
Casting forms metal parts by pouring molten material into a mold and letting it cool into shape. It works well for complex cavities, thin walls, and large parts that would waste too much material if machined from billet. This guide explains the main casting methods, common casting materials, cost drivers, and when CNC machining or secondary machining makes more sense.
What Is Casting in Manufacturing?
Casting is a metal forming process that fills a shaped mold with molten metal. After the metal solidifies, the mold is opened or broken away, and the part moves to trimming, inspection, finishing, or machining.
Casting becomes more cost-effective as volume rises because tooling cost is spread across more parts. For buyers comparing production routes, the main question is simple: does the part need the lowest unit cost at volume, or does the design still need flexibility?
How Does the Casting Process Work?
A mold cavity is made from sand, steel, ceramic, or another mold material. Molten metal then fills that cavity by gravity, pressure, vacuum assistance, or centrifugal force, depending on the casting method.
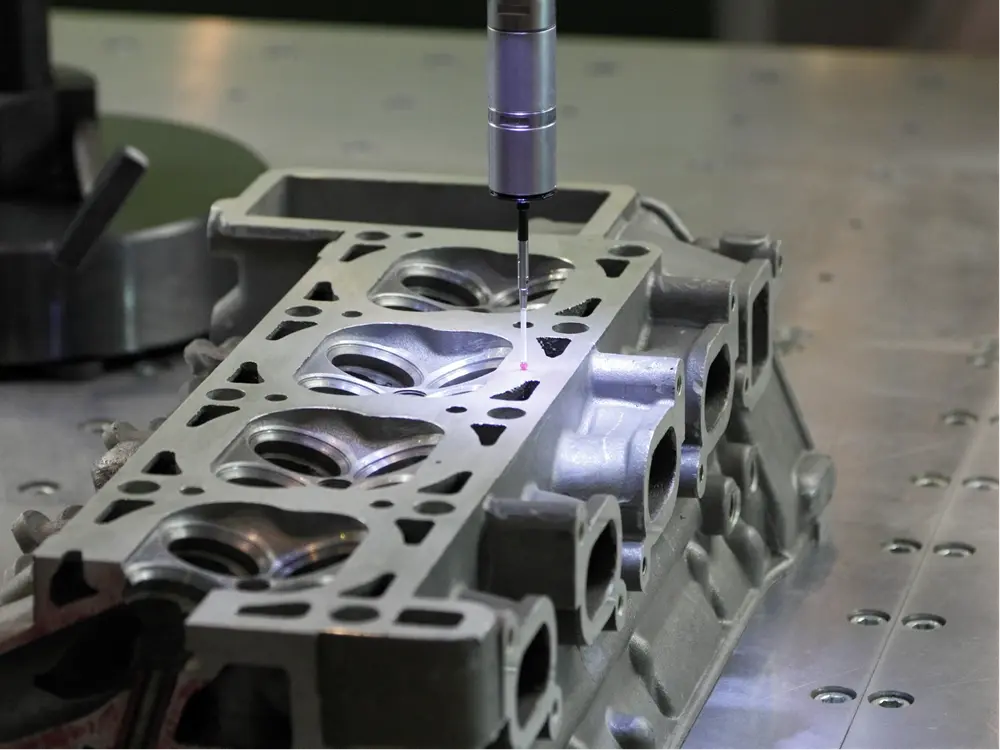
After cooling, the raw casting is removed from the mold. Gates and risers are cut off, surface defects are checked, and functional areas may be CNC machined to meet tighter assembly requirements.
Cooling speed affects grain structure, hardness, and dimensional stability. Steel dies in die casting remove heat quickly, while sand molds cool more slowly. That difference can change the final properties even when the alloy is similar.
The right casting method depends on alloy, wall thickness, part size, tolerance, surface finish, and expected volume.
What Are the Main Types of Casting?
Most industrial casting work uses several common types of casting. Each method has a different balance of tooling cost, part detail, tolerance, material choice, and order volume. Choosing the method early helps buyers avoid low upfront costs that later turn into added machining, finishing, or inspection work.
