
Swiss machining is the standard choice when tolerances are tight and parts are small. According to Modern Machine Shop, no other turning process produces miniature, complex parts as efficiently or precisely. That exact precision is why the process dominates in medical devices, semiconductor components, and space systems. A deviation of just a few microns means a rejected part.
This guide covers how Swiss machining works, where it beats conventional turning, which materials it handles best, what it costs, and how to find a reliable shop.
What Is Swiss Machining?
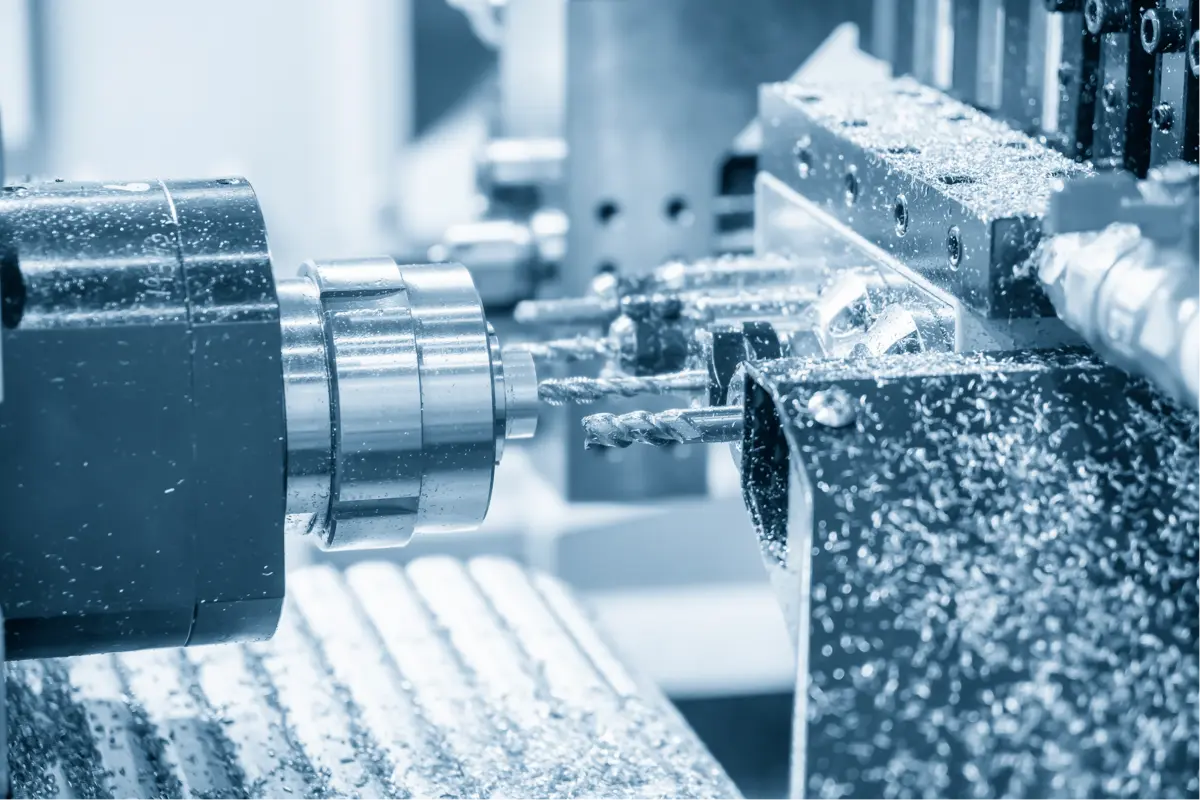
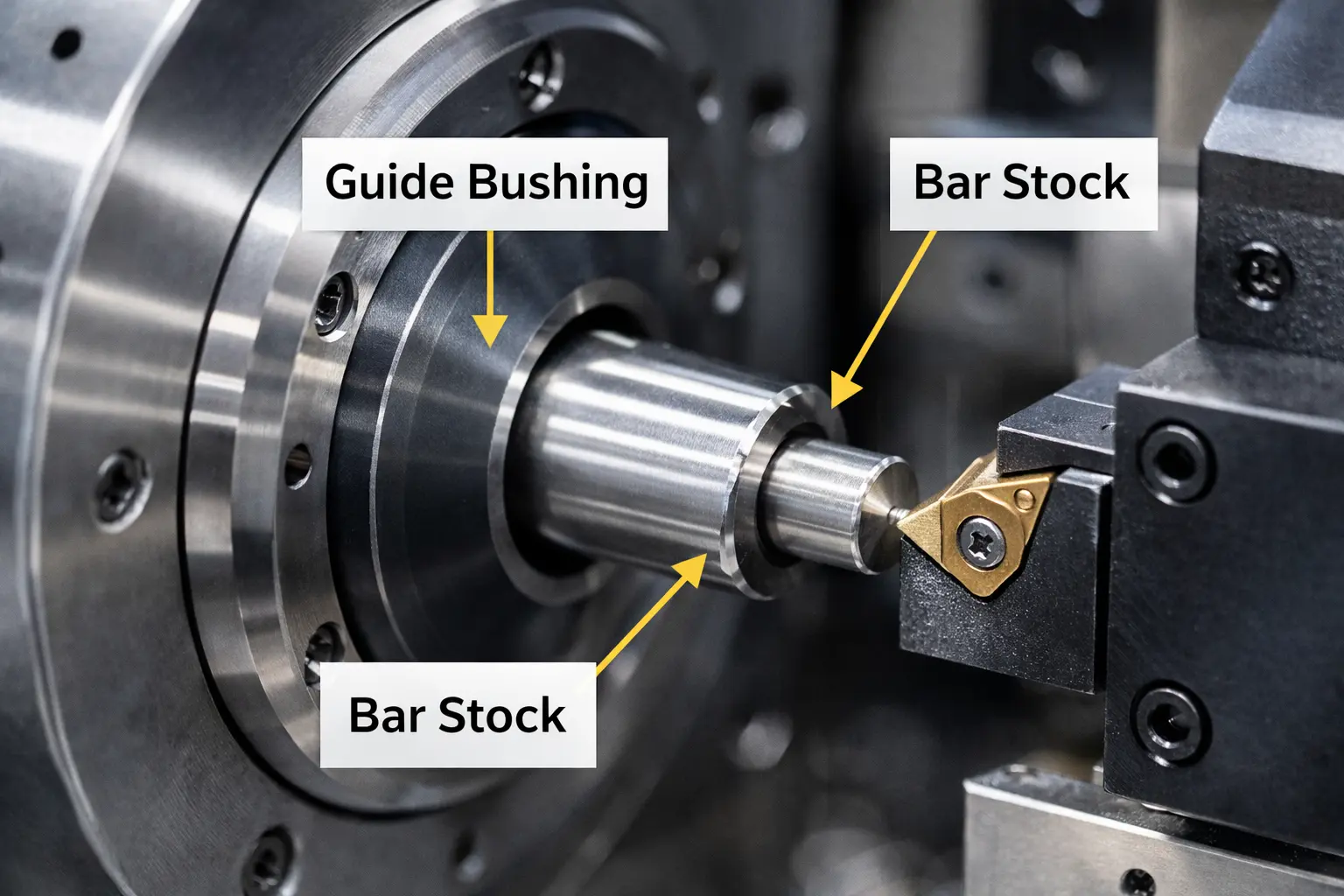
Swiss machining is a highly specialized CNC turning process engineered to produce small, complex, and high-precision parts. The defining characteristic of a Swiss-style lathe is its use of a stationary guide bushing. Rather than holding the workpiece entirely from one end, the machine feeds the raw bar stock directly through this bushing, supporting the material exactly at the point of the cut.
