
Swiss machining prevents deflection on micro-components with extreme length-to-diameter ratios. According to Grand View Research, global demand for these precision parts will grow 10% annually through 2030.
While the process slashes high-volume cycle times, expensive machine changeovers and strict material straightness rules inflate low-volume budgets. Weighing the exact pros and cons of Swiss turning avoids this mismatch, ensuring procurement teams align production setups directly with order sizes.
Top Advantages of Swiss Machining
Swiss machining upgrades high-volume custom manufacturing by removing manual handling and holding strict tolerances. These specific mechanical capabilities directly offset the initial setup costs on complex orders.
Holding Extreme Precision
Rollyu Precision maintains tolerances of ±0.005 mm by cutting material directly adjacent to the guide bushing. Since this mechanical support prevents part deflection during heavy passes, this setup minimizes the scrap rates found in conventional turning.
- Tolerance Control: Maintain dimensional accuracy of ±0.0002 to ±0.0005 inches across high-volume production batches.
- Geometry Limits: Process micro-components with length-to-diameter ratios exceeding 3:1 without requiring tailstocks or center supports.

Completing Parts in One Setup
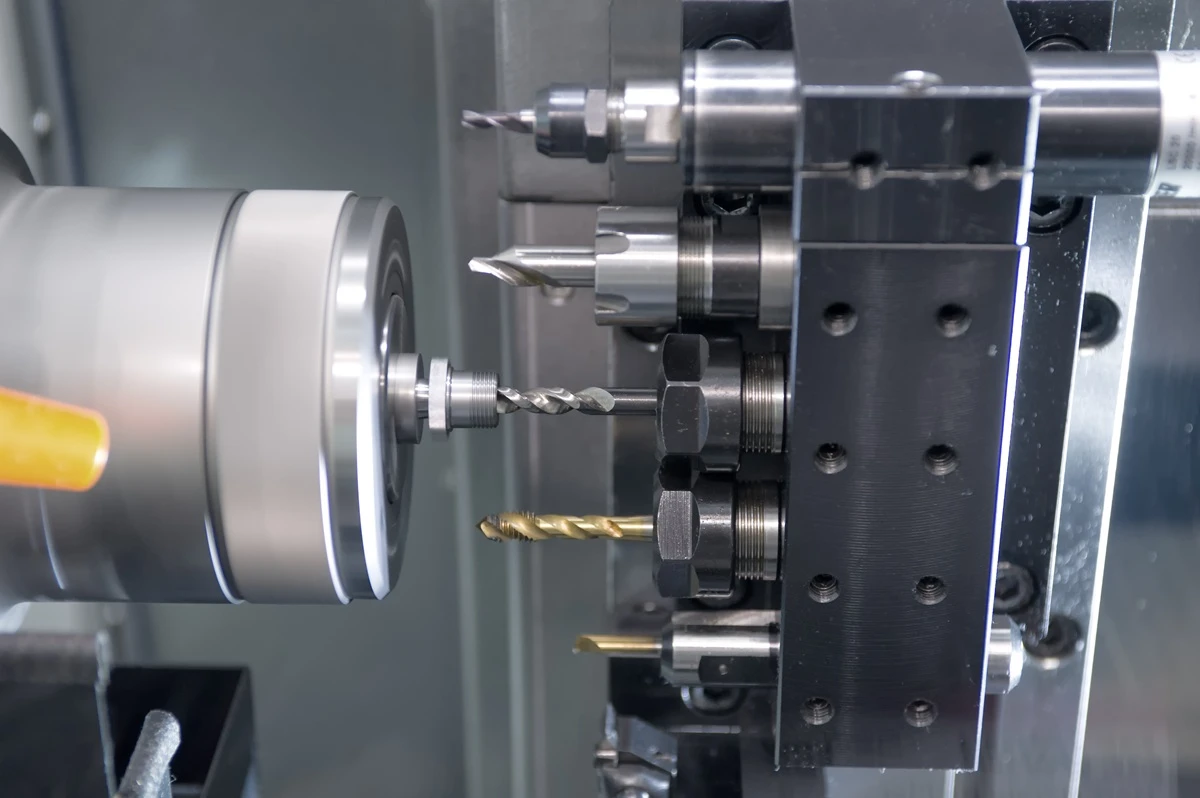
Simultaneous milling and turning within a single machine envelope prevents alignment errors caused by manual part transfers. Sub-spindles catch the workpiece to finish the back end while the main spindle simultaneously cuts the next part. By deploying 20 to 35 live tool stations for cross-drilling and off-center milling, this overlapping operation removes secondary fixtures. This direct processing cuts secondary routing and manual handling costs by 40 to 60 percent per completed component.
