

Choose cast aluminum for complex, higher-volume shapes, and choose wrought or machined aluminum when tight dimensions, ductility, or cosmetic control drive the part. Sourcing errors start when “aluminum” gets treated as one material instead of a process family. The same drawing can quote differently once tooling, porosity, machining stock, finishing, and inspection enter the estimate.
Use this comparison to match part geometry, annual volume, critical surfaces, and documentation needs before the quote hides cost in the wrong process.
What Is the Difference Between Cast Aluminum and Aluminum?
Cast aluminum is aluminum alloy shaped from molten metal in a mold. In sourcing language, “aluminum” often means wrought stock such as plate, bar, billet, or extrusion that is later machined or formed. This process difference changes porosity risk, strength consistency, surface finish, tolerance control, tooling cost, and revision speed.
| Decision Point | Cast Aluminum | Wrought or Machined Aluminum |
|---|---|---|
| Best fit | Complex molded shapes, ribs, bosses, housings, covers | Tight bores, flat datums, brackets, plates, fixtures |
| Volume fit | Repeat production after tooling validation | Prototypes, low-volume runs, changing designs |
| Main risk | Porosity, tooling changes, casting texture | Material waste, setup time, higher machining load |
| Best control point | Post-machined critical surfaces | Machined datums and inspection points |
Forming Method
A mold creates cast aluminum, while rolling, extrusion, or forging creates wrought stock before final cutting or forming. Die casting pushes molten aluminum alloy into steel tooling, while sand and permanent mold casting fill a cavity by gravity or lower pressure. Machined aluminum starts from plate, billet, bar, or extrusion, so the supplier cuts the final geometry from a more uniform block of material. Buyers comparing cast aluminum properties and grades should check the forming route before comparing strength or finish.

Internal Porosity
Cast aluminum can contain internal porosity from trapped gas, shrinkage, or turbulent fill. Hidden porosity matters when a machined bore, sealing face, or tapped hole cuts through the casting skin. A casting can pass visual review and still expose voids after machining.
Wrought aluminum stock usually has lower porosity risk because rolling, extrusion, or forging consolidates the metal before machining. Stock defects can still exist, so material certificates, incoming inspection, and supplier control still matter.
Strength and Ductility
Wrought aluminum usually gives better strength consistency and ductility for structural custom parts. The stock route elongates and works the metal before machining, which helps reduce random internal variation. This advantage matters for brackets, plates, arms, mounts, and parts that see bending or shock loads.
Cast aluminum can carry load when the alloy, wall thickness, heat treatment, and process fit the job. The risk is variation: casting defects, silicon-rich structures, sharp wall transitions, and local porosity can reduce stretch before fracture.
Surface Finish Consistency
Wrought or machined aluminum gives cleaner cosmetic control after bead blasting, brushing, polishing, or anodizing. CNC machining can define visible planes and edge breaks, while finishing can start from a more consistent base surface. Cast aluminum may show gate marks, ejector marks, parting lines, flash cleanup, or mold texture, which can create cosmetic mismatch on visible covers, handheld housings, and matching anodized panels.
Machining and Tolerance Control
Machined aluminum usually wins when tolerance stack-up depends on a chain of small features. CNC machining cuts bores, datums, threads, and flat sealing faces directly from stable stock, so engineers can control setup order and inspection points.
Cast aluminum can still meet critical dimensions when CNC machining follows near-net casting. Buyers comparing casting vs machining should separate the cast blank, machining allowance, and inspection plan instead of treating the process as one quote line.
When Should You Choose Cast Aluminum Parts?
Choose cast aluminum when shape complexity and repeat volume outweigh tooling cost. This process fits housings, covers, brackets, heat-dissipation bodies, and frames with ribs, bosses, and thin walls. The buyer risk is paying for a tool before DFM, machining stock, and inspection points are clear.
Complex Shapes and Thin Walls
Cast aluminum fits shapes that would waste stock or require repeated CNC setups. Ribs, bosses, curved pockets, enclosed shapes, and mounting features can come from the mold near net shape, which reduces material removal when the geometry would be slow to cut from billet.
