
According to Fortune Business Insights, the precision machining market will expand steadily through 2030. Medical and aerospace companies drive this demand because they need parts with tight ±0.005mm tolerances. Hitting these exact sizes every single time depends directly on your raw material.
Picking an incompatible metal or plastic speeds up tool wear and causes poor surface finishes. Choosing the top metals and polymers for Swiss machining requires balancing pure machinability against the final end-use environment.
Why Material Selection is Critical in Swiss CNC Machining
Matching the exact material to your application prevents defect spikes and eliminates continuous machine adjustments.
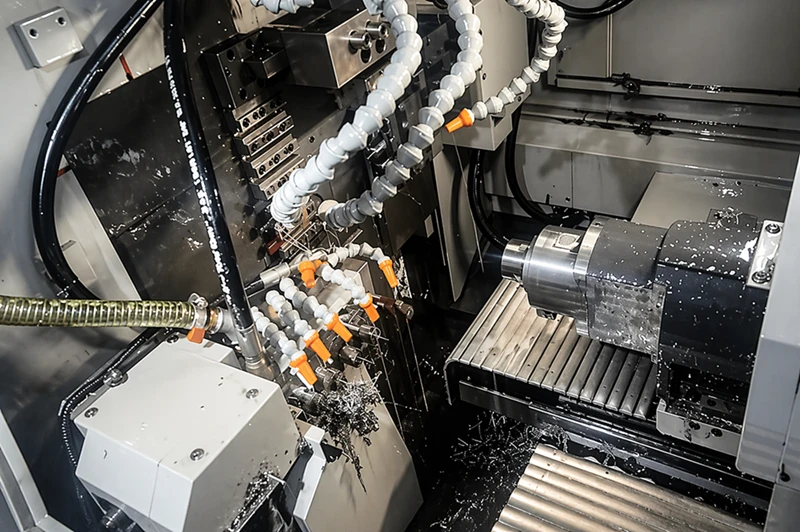
Because Swiss lathes cut bar stock directly at the support point, inherent material rigidity entirely dictates the final yield of your CNC machining parts.
Tool Wear
Specifying free-machining metals minimizes friction and extends your continuous production time.
Hardness and thermal conductivity dictate how fast carbide inserts degrade. Since cutting abrasive materials like aerospace titanium or 316 stainless steel dulls cutting edges rapidly, failing to match material hardness frequently halts automated runs and multiplies unit costs.
Chip Control
Prioritizing materials that fracture into short chips keeps the guide bushing clear and prevents unexpected spindle stops.
Because Swiss machines feature exceptionally tight clearances, continuous chip formation creates long metal ribbons. These ribbons can wrap around the workpiece and snap the tooling unless high-pressure cutting fluid flushes the small fragments away.
Tolerance and Surface Finish
Machining rigid and stress-relieved bar stock is the only way to maintain strict ±0.005mm tolerances directly off the lathe.
Material rigidity completely controls dimensional stability. While soft polymers bend under cutting pressure, thermally unstable metals warp from friction heat. These physical shifts ruin exact surface finishes and push micro-components out of spec.
Top Metals for Precision Swiss Machining
Material chemistry dictates your maximum Surface Feet per Minute (SFM) and tool replacement intervals.
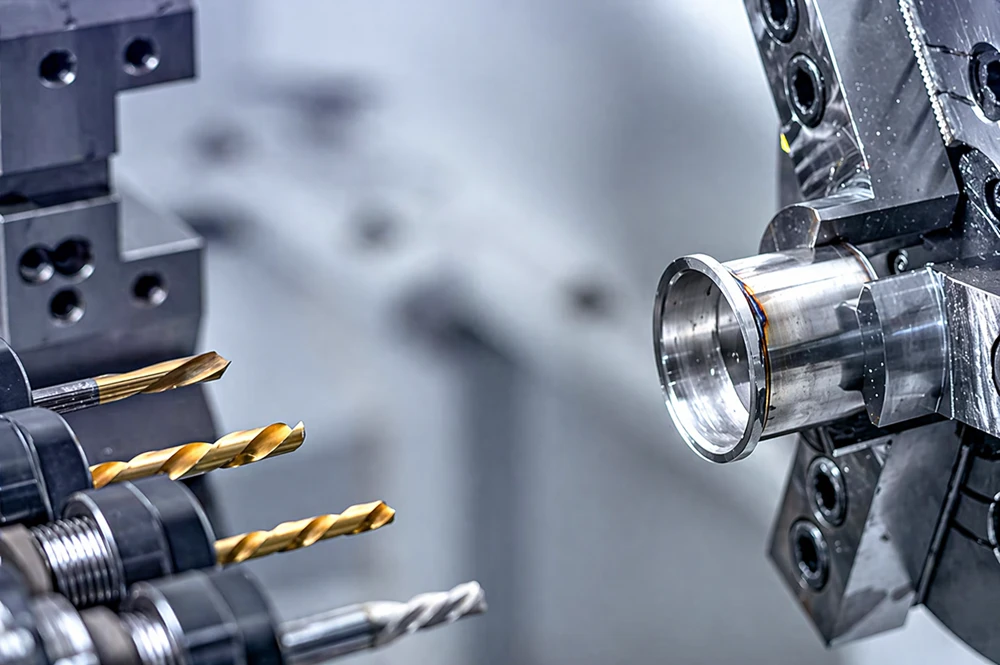
Swiss lathes feed bar stock through a tight guide bushing. This physical constraint means minor variations in metal grain structure instantly interrupt automated production. Applying core Swiss machining principles requires engineers to match the exact alloy chemistry directly to the spindle dynamics to maintain profitability.