Maximizing High-Volume Efficiency
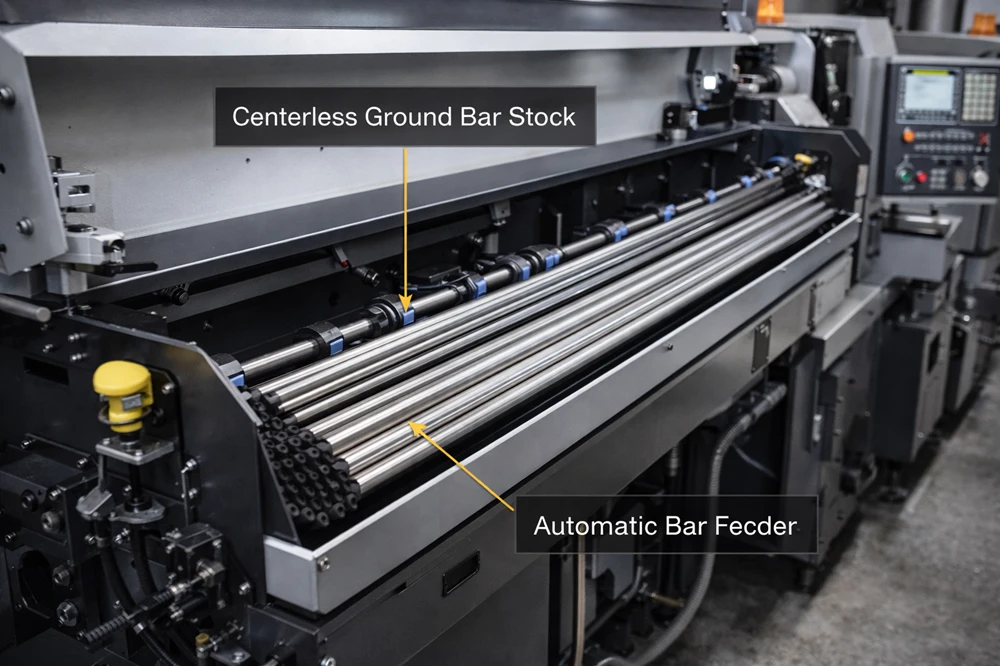
Automatic bar feeders push production speeds down to 10 to 30 second cycle times for complex orders. Continuous material feeding keeps spindles running unattended, driving down per-part costs once operators finish the initial changeovers. This continuous machine output secures aggressive pricing on large blanket orders.
- Volume Thresholds: Run uninterrupted shifts for custom order volumes exceeding 5,000 to 10,000 units.
- Material Feed: Load standard 12-foot bar stock to keep machines running for 8 to 12 hours without operator intervention.
Generating Fine Surface Finishes
Rigid material support creates surface finishes as fine as 16 to 32 microinches (Ra) straight off the cutting tool. Dampening vibration directly at the cut point prevents chatter marks on the final component. This specific stability allows operators to process challenging aerospace metals like Titanium Grade 5 at 100 to 150 SFM without inducing work hardening.
This direct surface capability skips expensive secondary grinding phases, accelerating final delivery timelines for procurement teams.
Main Disadvantages of Swiss Machining
Mechanical constraints dictate the total cost of Swiss-style turning. Misapplying this process to oversized or low-volume orders inflates production budgets.
Incurring High Setup Costs
Complex machine changeovers spike per-part costs on small batches. Synchronizing multiple live tools and dialing in guide bushings requires longer programming phases than traditional setups. This downtime forces buyers to reserve the method for high-volume custom manufacturing.
- Volume Thresholds: Target orders exceeding 5,000 to 10,000 units to absorb programming costs.
- Changeover Windows: Allocate 4 to 8 hours for machine setups.
Facing Strict Size Limits
Guide bushing dimensions cap maximum part diameters. Feeding bar stock through a narrow opening stops processing sizes at 1.25 inches (32 millimeters). Engineers designing bulky hardware bypass this setup for components with low length-to-diameter ratios.
Requiring Precise Material Prep
Swiss turning requires centerless ground bar stock to prevent equipment jams. Minor surface imperfections cause material to seize inside the tight guide bushing. This straightness requirement adds upfront material expenses to the project budget.