Thin-wall risk still needs DFM review because metal flow, draft, fillets, ejector marks, and wall transitions affect fill, strength, and cosmetic consistency. A thin wall that looks clean in CAD may create short shots, sinks, or weak corners in the tool.
Higher-Volume Production
Cast aluminum usually makes sense when annual volume can absorb tooling cost. Die casting tools cost more upfront than CNC setups, but the per-part cycle can become more efficient after the supplier validates the tool. Forecast confidence matters because low volume, unstable demand, or repeated design changes can turn tooling into trapped cash.
Integrated Features and Reduced Machining
Cast aluminum can combine mounting bosses, ribs, cable channels, cover lips, and shallow pockets that would otherwise need separate parts or extra CNC setups. This integration helps when the features are castable, drafted, and practical to inspect.
The same integration creates risk when a design packs excess features into one casting. Thick bosses beside thin walls can drive shrinkage, porosity, or trimming problems that only appear after sampling.
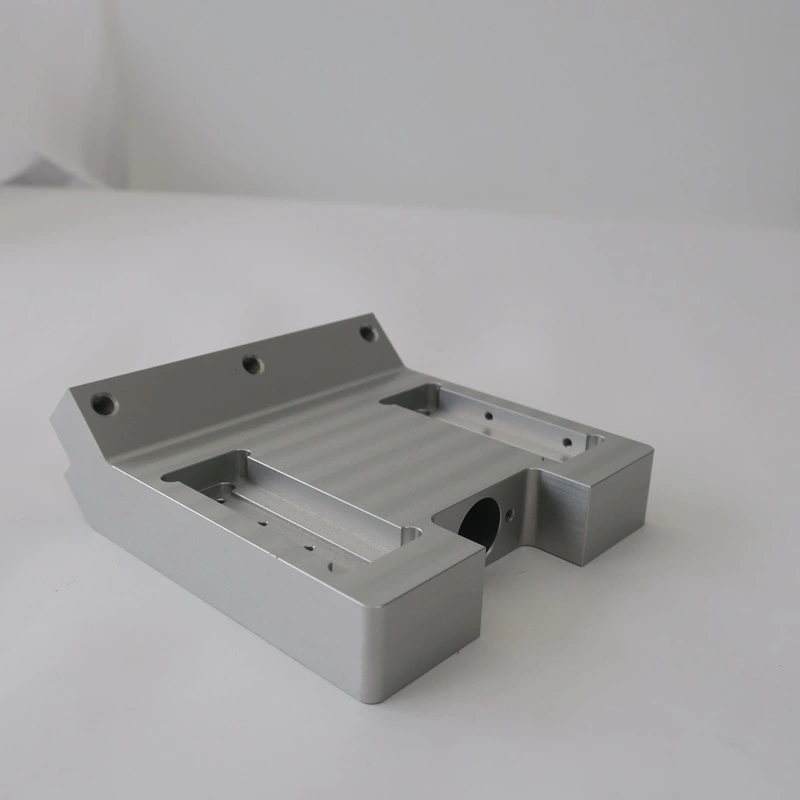
Secondary CNC Machining for Critical Surfaces
Cast aluminum often needs CNC machining on datum faces, bearing seats, threaded holes, sealing surfaces, and connector bores. Rollyu’s die casting parts capability includes mold tooling, aluminum and zinc alloy die casting, deburring, and post-machining steps such as milling, drilling, reaming, and tapping.
This route fits cast parts that need molded geometry plus controlled mating features. The drawing should mark which surfaces stay cast as-is and which surfaces need post-machining, because that split controls machining allowance, fixture planning, and inspection cost.
When Should You Choose Wrought or Machined Aluminum Parts?
Choose wrought or machined aluminum when the part needs tight dimensions, stable stock, fast design changes, or a controlled cosmetic finish. This route suits prototypes, fixtures, brackets, plates, manifolds, optical mounts, and structural parts cut from 6061, 7075, or similar stock. The tradeoff is more material removal on complex geometry.