History of Swiss Machining
The core mechanics of Swiss machining weren’t originally engineered for modern aerospace or medical devices. The technology was born out of pure necessity to overcome a specific, microscopic physical bottleneck.
Origins in Swiss Watchmaking
Swiss machining was invented to solve a specific problem: turning microscopic watch parts without breaking them. In 19th-century Switzerland, watchmakers faced a mechanical wall. Turning thin screws on traditional lathes caused the metal to flex. The solution was the sliding headstock and stationary guide bushing, a design that supported the material right at the cutting edge.

The Transition to CNC Control
The introduction of CNC in the 1970s transformed Swiss machining from a slow, manual art into a scalable manufacturing process. For decades, machines relied on intricate mechanical cams that took days to calibrate. Code and servos replaced these physical cams, plummeting setup times from days to mere hours.
Modern Multi-Axis Capabilities
Today’s CNC Swiss lathes operate as complete micro-factories. Modern platforms boast advanced multi-axis capabilities, sub-spindles, and live tooling. A machine can now turn, mill, drill, and tap a single piece of stock simultaneously. Raw bar stock goes in, and fully finished, complex CNC machining parts drop out. This “done-in-one” capability completely eliminates the need for secondary operations.
How CNC Swiss Lathe Machining Works
The defining difference of Swiss machining is how the material moves. It achieves micron-level accuracy on parts that would normally bend or snap on a traditional lathe.
Key Mechanical Principles
The system minimizes deflection by supporting the material exactly at the cut. In standard turning, the tool travels along an exposed, spinning part, causing vibration. Swiss lathes reverse this using a stationary guide bushing. The bar stock is pushed through the bushing, with cutting tools positioned just 1 to 3 millimeters away. This near-zero clearance absorbs all cutting forces, enabling aggressive machining on ultra-thin profiles.
Step-by-Step Machining Process
A Swiss lathe transforms a raw metal bar into a finished component in one continuous cycle. Here is how a typical “done-in-one” operation flows:
- Bar Feeding (The Z-Axis): The main spindle grips the raw bar stock and pushes it forward through the stationary guide bushing.
- Primary Machining: As the material emerges, clustered cutting tools shape the outer and inner diameters. The material dictates the lengthwise movement, while the tools only slide in and out to set the depth.
- Sub-Spindle Handoff: Before the part is severed, a secondary spindle (the sub-spindle) reaches in to grip the finished front end.
- Simultaneous Back-Working: A cut-off tool slices the part from the main bar. The sub-spindle then pulls away to finish drilling or tapping the back, while the main spindle instantly begins feeding material for the next piece.
What Are the Pros and Cons of Swiss Machining?
Swiss machining holds tolerances on micro-parts that conventional turning cannot reach, but upfront setup times and material waste dictate its true ROI.

Pros of Swiss Machining
Based on shop-floor experience, while conventional setups offer the general benefits of CNC machining, Swiss machines truly pay off when you need high volume and complex geometries cut in a single setup.
- Sub-Micron Precision on Long Parts: The guide bushing neutralizes deflection, allowing operators to hold strict straightness on needle-like profiles with length-to-diameter ratios of 20:1 or higher.
- Zero Secondary Operations: A single setup turns, mills, drills, and taps the part before dropping it into the bin. Handling the workpiece only once prevents human alignment errors and slashes total cycle times.
- Direct Surface Finishes: Near-zero vibration during the cut routinely produces 16 micro-inch (Ra) finishes directly off the machine. This stability removes the need for secondary centerless grinding.
- Lights-Out Manufacturing: Paired with a 12-foot automatic bar feeder, these machines run unattended overnight. Once dialed in, the continuous feed drives down the per-part cost on runs exceeding 5,000 units.
Cons of Swiss Machining
These setups sacrifice flexibility, forcing shops to accept specific size constraints and higher upfront material costs.
- Strict Size Limitations: Standard Swiss machines max out at a 1.25-inch (32mm) bar diameter. Pushing beyond that 32mm threshold forces a move back to conventional fixed-headstock turning.
