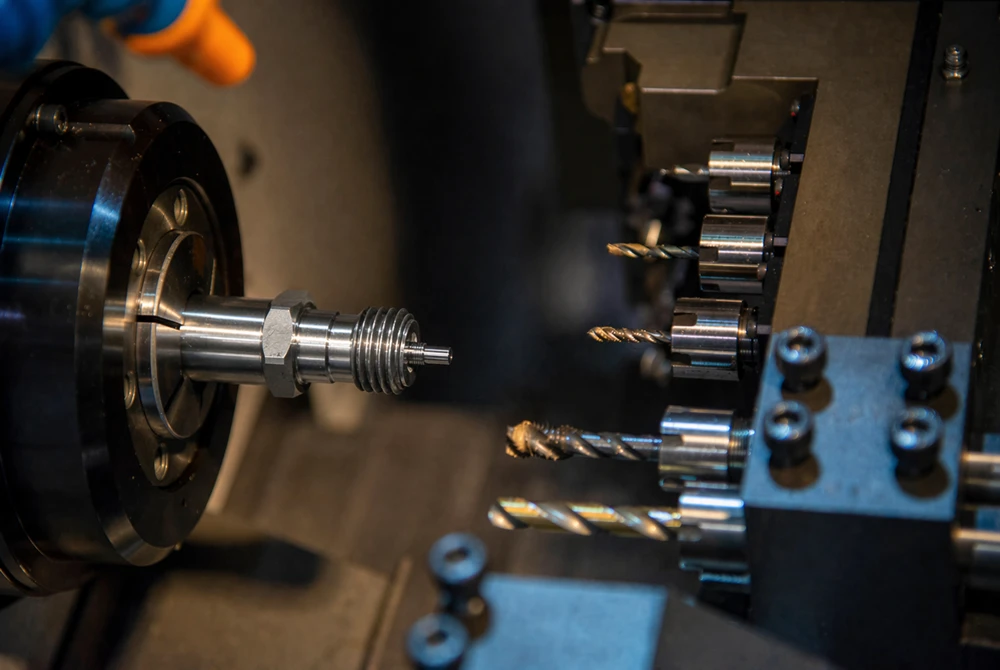

Swiss machining prevents part deflection for components under 1.25 inches (32mm). Bloomberg data tracks a 22% annual growth in Swiss machining, driven by medical micro-manufacturing. By supporting raw material directly at the cutting tool via a guide bushing, this localized rigidity maintains ±0.0001-inch tolerances on high-L/D-ratio parts.
Selecting the optimal metal grade directly controls production efficiency. Matching specific alloys to machine capabilities prevents premature tool wear. Pairing these material choices with ideal part geometries bypasses secondary grinding operations, structurally reducing the total cost of ownership for high-volume manufacturing runs.
How Does Swiss Machining Differ from Conventional CNC Turning?
Swiss machining maintains tight ±0.005mm tolerances on slender components by feeding material past a stationary tool. This mechanical revers al bypasses the vibrations inherent to standard CNC turning, where moving the cutting tool along an unsupported metal bar actively degrades precision.