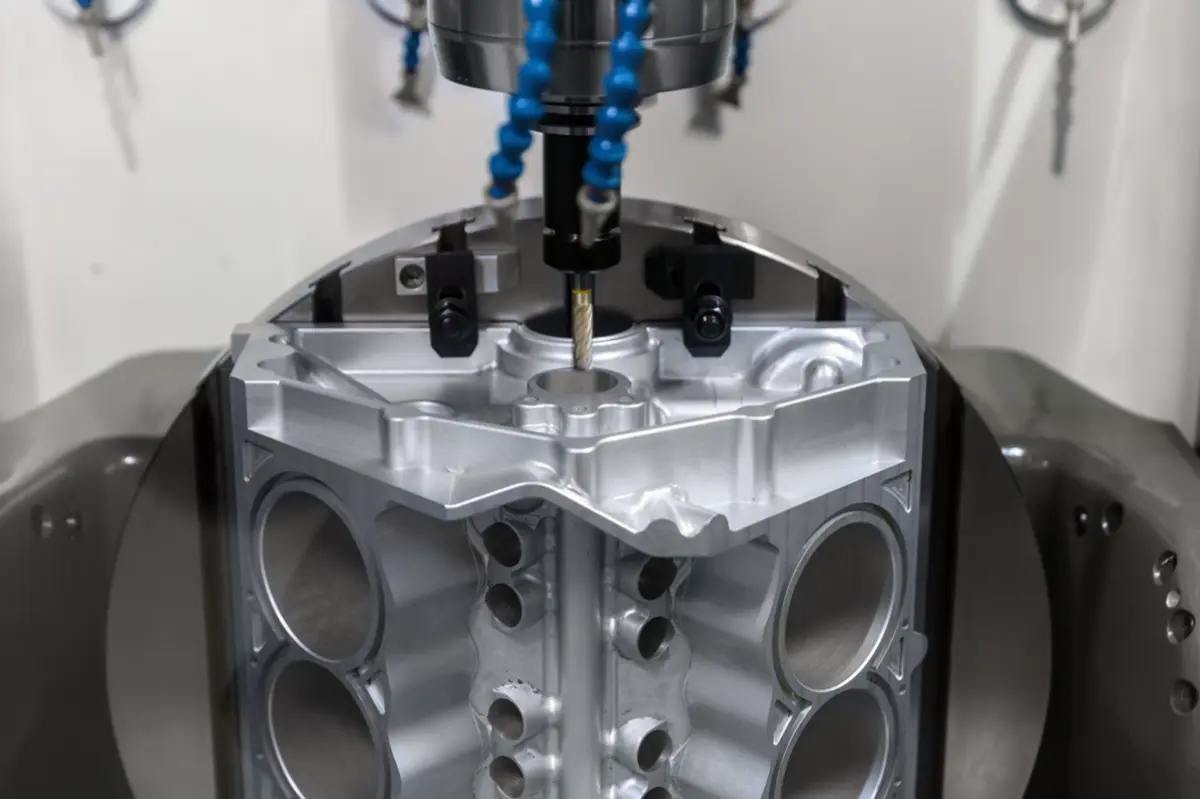
Tight Tolerance Requirements
Machined aluminum is usually the safer choice for tight bores, flatness, coaxiality, thread location, and mating datums. CNC machining can cut features after the supplier clamps, probes, and references the stock, which matters when one bad datum can cause assembly bind or sealing leaks.
Rollyu’s CNC machining reference lists ISO 2768-M metal tolerance table values at +/-0.01 mm for linear, hole, and shaft dimensions, with tighter targets reviewed by geometry, setup, and material.
Prototype and Low-Volume Runs
CNC machining fits prototypes and low-volume runs because the supplier does not need a casting tool. Design updates move through CAM programming, fixture changes, and stock selection instead of tool modification. Late drawing changes cost less in machined aluminum when bosses, ribs, or parting lines are still moving.