- Material Waste (The Remnant): The guide bushing needs a rear grip section, leaving a 6-to-10-inch unmachinable remnant at the end of every bar. This dead scrap drives up job costs when running expensive medical-grade titanium or Inconel.
- Complex Programming and Setup: Managing 7 to 13 axes working tightly together requires longer programming and machine-proofing times. That extended setup window makes small batches or quick prototyping economically unviable.
- Requires Centerless Ground Stock: The raw material must maintain an exact outer diameter (+/- 0.0005 inches) to slide cleanly through the guide bushing. Standard extruded bar stock jams the machine, forcing buyers to pay a premium for pre-ground stock.
Swiss Machining vs Conventional Turning: What’s the Difference
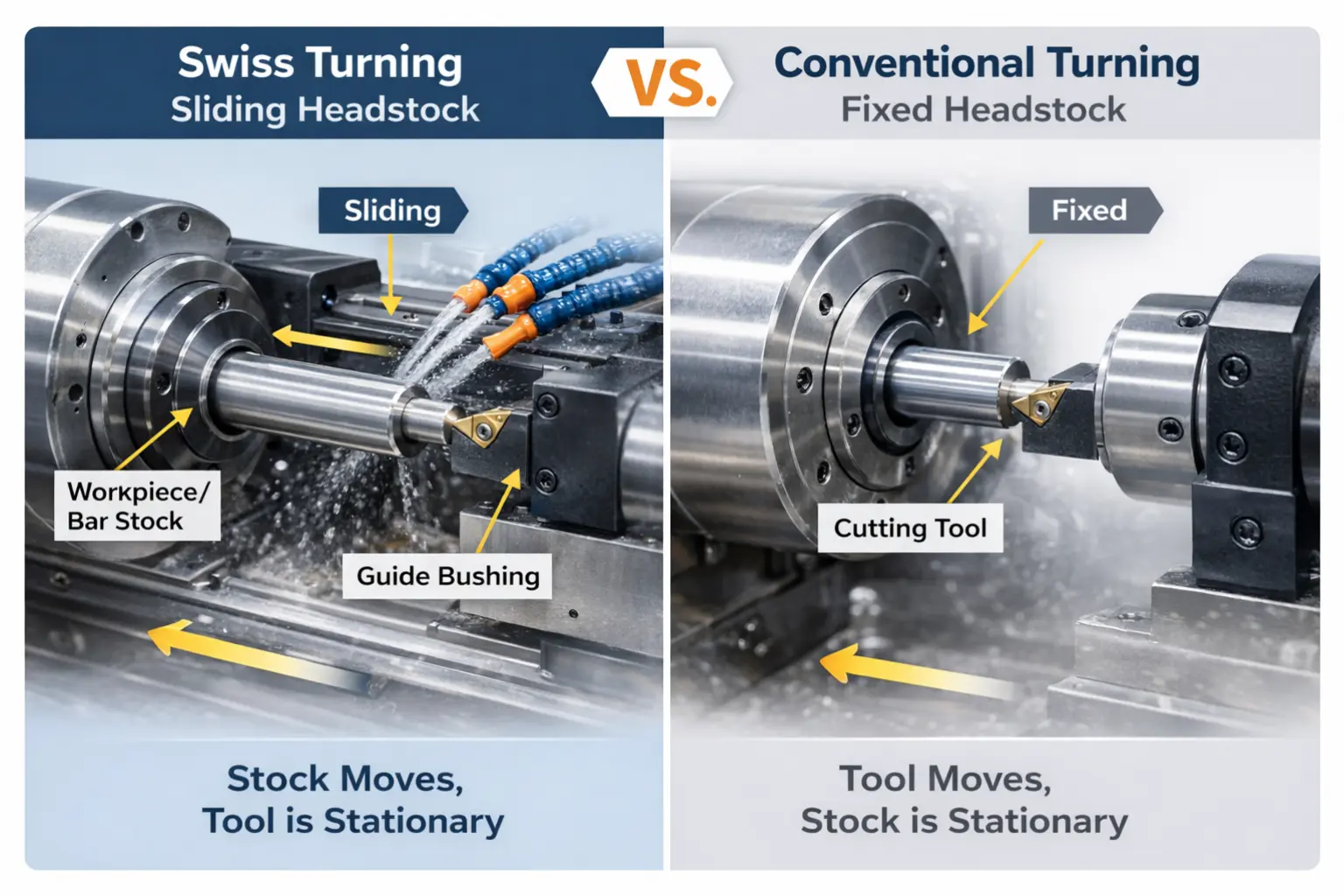
Conventional turning drags a cutting tool across a spinning bar. Swiss machining reverses this physics by pushing the spinning metal past a stationary tool. This fundamental shift in movement dictates the tolerances, part lengths, and batch sizes each setup can handle.