Casting Methods Comparison:
| Casting Method | Best For | Typical Tolerance | Tooling Cost | Volume Fit | Secondary Machining Need |
| Sand Casting | Large parts, low-to-medium volume | ±0.5 to ±1.5 mm | Low | Low to medium | High |
| Die Casting | Thin-wall, high-volume parts | ±0.1 to ±0.3 mm | High | High | Medium |
| Investment Casting | Fine details, complex shapes | ±0.1 to ±0.25 mm | Medium to high | Low to medium | Low to medium |
| Permanent Mold Casting | Repeatable metal mold parts | ±0.2 to ±0.5 mm | Medium | Medium | Medium |
| Centrifugal Casting | Cylindrical parts | Depends on part size | Medium | Medium to high | Medium |
Sand Casting
Sand casting uses compacted sand molds to shape molten metal. It supports a wide range of alloys and works well for large parts, heavy sections, and low-to-medium volume production.
As-cast tolerances often fall around ±0.5 to ±1.5 mm, with surface finishes around Ra 6.3 to 25 µm. Functional faces, bearing areas, threaded holes, and sealing surfaces usually need secondary CNC machining.
Sand casting is a practical choice when tooling cost must stay low and the part does not need thin walls or fine cosmetic detail. Designs with walls below about 3 mm need careful gating and fill review to reduce incomplete fill risk.
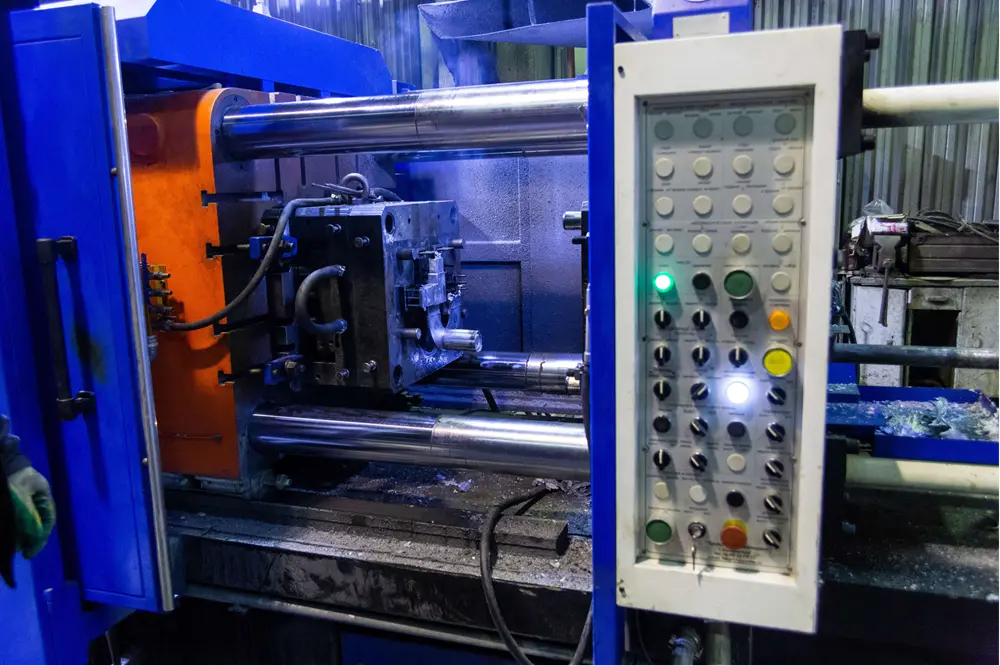
Die Casting
Die casting injects molten metal into hardened steel tooling under high pressure. The die casting process is widely used for aluminum and zinc parts that need thin walls, repeatable dimensions, and smooth as-cast surfaces.
Typical as-cast die casting tolerances are around ±0.1 to ±0.3 mm, depending on alloy, part size, tooling condition, and feature location. Cycle times can be fast, often making die casting attractive for high-volume housings, brackets, covers, and hardware parts.
The trade-off is tooling cost. Steel molds can cost thousands to tens of thousands of dollars, and complex tools can cost more. Die casting usually makes sense when expected volume is high enough to spread that tooling cost across many parts.
Investment Casting
Investment casting uses a wax pattern covered by a ceramic shell. After the wax is removed, molten metal is poured into the ceramic cavity to create a near-net-shape part.