6061 and 7075 Stock Choices
6061 aluminum is a common default for machined housings, brackets, plates, and fixtures because 6061 balances machinability, strength, corrosion resistance, and finishing response. 7075 aluminum fits higher-strength parts, although 7075 costs more and needs closer corrosion and finishing review.
Stock choice should follow load, environment, finish, and inspection needs. The existing Aluminum 6061 vs 7075 guide helps when alloy choice drives machining cost or performance risk.
Cosmetic and Structural Control
Machined aluminum gives better control over visible tool marks, sharp edges, flat planes, and anodized appearance. The supplier can define cutter paths, edge breaks, bead blasting, brushing direction, and masking points before finishing.
Structural control also improves when the part depends on continuous stock. Cast aluminum may still work for covers and housings, but cosmetic expectations must allow casting texture, local finishing variation, and possible shade shifts after anodizing.
What Should Buyers Check Before Choosing a Process?
Buyers should check volume, critical dimensions, finish, tooling, and documentation before locking the process. For teams comparing a precision manufacturing partner, the right process protects the important surfaces without hiding cost in rework, sampling, or late-stage inspection.
Annual Volume
Annual volume decides whether tooling has enough parts to pay back. Cast aluminum favors repeat production after the supplier validates the tool, while machined aluminum favors smaller quantities and changing designs. Ask for a break-even view that compares tool cost, machining time, scrap risk, revision risk, and expected parts before the next design change.
Critical Dimensions
Mark critical dimensions before the supplier chooses casting stock, machining stock, or inspection steps. The drawing should call out:
- Datums and datum targets
- Sealing faces and flatness
- Bearing fits and bore locations
- Thread classes and thread depth
- Post-finish dimensions when coating thickness matters
A cast blank may need added machining allowance around those features. A machined aluminum part may need extra setup planning, stress-relief steps, or inspection after finishing.
Surface Finish Requirements
Surface finish requirements should name the real inspection condition, not only the coating. A cast surface, machined surface, bead-blasted surface, and anodized surface can read differently on the same aluminum alloy.
Finish drift becomes expensive when the team discovers a cosmetic requirement after tooling or after the first batch. Call out visible surfaces, nonvisible surfaces, coating class, gloss, shade range, and acceptable casting texture before quoting.
Tooling Cost and Lead Time