Stainless Steel (303, 304, 316)
303 stainless steel offers the highest metal removal rates for high-volume production. However, ISO 13485 medical devices strictly require the critical corrosion resistance of 316 grade.
The sulfur additives in 303 grade force the metal to shear cleanly into small fragments. This shearing action keeps the machine interior free of debris. In contrast, the high nickel and chromium content in 304 and 316 causes severe work-hardening. The metal hardens the exact moment the cutting tool engages. Processing these tough alloys requires positive-rake carbide inserts and heavy coolant. Insufficient coolant application causes catastrophic tool failure from Built-Up Edge (BUE).
Aluminum Alloys (6061, 7075)
Aluminum 6061-T6 prevents thermal distortion in electronic housings by transferring heat directly into the cutting chip. 7075 aluminum matches carbon steel tensile strength for aerospace components.
The high zinc content in the 7075 grade grinds against carbide inserts. Analyzing Aluminum 6061 vs 7075 prevents abrasive tool failure. Operators must run high feed rates. Slow spindle speeds force the soft metal to gall and weld directly to the tooling.
Brass and Copper
Free-machining brass allows Swiss machines to run at maximum spindle RPMs with negligible tool wear.
The lead content in standard brass alloys acts as an internal lubricant, so you can skip complex high-pressure coolant systems. Pure copper behaves completely differently. Copper’s inherent ductility causes the material to tear rather than shear cleanly. Machining copper contacts requires zero-rake tools and extremely low cutting pressure. High cutting pressure will bend the bar stock inside the guide bushing.
Titanium and Exotic Alloys
Grade 5 titanium (Ti-6Al-4V) provides the extreme strength required for aerospace fasteners. For optical devices, Kovar ensures predictable thermal expansion for glass-to-metal seals.
Unlike aluminum, titanium is a poor thermal conductor. The cutting process forces almost all friction heat directly into the carbide insert rather than the chip. Processing these specialized alloys demands rigid machine setups and heavily localized coolant. Uncontrolled heat will warp the micro-component and push strict ±0.005mm tolerances out of spec.

Best Plastics and Polymers for Swiss Machining
Matching your spindle speed to the specific resin prevents bar stock deflection. Plastics inherently expand faster and bend easier than metals, allowing heavy cutting loads to push the soft material away from the tool. To maintain strict tolerances and prevent scrapped electronic assemblies, machinists must dial in these baseline parameters before cutting polymers:
- Keep spindle speeds 20–30% slower than standard aluminum setups to prevent friction heat buildup.
- Limit depth of cut (DOC) to 0.010″–0.015″ for finishing passes to avoid pushing the soft bar stock out of alignment.
- Run high-pressure coolant at 1,000–2,000 PSI to flush chips away instantly and keep the cutting zone cold.
POM (Delrin®)
POM maintains exact tolerances for precision gears because the resin absorbs virtually zero moisture during humidity shifts. Specifying the exact formulation through an Acetal vs Delrin comparison directly dictates your machining parameters.
While the material shears cleanly into short chips, its low melting point demands dead-sharp cutting edges. Dull inserts instantly generate friction heat, which melts the plastic and jams the guide bushing. Prevent this thermal deformation by adjusting your tooling:
- Use uncoated, highly polished carbide inserts featuring a 15°–20° positive rake.
