
Lights-out manufacturing drops labor overhead by running Swiss lathes unattended overnight. Automated bar feeders push raw stock into the machine. Sub-spindles and parts catchers eject finished micro-components into sorting bins. This autonomous cycle slashes idle spindle time. Production stays steady long after operators clock out.

Integrating AI and IoT for Predictive Maintenance
AI and IoT networks prevent unexpected machine crashes. Closed-loop control systems correct cutting deviations in real time. Software algorithms analyze live spindle load and vibration data.
Machinists swap cutting inserts based on actual wear. They abandon rigid maintenance timetables. This predictive data loop tracks specific operational thresholds:
- Spindle vibration: The system flags velocity shifts exceeding a 0.05 in/sec baseline to prevent bearing failure.
- Coolant pressure: Sensors trigger immediate alarms if high-pressure lines drop below 1,000 PSI.
- Motor amperage: The software catches 5–10% power spikes to identify chipped cutting edges.
FAQ
Is Swiss Machining More Expensive Than Traditional CNC Turning?
Yes, for short runs. Swiss machining demands higher setup costs but yields lower per-part prices for high volumes. Single-setup operations cut labor expenses. Cost advantages typically emerge between 1,000 and 5,000 parts.
How Does Swiss Machining Differ from Traditional Milling?
Swiss turning rotates the material against tools, but traditional milling spins the tools against a stationary workpiece. Milling centers handle block materials. Swiss lathes process long cylindrical parts. Read our complete Swiss Machining vs Traditional Milling guide for exact comparisons.
Can Swiss Lathes Process Plastics and Polymers?
Yes. At Rollyu Precision, we reliably machine engineering polymers like PEEK, Delrin, and PTFE. High-pressure coolant stops material melting. Our CNC operators consistently hold ±0.005 mm (±0.0002 inches) tolerances on medical-grade plastic components.
Conclusion
Swiss machining evolved from 19th-century watchmaking into digital Industry 4.0 production. The foundational guide bushing still prevents material deflection on slender parts. At Rollyu Precision, we combine this mechanical heritage with single-setup multi-axis intelligence. Our shop floor integrates AI-driven monitoring and ISO-certified quality systems. We deliver exact precision for your most complex medical, aerospace, and semiconductor components.