Tooling cost and lead time belong in the process decision, not after the team selects the quote. Die casting adds mold design, tool steel machining, heat treatment, trials, sampling, and possible tool corrections. CNC machining usually starts faster, but a complex part can need repeated setups, custom fixtures, and longer machine time.
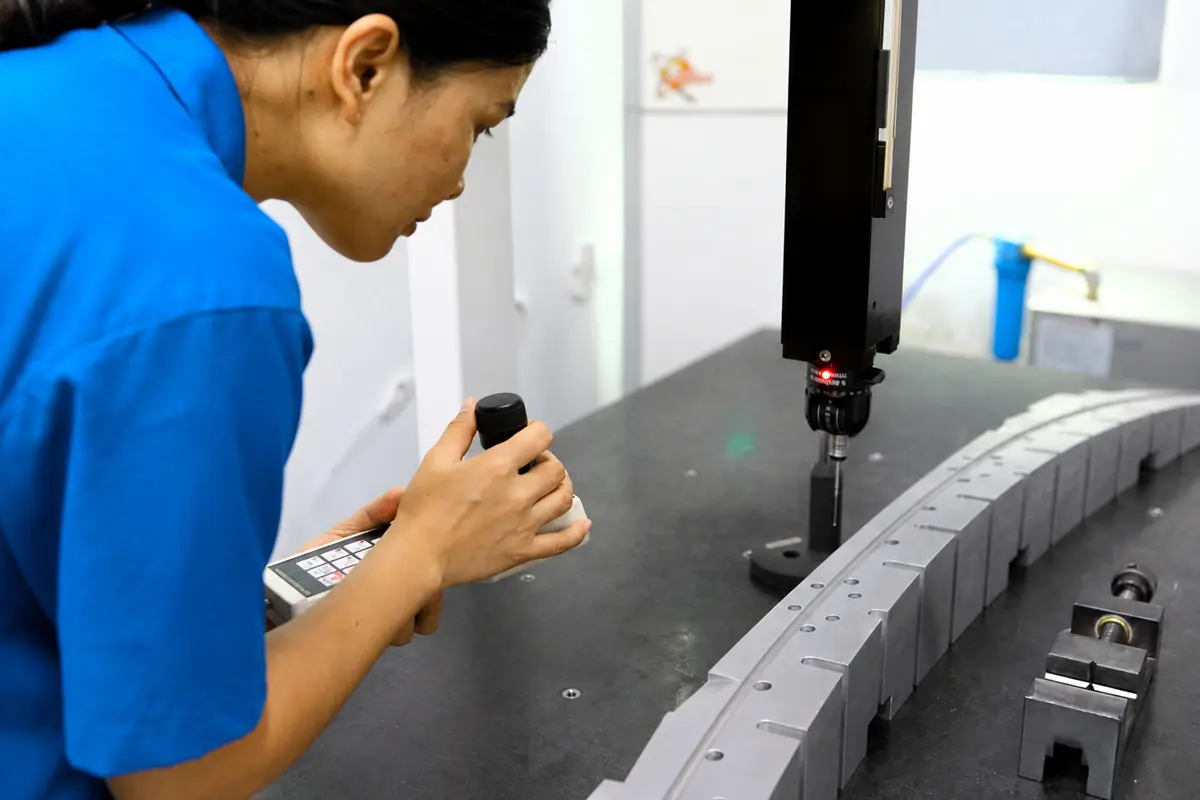
Inspection and Documentation Needs
Inspection and documentation needs should match the risk of the part. Medical device components, robotics components, semiconductor fixtures, photonics mounts, and aerospace-style parts may need:
- CMM data
- Material traceability
- Dimensional reports
- Certificates of Conformance
- Material Test Reports
- Lot-level records
A First Article Inspection plan helps confirm critical dimensions before volume builds. This check is especially useful when cast aluminum needs post-machined datums, sealed faces, or threaded features that control assembly fit.
FAQs
Is Cast Aluminum Real Aluminum?
Yes, cast aluminum is real aluminum alloy shaped in a mold. The difference is process, not whether the metal is aluminum. Cast aluminum usually contains alloying elements that improve fluidity and casting behavior, while wrought aluminum stock becomes plate, bar, billet, or extrusion before machining or forming.
Does Cast Aluminum Rust or Corrode Outdoors?
Cast aluminum does not rust like carbon steel. Rust is iron oxide, while aluminum corrosion forms different oxides or surface damage depending on alloy, coating, salt, moisture, and chemicals. Outdoor cast aluminum parts still need alloy review, drainage, coating choice, and inspection for trapped moisture around pores or threaded features.
Can Cast Aluminum Be Anodized?
Anodizing can work on cast aluminum, but cosmetic results vary. High-silicon cast alloys can turn gray, dark, or uneven after anodizing, and porosity can make shade less consistent. Wrought 6061 or 6063 stock usually gives cleaner anodized appearance when cosmetic shade matching matters.
Can Cast Aluminum Be Welded After Casting?
Welding cast aluminum is sometimes possible, but welding risk is higher. Porosity, trapped gas, silicon level, contamination, and heat treatment condition can cause cracking, gas expansion, or weak weld zones. Die cast aluminum is especially risky, so buyers should confirm weld needs before tooling and request sample testing when welding is unavoidable.
Which Cast Aluminum Alloy Should I Specify for a Custom Part?
Specify the casting method before naming the alloy. A380 or ADC12 often appears in high pressure die casting discussions, while A356 is common in sand or permanent mold casting discussions with heat treatment needs. The supplier should confirm alloy availability, strength, finish, machining allowance, documentation, and inspection method before quoting.
