
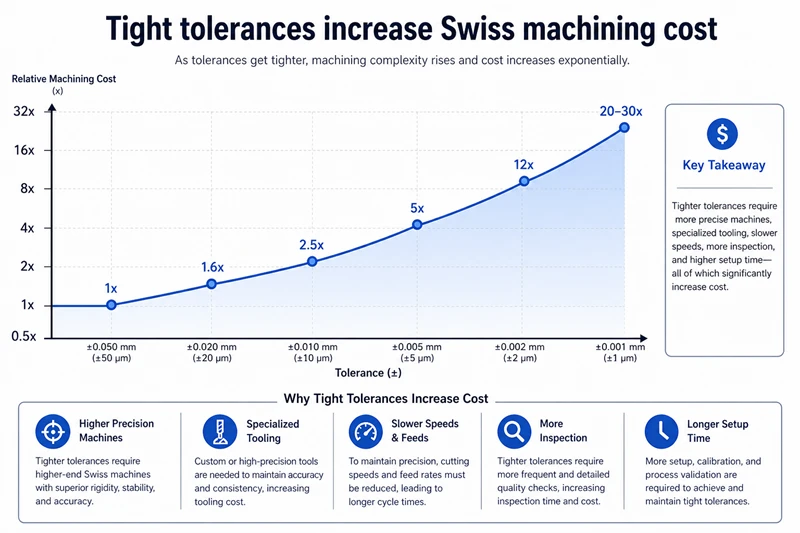
Tightening a tolerance from ±0.005 to ±0.001 inches often doubles your unit price. Industry data from Manufacturing Engineering confirms this cost spike. Every extra decimal point forces slower feed rates and frequent tool swaps, eating into production time and multiplying scrap.
Your Swiss machining quote scales directly with feature difficulty. To stop paying for unnecessary precision, this guide explains how to:
- Identify exactly how non-mating edges, deep holes, and micro-threads inflate production bills.
- Loosen non-essential limits and standardize blueprint callouts.
- Drop pricing risks without compromising final part quality.
Why Tight Tolerances Raise Swiss Machining Costs
Demanding a ±0.005mm tolerance often multiplies cycle time and raw material waste. Pushing Swiss lathes to these extreme limits triggers three physical bottlenecks that inflate production costs:
- Slowing Cutting Feed Rates: Machinists must drastically slow cutting tools to prevent material deflection and vibration. These reduced speeds yield fewer CNC machining parts per hour, forcing shops to bill directly for extended machine utilization.
- Multiplying Tool Replacements: Holding a micron-level dimension requires ultra-sharp cutting edges. Operators halt production to replace inserts long before actual tool failure, adding expensive manual labor and consumable fees to your invoice.
- Increasing Scrap Probabilities: Minor thermal expansion during the cutting cycle easily pushes tight features out of specification. Machining partners factor these specific failure probabilities into the initial quote to absorb the cost of ruined bar stock.s
Which Features Add the Most Machining Time
Extended spindle time directly inflates your final quote. Specific geometric choices force Swiss lathes out of continuous production, pushing operations into slow, multi-step workflows.
Machining Non-Mating Features
Assigning tight limits to chamfers, clearance holes, or cosmetic grooves consumes available machine capacity. When holding a ±0.001-inch limit on a feature touching only air, machinists must apply the exact same slow feed rates and mandatory inspections required for a critical bearing press-fit.
Cutting Thin Walls and Deep Holes
Pushing geometric boundaries past physical limits forces operators to abandon continuous cutting for slow workarounds:
- Deep Holes: Pushing drill depths past four times the tool diameter mandates peck drilling. This continuous retracting motion clears metal chips while directly multiplying cycle time.
- Thin Walls: Carving metal walls below 1.0mm compromises structural rigidity. To prevent material chatter and dimensional warping, machinists replace single aggressive cuts with multiple light passes.