This process can hold tighter as-cast tolerances than sand casting, often around ±0.1 to ±0.25 mm, with smoother surfaces around Ra 1.6 to 3.2 µm. Many features still need machining, but the amount of material removal can be lower.
Investment casting fits parts with thin walls, undercuts, fine details, and alloys that are difficult to die cast. Common examples include turbine parts, surgical instrument bodies, aerospace brackets, and compact mechanical housings.

Permanent Mold and Centrifugal Casting
Permanent mold casting uses reusable metal molds filled by gravity. It sits between sand casting and die casting in cost, surface quality, and dimensional control, with typical tolerances around ±0.2 to ±0.5 mm.
Centrifugal casting spins the mold during pouring. The spinning force pushes metal outward and moves impurities toward the inner diameter, where they can be machined away later. This process is often used for pipes, bushings, sleeves, and bearing rings.
Which Casting Materials and Applications Matter Most?
Material choice and casting method should be reviewed together. The alloy affects fill behavior, shrinkage, strength, weight, corrosion resistance, temperature performance, and finishing options.
Common Casting Materials
Most cast metal parts use aluminum, zinc, cast iron, steel, or copper-based alloys. Each material group has a different cost and performance profile.
Common Casting Materials and Applications:
| Material | Key Strength | Main Limitation | Common Casting Method | Typical Applications |
| Aluminum Alloys | Lightweight, corrosion resistant | Porosity risk | Die casting, sand casting, permanent mold | Housings, brackets, automotive parts |
| Zinc Alloys | Fine detail, thin walls | Heavy, limited high-temperature performance | Die casting | Connectors, lock parts, small housings |
| Cast Iron | Vibration damping, wear resistance | Heavy | Sand casting | Machine bases, engine blocks, brake rotors |
| Cast Steel | High strength, weldability | Higher processing cost | Sand casting, investment casting | Mining parts, pressure components |
| Copper Alloys | Conductivity, corrosion resistance | Higher pouring temperature | Sand casting, investment casting | Bushings, impellers, marine parts |
Aluminum Alloys
Aluminum alloys are common in casting because they are lightweight, corrosion resistant, and thermally conductive. A380 and ADC12 are widely used in die casting, while 356 and 319 are common in sand casting and permanent mold casting.
Porosity is one of the main risks in cast aluminum. Gas absorption and shrinkage can weaken fatigue performance or create leaks in pressure parts. Vacuum assistance, degassing, and proper gating can reduce that risk.
Zinc Alloys
Zinc alloys, including Zamak grades, melt at lower temperatures than aluminum. This helps zinc fill fine details and thin walls, sometimes below 0.5 mm.
Zinc is heavier than aluminum and has lower creep resistance at higher temperatures, so it fits smaller parts better than large structural components. Common uses include connectors, lock parts, decorative hardware, and small housings.
Cast Iron and Steel
Cast iron offers strong vibration damping, wear resistance, and compressive strength. That makes it a common choice for machine bases, engine blocks, brake rotors, and heavy equipment parts.
Cast steel is used when higher tensile strength, impact resistance, or weldability is required. It fits mining equipment, pressure-rated components, and heavy structural parts, though machining and heat treatment may add cost.
Copper-Based Alloys
Copper alloys such as brass, bronze, and copper-nickel are cast for conductivity, corrosion resistance, and low friction against steel. These alloys often use sand casting or investment casting because high pouring temperatures can shorten permanent die life.
Typical applications include bearing bushings, pump impellers, marine propellers, electrical parts, and fluid-handling components.