The Guide Bushing and Localized Support
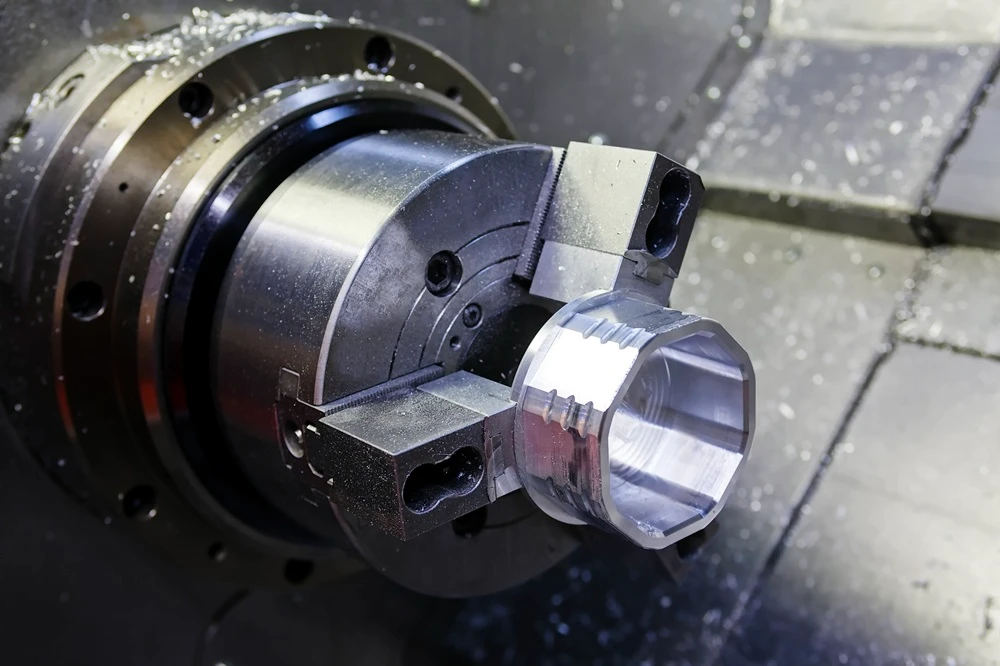
A guide bushing secures dimensional stability by supporting the raw material exactly at the cut. This direct physical contact prevents part deflection, neutralizing the chatter commonly caused by conventional main spindle chucks that leave the metal’s far end completely unsupported.
Tool Positioning and the Cantilever Effect
A stationary cutting tool prevents the cantilever effect, maintaining consistent surface finishes across the entire component. Unlike standard turning centers that push the tool progressively away from the chuck and amplify vibration, this stationary arrangement ensures cutting forces only impact a fully supported zone.
Machine Specifications and Production Capabilities
Matching machine mechanics to part geometry directly controls production efficiency. This specification matrix aligns your component requirements with the correct turning equipment.
| Technical Parameter | CNC Swiss Machining | Conventional CNC Turning |
| Material Support | Guide bushing | Main spindle chuck |
| Tool Dynamic | Stationary tool | Moving tool |
| Optimal Diameter | Under 1.25 inches | Over 1.25 inches |
| L/D Ratio | Exceeds 3:1 | Under 3:1 |
| Production Volume | High-volume runs | Mixed-volume prototyping |
| Secondary Processing | Drops fully finished | Requires external milling |
What Parts Are Best Suited for Swiss Machining?
Swiss machining optimizes cycle times for complex, slender components that deflect on conventional equipment. This localized support allows sliding headstock machines to produce precision CNC machining parts while executing aggressive tool paths on small-diameter stock.
Small-Diameter and High-L/D-Ratio Parts
Length-to-diameter (L/D) ratios exceeding 3:1 require a guide bushing to prevent material whip. While standard lathes succumb to bending forces, sliding headstock equipment secures the raw material mere millimeters from the cutting edge. This direct stabilization consistently machines pins and shafts down to 0.010 inches.
High-Precision and Tight-Tolerance Parts
Moving the physical support point alongside the material reliably holds ±0.0001-inch (0.0025mm) tolerances. Because this close proximity prevents micro-vibrations, specialists manufacturing medical devices rely on Swiss machining for surgical implants and orthopedic screws to maintain strict compliance.
Complex and Multi-Operation Parts
Sub-spindles and live tooling execute milling, cross-drilling, and turning within a single programmed cycle. Dropping parts completely finished prevents the tolerance stacking errors inherent in manual workstation transfers. Bypassing secondary grinding stations directly reduces overall labor costs.
High-Volume Production Runs
Automated bar feeders drive continuous, unattended manufacturing for runs exceeding 1,000 units. Maintaining thermal stability during extended cycles ensures the final component matches the first. Spreading setup expenses across larger production batches directly lowers the total unit price.

When to Avoid Swiss Machining
Swiss machining restricts production efficiency for oversized components or low-volume runs. Reallocating these manufacturing profiles to conventional lathes avoids unnecessary tooling breakage and inflated setup fees.