The Headstock
Swiss lathes use a sliding headstock to push raw material past stationary tools. Conventional lathes do the opposite by locking the workpiece into a fixed spindle. This fixed position forces the tool carrier to travel the full Z-axis length, sacrificing stability on longer parts.
The Swiss sliding headstock grips the bar and feeds the metal directly into the tooling zone. By moving the metal itself instead of the tool carrier, the Swiss lathe maintains higher axial stability throughout the entire cut.
The Support System
Swiss machines route bar stock through a stationary guide bushing to support the metal exactly at the cut. Conventional chucks grip material from the rear, leaving the front end exposed to vibration. This unsupported overhang limits the speed and depth of the cut.
The Swiss setup holds the stock rigid within 1 to 3 mm of the cutting insert. This near-zero clearance absorbs cutting forces instantly, preventing chatter even during aggressive material removal on microscopic diameters.
Deflection Control
Swiss turning maintains straightness on length-to-diameter ratios of 20:1 or higher. Conventional setups typically max out at a 3:1 ratio. Exceeding this 3:1 limit allows tool pressure to bend the unsupported metal, forcing slower feeds or secondary tailstock support.
The Swiss guide bushing absorbs lateral cutting pressure at the point of contact. This direct physical support prevents the metal from flexing out of tolerance, ensuring dimensional accuracy on ultra-slender surgical pins or bone screws.
Swiss Machining vs Conventional Turning Comparison Table
Wrong processes spike costs and miss tolerances. Geometry, volume, and precision dictate the setup.
| Specification / Feature | Swiss Machining | Conventional Turning |
| Material Movement | Sliding headstock (Bar moves in Z-axis) | Fixed headstock (Tool moves in Z-axis) |
| Support System | Guide bushing holds stock 1–3 mm from cut | Chuck or collet holding rear of stock |
| Deflection Limit (L:D) | Maintains straightness on 20:1 or higher | Bends/deflects past a 3:1 to 4:1 ratio |
| Secondary Operations | Zero. Finished parts drop directly into bin. | Common. Requires milling/drilling setups. |
| Tolerance Precision | ± 0.0001 inch or tighter routinely. | ± 0.0005 inch is standard; tighter is costly. |
| Surface Finish (Ra) | 16 micro-inches directly off machine. | 32–64 micro-inches without grinding. |
| Max Bar Diameter | Capped at 1.25-inch (32mm) diameter. | Handles 0.5-inch up to massive castings. |
| Raw Material Quality | Needs centerless ground stock (± 0.0005 inch) | Runs standard extruded bar stock. |
| Economic Batch Size | High volume (>5,000 units) for maximum ROI. | Short runs (<500 units) or rapid prototyping. |
| Best Used For | Long, slender, complex miniature parts | Large, simple, or short-run parts |
Swiss machining wins on slender parts exceeding a 3:1 ratio. Conventional turning is faster and cheaper for larger, simpler geometries.
What Materials Are Best for Swiss Machining?