Threading Tiny and Micro Features
Cutting internal threads under M2 or 2-56 forces shops to abandon rapid machine tapping for slow thread milling. Micro-taps snap easily inside solid stock, so this precise interpolation process protects delicate tools while directly extending the spindle time per part.
How Does GD&T Impact Your Swiss Machining Quotes
Strict GD&T callouts directly escalate the labor hours required for quality verification. Tight geometric controls force shops to move parts from the lathe to specialized metrology labs, driving up the final piece price.
Mandating CMM Inspection for Critical Geometry
Requiring CMM verification for flatness or true position stops the automated production flow. Demanding a controlled environment and manual setups by certified technicians, these strict inspection cycles often take longer than the actual machining. This bottleneck forces shops to apply a higher hourly quality-control rate to your invoice.

Requiring Custom Gauge Checks for Threads
Specifying modified thread profiles adds hundreds of dollars in upfront tooling fees. Standard micrometers cannot verify these unique geometries, forcing shops to purchase dedicated Go/No-Go gauges. These physical tools require recurring calibration, adding hidden maintenance costs directly to your final quote.
Requesting Dimensional Reports for Features
Comprehensive data logging directly consumes inspection capacity and creates administrative overhead. Documenting 100% of part dimensions forces a rapid manufacturing run into a slow manual workflow. This strict traceability requirement inflates the piece price to cover the dedicated quality-control labor.
How Can DFM Reduce Costs Before the RFQ
Design for Manufacturability (DFM) directly strips wasted machine time from your final quote. Adjusting blueprint geometry before submitting an RFQ allows operators to use standard tooling and run spindles at optimal speeds.
Loosening Non-Essential Tolerances
Opening dimensions on non-critical features directly lowers piece pricing. When applying a standard ±0.005-inch limit to cosmetic surfaces or clearance holes, operators can push feed rates higher. This specific adjustment prevents the frequent tool swaps and high scrap rates associated with holding strict micron-level dimensions.
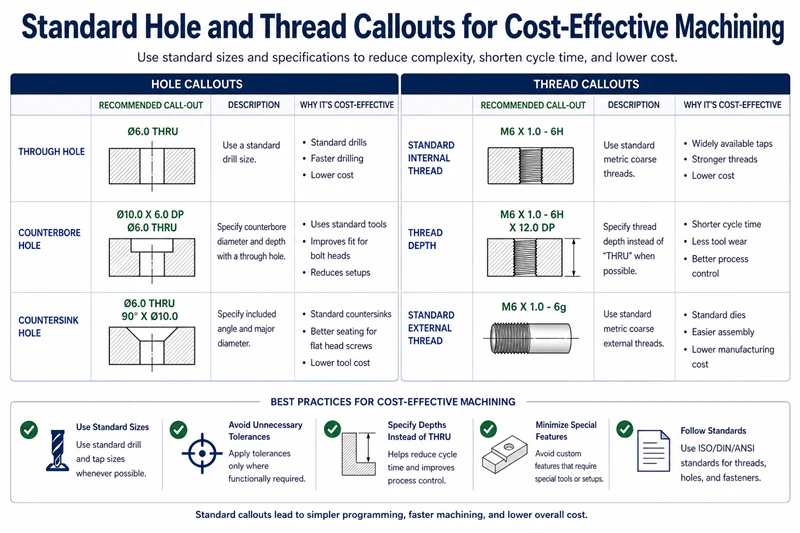
Standardizing Hole and Thread Callouts
Specifying common drill sizes prevents custom tooling fees from inflating your invoice. Standardizing these internal features accelerates the setup phase:
- Standard Dimensions: Engineering features around standard metric or imperial dimensions lets shops pull existing tools straight from inventory.