Parts Exceeding 1.25″ (32mm) Diameters
Components exceeding 1.25 inches (32mm) demand conventional turning for high-volume material removal. Oversized stock that cannot physically pass through a guide bushing forces slower feed rates on sliding headstock equipment. Fixed-headstock lathes maintain the necessary rigidity for aggressive, deep cuts on heavy metal stock.
Low-Volume Prototyping
Multi-axis programming makes Swiss machining cost-prohibitive for runs under 100 units. Setup labor that consumes the majority of production time for small batches heavily inflates the individual unit price. Standard CNC turning centers provide faster turnaround and lower entry costs for one-off prototypes.
Projects Relying on Standard Unground Bar Stock
Standard extruded bar stock jams the collets and accelerates tool wear on sliding headstock machines. This process requires precise dimensional consistency to maintain localized support, necessitating premium centerless ground stock. Conventional turning accommodates cheaper raw materials if a project budget excludes the higher cost of ground bar stock.
How Can Swiss Machining Reduce Your Total Cost of Ownership
Swiss machining reduces long-term expenses by consolidating multiple production steps into a single machine cycle. Rollyu Precision streamlines this workflow, which offsets higher material costs through rapid throughput and minimal labor intervention.
Balancing Material Waste and Cycle Time
High-speed simultaneous cutting lowers the price per unit despite the required remnant waste in the bar feeder. Long scrap ends, which Swiss lathes require to grip the material, necessitate aggressive feed rates to maximize parts per hour. This speed advantage effectively compensates for material loss during high-volume manufacturing.
Reducing Secondary Operations
Live tooling and sub-spindles drop components fully finished, removing the need for manual deburring or separate milling. Skipping secondary workstations prevents tolerance stacking while limiting the risk of handling damage. This single-setup approach, supported by ISO 13485:2016 standards at Rollyu, shortens lead times while maintaining tight ±0.005mm tolerances.
Requesting a Free DFM Review
A Free DFM Review prevents geometry inefficiencies that drive up custom tooling costs. Adjusting a blind hole depth or standardizing a thread pitch bypasses the need for specialized cutters. These engineering insights from the Rollyu Precision technical team match design intent with machine capabilities, preventing budget overruns before production begins.

FAQ
How Tight of a Tolerance Can a Swiss Lathe Hold?
Swiss lathes hold ±0.005mm (±0.0002″) tolerances. Since the guide bushing supports material mere millimeters from the cutting edge, this setup prevents the deflection found in standard lathes. This localized rigidity ensures repeatable accuracy throughout the production run.
Can Swiss Machines Achieve a High-Quality Surface Finish?
Swiss machining achieves surface finishes of Ra 0.4μm (16μin) or better without secondary grinding. The stationary tool arrangement prevents the vibration and chatter inherent in conventional turning. Keeping the cutting force near the support point maintains uniform texture on slender profiles.
Does Swiss Machining Require Secondary Operations?
Swiss-turned parts typically drop fully finished. Sub-spindles and live tooling execute complex features in a single programmed cycle. Skipping secondary workstations prevents tolerance stacking and reduces total labor costs.
Is Swiss Machining Suitable for Hard Metals Like Titanium?
Swiss equipment machines Grade 5 Titanium and medical-grade stainless steel effectively. Rigid support from the sliding headstock prevents the tool deflection that causes work-hardening in high-strength alloys, specifically when processing Grade 2 vs Grade 5 Titanium. Specialized cooling and tool paths protect tool life during heavy-duty cutting.
Conclusion
Swiss Machining holds ±0.005mm tolerances by stabilizing material directly at the cutting zone. A guide bushing prevents the deflection inherent in fixed-headstock turning. Rollyu Precision pairs these sliding headstock capabilities with ISO 13485:2016 certification to ensure medical-grade repeatability. This rigid setup maintains uniform surface finishes on Grade 5 Titanium, which removes the need for secondary grinding.