- Set clearance angles between 10°–15° to stop the tool heel from rubbing against the workpiece.
PEEK
PEEK delivers high-temperature strength and biological compatibility for ISO 13485 medical implants. This advanced polymer stays structurally stable at temperatures exceeding 250°C, holding up perfectly during harsh steam sterilization cycles. Despite excellent overall machinability, the inherent material hardness wears out standard carbide inserts rapidly. This rapid edge wear throws micro-components out of spec. Processing medical-grade PEEK and protecting strict ±0.005mm tolerances demands precise tool management:
- Swap cutting inserts after every 300–500 parts to prevent edge dulling and surface finish degradation.
- Direct heavy flood coolant straight at the cutting edge to pull localized heat away from the workpiece.
PTFE (Teflon™)
PTFE (Teflon™) offers critical chemical inertness for semiconductor fluid handling systems. An exceptionally low friction coefficient helps the fluoropolymer naturally prevent mechanical binding in moving assemblies. Teflon sheds harsh corrosive agents easily, yet the material’s inherent softness causes severe deformation under standard clamping pressure. This deformation forces machinists to alter their work-holding setups. Skip the risk of crushing the bar stock by applying these specific configurations:
- Reduce collet clamping pressure by 40–50% compared to standard brass or steel machining setups.
- Install an extended-nose guide bushing to support the soft bar stock as close to the cutting tool as possible.

Common Industry Applications for Swiss Machined Materials
Matching the exact bar stock to the end-use environment prevents premature part failures across heavily regulated manufacturing sectors.
Medical and Dental
Medical manufacturers process PEEK and 316 stainless steel through guide bushings to hit strict ±0.005mm tolerances. Securing these exact dimensions ensures FDA and ISO 13485 compliance. This physical precision allows biocompatible bone screws and surgical instruments to survive long-term bodily integration.
Aerospace
Machinists cut Grade 5 titanium and Kovar to deliver lightweight fasteners and optical housings for advanced aircraft systems. These high-strength alloys prevent mechanical failures during extreme flight vibrations and sudden temperature drops.
Automotive
Auto parts suppliers process free-machining brass and aluminum 6061 to mass-produce fluid control components without sacrificing dimensional accuracy. The excellent machinability of these metals maximizes spindle speeds and keeps unit costs low. This rapid material removal allows facilities to manufacture millions of fuel injection valves and high-speed wautomation equipment components annually.
Choosing the Right Swiss Machining Material
Material stability determines final yield because Swiss lathes feed bar stock through a tight guide bushing. Matching raw stock to spindle dynamics prevents cycle-time delays and scrap spikes.
Machinability Rating and Tool Wear
High machinability ratings maximize Surface Feet per Minute (SFM) and extend tool life. Using 303 stainless steel or free-machining brass enables aggressive feed rates without causing rapid carbide insert wear. Because Titanium Grade 5 work-hardens upon tool engagement, this alloy requires precise spindle adjustments to maintain unit costs.
End-Use Environment and Mechanical Properties
Matching material selection to the end-use environment prevents component failure in medical implants or semiconductor tools. High-performance resins like PEEK and Ultem provide the chemical resistance needed to withstand harsh steam sterilization cycles. For aerospace hardware, Grade 5 titanium endures extreme vibrations without experiencing mechanical deformation.