- Straightness Specs: Source bar stock with deviations under 0.0005 inches per foot.
- Material Premiums: Budget a 10 to 20 percent cost increase for ground metal over standard bars.
Swiss Machining vs Conventional CNC Turning: What Are the Differences?
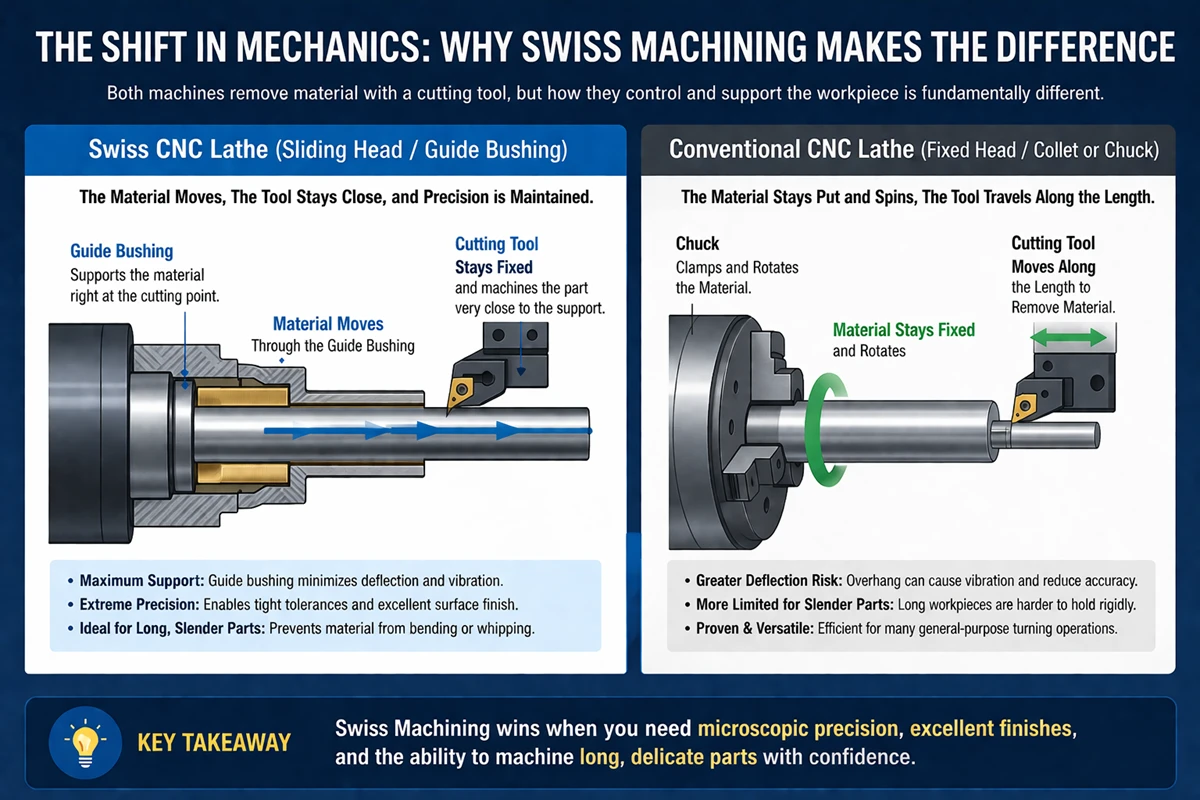
Swiss turning uses a sliding headstock and guide bushing to support the workpiece. Swiss turning uses a sliding headstock and guide bushing to support the workpiece. In contrast, standard CNC turning holds material in a fixed collet. This mechanical difference dictates the total cost for Swiss machining versus traditional workflows.
The Shift in Mechanics
Swiss machining originated in the horological industry to manufacture small, cylindrical watchmaking components. This specific requirement for micro-precision drove the engineering of the guide bushing to stabilize slender materials.
Traditional turning moves the cutting tool along a stationary bar. Swiss machines reverse this setup by feeding raw material directly through the guide bushing past a fixed tool.
This continuous physical support stops material deflection during heavy cuts. Engineers rely on this rigid configuration to mass-produce miniature bushings, sensor pins, and precision shafts without dimensional bending.