Swiss lathes chew through stubborn superalloys without deflection because the guide bushing traps the metal just millimeters from the cut. But the process lives or dies on raw material consistency. A diameter variance of just 0.0005 inches jams the bushing, forcing shops to run premium, centerless ground stock. Here is how specific materials perform.
Highly Machinable Options
These metals are pure profit for job shops. They fracture into neat chips and let operators crank the spindle speeds, slashing cycle times and per-part costs.
- Brass (C36000): You can push feed rates up to 0.005 inches per revolution (IPR) with zero tool wear. It is the undisputed king of Swiss turning because the material practically machines itself.
- Aluminum (6061-T6 and 2024): Running these lightweight alloys consistently drops mirror-like surface finishes (sub-16 Ra) right off the machine while reducing load on the servos.
- Stainless Steel (303 and 416): These free-machining grades deliver commercial corrosion resistance without the stringy chips and destroyed inserts associated with 304 or 316.
Hard Metals and Superalloys
Swiss setups force long, tough parts to take the cut without bending. While conventional lathes back away from tool pressure, the Swiss guide bushing physically holds the stock steady.
- Titanium (Ti-6Al-4V): Operators must blast 1,000+ PSI of high-pressure coolant directly at the insert to stop this metal from instantly welding to the tooling. The medical-grade alloy traps intense heat right at the cutting edge.
- Medical-Grade Stainless (316L and 17-4 PH): The cutting tool must stay buried 0.010 to 0.050 inches deep to prevent the surface from glazing over. These surgical alloys work-harden the second an insert rubs instead of cutting.
- Inconel and Kovar: Program a mandatory tool change every 30 to 50 parts to prevent a catastrophic crash. The machine holds these aerospace superalloys rigid, but they will still eat standard carbide for breakfast.
Chip-Sensitive Materials
Fatal “bird-nesting” jams happen inside cramped tooling zones because plastics peel off in endless, stringy ribbons instead of breaking into chips.
- PEEK and Delrin (Acetal): Operators run razor-sharp, highly polished inserts with 15 degrees of clearance to slice the material cleanly before thermal expansion ruins the ± 0.0005-inch tolerance. Friction from cutting generates intense heat, making these medical plastics swell.
- Teflon (PTFE): Perfect guide bushing tension is mandatory because holding this slippery material is a nightmare. Run it too loose, the part slips; run it too tight, the bushing physically crushes the soft diameter by 0.001 inches before the tool arrives.
What Are the Most Common Applications for Swiss Machining?
Swiss machining dominates the medical, semiconductor, and aerospace sectors. These industries require high-volume production of miniature, life-critical parts. Swiss lathes consistently meet their strict tolerance demands.
Medical Devices and Dental Equipment
Swiss lathes mass-produce titanium bone screws, dental implants, and surgical pins at strict ± 0.0001-inch tolerances. The machine threads ultra-slender catheter components and cuts complex Torx heads on 2mm screws without bending the fragile stock.
Semiconductor and Photonics
For the semiconductor and photonics industry, Swiss turning produces micro-fluidic valves, fiber-optic housings, and electrical contacts with sub-10 Ra surface finishes straight off the tooling. This single-setup process eliminates human handling. Furthermore, the enclosed machining keeps microscopic vacuum-chamber components completely free of secondary contamination.
Space and Satellite Systems
Aerospace shops use Swiss lathes to turn weight-saving titanium fasteners, gyroscope housings, and Inconel wire connectors in 10,000-piece batches. The rigid guide bushing holds strict straightness on these thin-walled profiles. This mechanical stability completely prevents dimensional drift during unattended overnight runs.

What Factors Affect Swiss Machining Costs?
Three main variables dictate Swiss machining pricing: raw material premiums, initial setup times, and total batch size.
Material Costs
Centerless ground stock costs noticeably more than standard extruded metal. The raw bar must hold a strict ± 0.0005-inch tolerance to slide cleanly through the guide bushing.