Tolerance Capabilities and Surface Finish Requirements
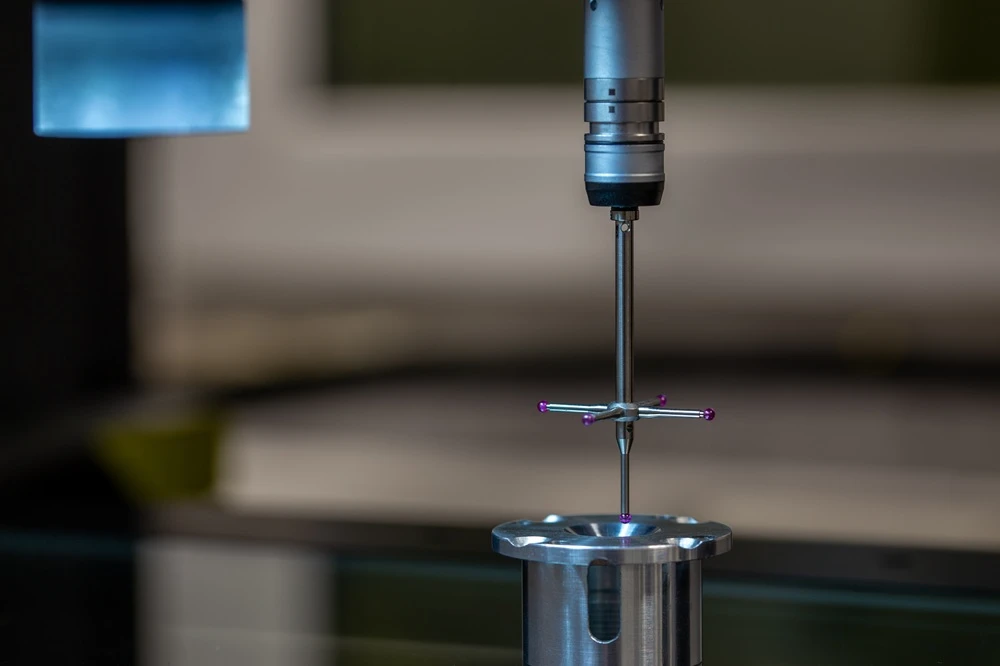
Holding strict ±0.005mm tolerances directly off the lathe requires thermally stable metals. While PTFE offers low friction, the polymer’s inherent softness causes material deflection under cutting pressure. Rollyu Precision uses temperature-stabilized spindles and CMM validation to ensure materials like Kovar meet optical-grade surface finishes as low as Ra 0.2 µm.
Material Costs and Total Manufacturing ROI
Lowering manufacturing overhead requires balancing raw stock prices against total cycle times and defect risks. Rollyu’s DFM reviews identify cost-effective material alternatives that maintain performance while reducing machining complexity. Selecting a slightly more expensive, stable alloy often prevents the need for costly secondary operations.
Swiss Machining Material Comparison Table
Use this quick comparison of machinability, physical properties, and applications to select your ideal material.

| Material | Machinability Rating | Key Properties | Ideal Applications |
| 303 Stainless Steel | Excellent | Free-machining, clean shearing, good corrosion resistance | High-volume commercial components, shafts |
| 316 Stainless Steel | Fair (Prone to work-hardening) | Superior corrosion resistance, medical-grade, tough | ISO 13485 medical devices, surgical tools |
| Aluminum 6061-T6 | Excellent | High thermal conductivity, low cutting resistance, lightweight | Electronic housings, fluid control parts |
| Titanium Grade 5 | Poor (Requires rigid setup) | Extreme strength-to-weight ratio, poor thermal conductor | Aerospace fasteners, durable implants |
| Brass | Outstanding | Self-lubricating (lead content), allows max spindle RPMs | High-volume fluid valves, automotive fittings |
| POM (Delrin®) | Excellent | Dimensionally stable, zero moisture absorption | Precision plastic gears, medical bushings |
| PEEK | Fair (Abrasive to tools) | High-temperature stability (>250°C), biocompatible | Autoclavable medical implants |
| PTFE (Teflon™) | Good (Prone to deflection) | Chemically inert, extremely low friction coefficient | Semiconductor fluid handling, seals |
FAQ
Can Cutting Fluids Used in Swiss Machines Damage Certain Materials?
Sulfurized cutting oils stain copper alloys and trigger stress cracking in sensitive engineering polymers. Choosing chemically compatible fluids prevents surface discoloration while preserving the structural integrity of delicate resins.
Why Must Raw Material for Swiss Lathes Be “Centerless Ground”?
Centerless grinding ensures the precise diameter and circularity required for a perfect fit within the guide bushing. This uniform bar stock allows Rollyu Precision to maintain ±0.005mm tolerances and prevents material jamming during high-speed automated runs.
Do I Need Material Test Reports (MTRS) for My Machined Parts?
Material Test Reports (MTRs) are mandatory for ISO 13485 medical devices and aerospace components requiring full material traceability. These certificates verify the chemical and physical properties of each raw stock batch to ensure total regulatory compliance.
Conclusion
Matching raw material properties to intended spindle performance prevents production delays and costly scrap. Integrating DFM reviews and CMM validation into every workflow allows Rollyu Precision to maintain the strict compliance required by high-precision industries.
This technical oversight secures ±0.005mm tolerances across stainless steel, titanium, and medical-grade polymers. Partnering with a specialized Swiss machining facility protects your manufacturing ROI while streamlining the regulatory audits required for mission-critical hardware.