Geometry and Volume Strengths
Swiss lathes suit parts with length-to-diameter ratios over 3:1. Conventional machines struggle with these thin profiles because the lack of support causes the material to bend under tool pressure. Automated bar feeders drop cycle times to 10 to 60 seconds. This output handles high-volume custom orders over 1,000 units.
Material Yield and Scrap
Swiss machining leaves 6 to 12 inches of scrap per bar. Conventional lathes reduce waste to under 2 inches by gripping the stock closer to the spindle. Procurement teams must factor in this material overhead when processing expensive titanium or medical-grade alloys on Swiss equipment.
Setup Complexity
Synchronizing 20 to 35 live tools takes 4 to 8 hours of configuration. This labor investment forces procurement teams to assign Swiss machines to larger production runs to amortize costs. Conventional CNC centers setup in under 2 hours. This speed makes them cost-effective for short-run prototypes and simpler geometries.
Swiss vs. Conventional CNC Comparison Table
Poor machine selection triggers part deflection and budget overruns. This table aligns geometry with the optimal production setup.
| Feature | Swiss Machining | Conventional CNC Turning |
| Workpiece Support | Sliding Headstock + Guide Bushing | Fixed Collet / Chuck |
| Ideal Geometry | Long, Thin (Up to 20:1 Ratio) | Short, Prismatic, or Bulkier |
| Economic Volume | High (1,000 to 100,000+ Units) | Low (Prototypes / Short Runs) |
| Setup Duration | 4 to 8 Hours | 1 to 2 Hours |
| Tolerance Limits | ±0.005 mm (±0.0002″) | ±0.015 mm (Standard) |
| Material Yield | 6 to 12-inch Bar Remnants | 1 to 2-inch Bar Remnants |
While Swiss turning suits micro-cylinders exceeding 1,000 units, conventional lathes handle prototypes and prismatic shapes more efficiently. This selection prevents setup-driven budget overruns.
When to Choose Swiss Machining
Swiss turning prevents deflection on slender geometries while optimizing high-volume precision batches.
High Length-to-Diameter Ratios
Guide bushings support stock at the cut point to process parts exceeding a 3:1 ratio. This constant rigidity handles slender profiles, preventing the material bending that ruins thin components like medical bone screws.
Extreme Tolerances
Sliding headstocks maintain ±0.005 mm (±0.0002″) accuracy by cutting immediately next to the support point. This rigid configuration prevents the tool vibration that compromises precision on conventional equipment during long shifts.
Complex Single-Setup Geometries
Deploying over 30 live tools completes milling, drilling, and turning in one cycle. This simultaneous operation prevents the alignment errors and secondary fixture costs associated with manual part transfers.
High-Volume Production
Order volumes exceeding 1,000 units offset intensive programming phases. Automatic bar feeders enable continuous output to secure aggressive per-part pricing on recurring custom hardware orders.
Medical Compliance and Traceability
Surgical and dental components require ISO 13485-compliant medical machining environments. Swiss turning pairs high-volume output with strict lot traceability for implantable materials like Titanium Grade 5 and PEEK. This documented process control prevents regulatory rejections during final medical device assembly.

FAQ
Is Swiss Machining a Good Choice for Rapid Prototyping?
Swiss turning is inefficient for one-off prototypes. Programming over 30 live tools for a single unit spikes costs. While conventional lathes setup in under 2 hours, this process only suits prototypes requiring ±0.005 mm accuracy or extreme slender geometries.
Does Swiss Machining Cause More Material Waste?
Swiss machining produces higher waste due to 6 to 12-inch bar remnants. Each bar requires this extra length to maintain a mechanical grip through the guide bushing. This material loss reduces profit margins when processing expensive titanium or medical alloys.
How Does the “3:1 Ratio” Rule Apply to Swiss Vs. Conventional Machining?
The 3:1 ratio marks the stability limit for conventional lathes. Beyond this threshold, cutting forces cause material deflection and dimensional errors. Swiss machines feed stock through a guide bushing to support the cut point, maintaining accuracy for 20:1 ratios on parts like bone screws.
Conclusion
Volume and geometry dictate the final manufacturing ROI. Since slender parts require constant mechanical support, Swiss turning remains the standard for high-volume batches.
Conventional lathes offer faster turnarounds for prismatic prototypes where setup speed outweighs specialized stability.
Rollyu Precision reviews these specific dimensions to assign the correct machining strategy. This direct equipment selection prevents machine mismatch while protecting project budgets from rapid prototyping through production scaling.