- Standard Ratios: Limiting thread depths to standard ratios prevents operators from deploying slow thread milling processes. This specific geometry control simplifies the choice between a tapped hole vs threaded hole, allowing shops to pull standard tools straight from inventory
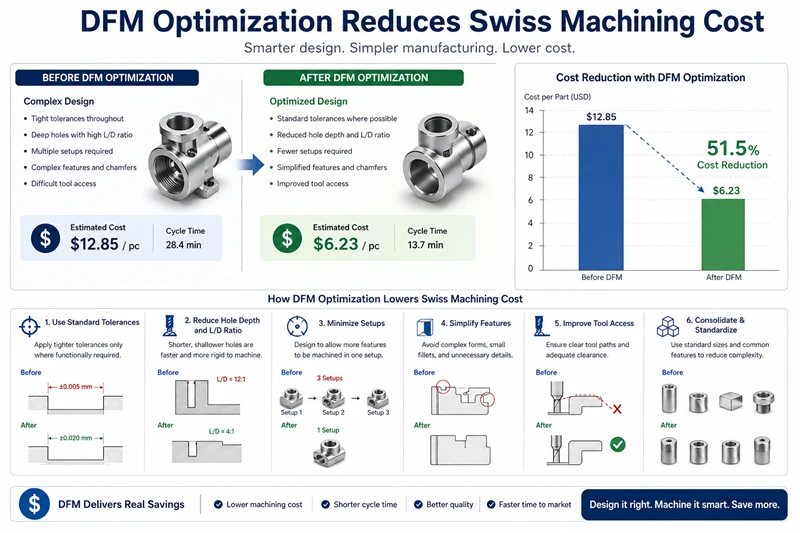
Improving Cutting Tool Access
Designing wide clearances for cutting tools cuts cycle time by preventing slow multi-axis setups. Deep cavities with sharp internal corners force machinists to use fragile micro-tools. Specifying generous internal radii allows operators to deploy larger, rigid end mills, clearing material rapidly while reducing dimensional warping.
How Certified Machining Partners Reduce Pricing Risk
Certified partners prevent unexpected cost overruns by enforcing strict quality controls. Working with audited facilities like Rollyu Precision protects your manufacturing budget through three documented mechanisms:
- Enforcing Standardized Workflows : Maintaining ISO 9001 and ISO 13485 certifications directly prevents arbitrary setup variations from inflating your labor hours. These audited workflows ensure complex Swiss machining projects follow repeatable, cost-efficient processes.
- Pre-Production DFM: Executing a preliminary DFM analysis prevents unmachinable features from triggering expensive scrap during mass production. Engineers identify these specific geometric tolerance traps before cutting tools ever touch raw material.
- Traceable Verification: Providing CMM inspection and full traceability prevents the hidden costs associated with defective batches or product recalls. Validating a strict ±0.005mm capability requires this rigorous data logging to secure medical device machining projects.
FAQ
Why Is Swiss Machining Expensive?
The upfront cost gap between Swiss machining vs traditional milling comes down to complex programming and custom guide bushings. To absorb this intensive setup phase, shops distribute engineering costs across large production volumes, maintaining piece-price efficiency.
Do All Tight Tolerances Increase Machining Cost?
No. Tight tolerances escalate quotes only when applied to non-functional features. Applying strict limits to a cosmetic surface forces slow feed rates and frequent tool replacements. This restriction inflates the final bill without improving performance.
How Can I Reduce Swiss Machining Costs Without Hurting Part Quality?
Lower quotes by stripping strict limits from non-mating surfaces and standardizing internal geometries. Specifying common drill sizes lets shops use existing inventory. Expanding internal radii allows operators to deploy rigid end mills rapidly, cutting cycle time while preserving part integrity.

Conclusion
Every unneeded decimal point on a blueprint directly inflates the final manufacturing bill. Stripping strict limits from non-mating features and standardizing internal geometries prevents the slow cycle times and expensive custom tooling fees detailed in our Swiss machining guide.
Certified partners like Rollyu Precision lock in these adjustments, translating optimized blueprints directly into cost-efficient production