The machine also requires a physical rear gripping area. This leaves a 6-to-10-inch unmachinable remnant at the end of every bar. Throwing away 10 inches of premium medical titanium or Inconel spikes the total job price.
Setup and Cycle Times
Swiss machining balances expensive upfront programming against lightning-fast production speeds.
- The Setup Penalty: Programming and dialing in a 7- to 13-axis machine takes four to twelve hours. This extended upfront time makes short runs and prototypes extremely expensive.
- The Cycle Time Advantage: Simultaneous cutting drops a five-minute conventional cycle down to 45 seconds. The machine turns, mills, and taps at the exact same time, rapidly offsetting the initial setup hit.
Production Volume
Batch sizes exceeding 5,000 units generate the lowest cost per part. The steep upfront setup cost spreads across thousands of identical pieces. Swiss lathes pair with 12-foot automatic bar feeders.
This hardware allows shops to run unattended lights-out shifts. Making 10,000 parts becomes incredibly cheap, while prototyping 10 parts makes zero economic sense.
How to Find Reliable Swiss Machining Services?
Inconsistent Swiss batches often fail final assembly. A 0.0005-inch deviation triggers particle contamination or total system failure in critical sectors. These errors kill launch windows and scrap expensive production runs.
To avoid these costly mistakes, partnering with an experienced manufacturer is crucial. At Rollyu Precision, we prevent these defects with sub-micron metrology and verified ISO traceability. Demand these four systems during your next audit.
Verify Metrology and In-Process Inspection
Verify the shop runs Coordinate Measuring Machines (CMMs). Operators cannot hold tolerances they cannot measure. The machine floor must also utilize in-process touch probes. Automatic tool wear offset compensation is mandatory. This integrated hardware catches dimensional drift before the part leaves the machine enclosure.
Demand Strict Quality Certifications
Require an active ISO 9001:2015 certification for general quality management. Mandate ISO 13485:2016 for surgical tools or implants. These international standards enforce strict lot-level control. Traceability must stretch from the raw material receipt directly to the final packaging bin.
Require Upfront DFM Analysis
Demand a Design for Manufacturability (DFM) analysis alongside the initial quote. Engineers use this review to validate critical tolerance zones. They optimize multi-axis toolpaths and fix sharp internal corners. Resolving these geometric conflicts before cutting metal slashes both lead time and per-part costs.
Mandate Traceability Documentation
The supplier must provide First Article Inspection (FAI) reports for new designs. This paperwork verifies all critical dimensions. The shop must also supply Material Test Reports (MTRs) before shipping the batch. These mill certificates detail the exact chemical composition and heat lot number directly from the raw foundry.
FAQ
What Is the Maximum Diameter a Swiss Lathe Can Machine?
Maximum bar diameter is typically capped at 1.25 inches (32mm). Pushing beyond this size requires a move to conventional fixed-headstock turning centers.
What Surface Finish (Ra) Can Swiss Machining Achieve?
Swiss lathes routinely achieve 16 micro-inch (0.4 µm) surface finishes directly off the tool. Critical sealing surfaces can reach sub-10 Ra (0.2 µm) through secondary electropolishing or mechanical buffing.
How Many Axes Does a CNC Swiss Lathe Have?
CNC Swiss lathes utilize 7 to 13 axes. This multi-axis hardware enables simultaneous turning, milling, and back-working operations in a single setup.
Conclusion
Swiss machining is the best choice for making small parts in large orders. It is fast, accurate, and solves tough machining problems:
- No Bending: The sliding headstock keeps long, thin parts perfectly straight.
- Lower Part Costs: The “done-in-one” process makes up for the high setup cost. It saves you a lot of money on large orders.
- High Precision: The machines easily hold tight ± 0.005 mm tolerances.
To get these results, you need the right partner. Rollyu Precision delivers exactly this kind of accuracy. We also provide the ISO 13485 documents you need to succeed in the medical and aerospace markets.