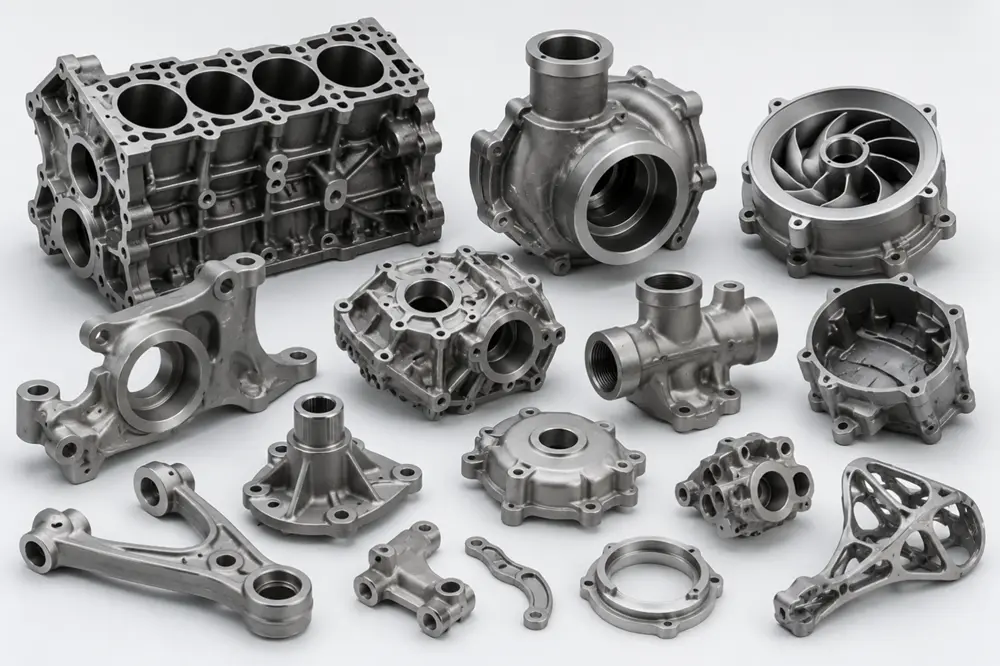
Common Casting Applications
Casting is used when shape complexity, volume, and material performance make machining from billet too costly or wasteful.
Automotive and Transportation Parts
Engine blocks, cylinder heads, transmission housings, and brake calipers are commonly cast because internal channels and hollow shapes can be formed during molding. Machining those same features from billet would create high material waste and long cycle times.
Industrial Equipment Components
Pump housings, valve bodies, hydraulic manifolds, and machine bases often use casting. Internal flow paths, curved bodies, thick sections, and vibration-damping requirements make casting a practical production route.
Consumer Product and Electronics Housings
Aluminum and zinc die casting parts are common for power tool housings, laptop frames, speaker enclosures, connector shells, and small hardware. The process supports thin walls, repeatable detail, and surfaces that can be polished, plated, anodized, or powder coated.
Medical Equipment, Robotics, and Precision Hardware Parts
Surgical instrument handles, robotic joint housings, imaging equipment frames, and precision hardware can use die casting or investment casting when the design needs near-net shape and consistent wall thickness.
Secondary CNC machining is often used for bearing bores, sealing faces, threaded features, and alignment surfaces. For medical-related projects, buyers may also need material traceability, inspection records, and ISO 13485 aligned documentation.
Should You Choose Casting or CNC Machining for Your Part?
The best process depends on volume, geometry, tolerance, material, and design maturity. When comparing casting vs machining, casting usually fits stable, higher-volume designs with complex shapes. CNC machining fits tighter tolerances, lower volumes, and parts that may still change.
Casting vs CNC Machining vs Hybrid Production
| Manufacturing Route | Choose It When | Main Advantage | Main Risk |
| Casting | The design is stable and volume is high | Lower unit cost for complex shapes | Tooling cost and design change risk |
| CNC Machining | Volume is low or tolerances are tight | Better flexibility and precision | Higher cost for complex shapes |
| Casting + CNC Machining | The part needs complex shape and precision features | Balances near-net shape with tight tolerance | Needs proper machining allowance |
Casting for High-Volume and Complex Shapes
Casting becomes more attractive when annual volume is high enough to absorb tooling cost. A part that would need several CNC setups from billet may be cast close to final shape, then machined only where precision matters.
Material utilization can also favor casting. CNC machining may remove a large amount of billet material on complex parts, while casting creates less scrap beyond gates, risers, and trimming waste.
CNC Machining for Tight Tolerances and Low-Volume Runs
CNC machining is usually better for prototypes, low-volume runs, and parts with tight tolerances across many features. It avoids casting tooling cost and supports fast design changes.
CNC machining is also a better fit for materials that are difficult or impractical to cast, such as PEEK, titanium, Invar, and many specialty alloys. For precision applications, CNC machining can hold ±0.005 mm when the geometry, material, machine, and inspection plan support that level of control.
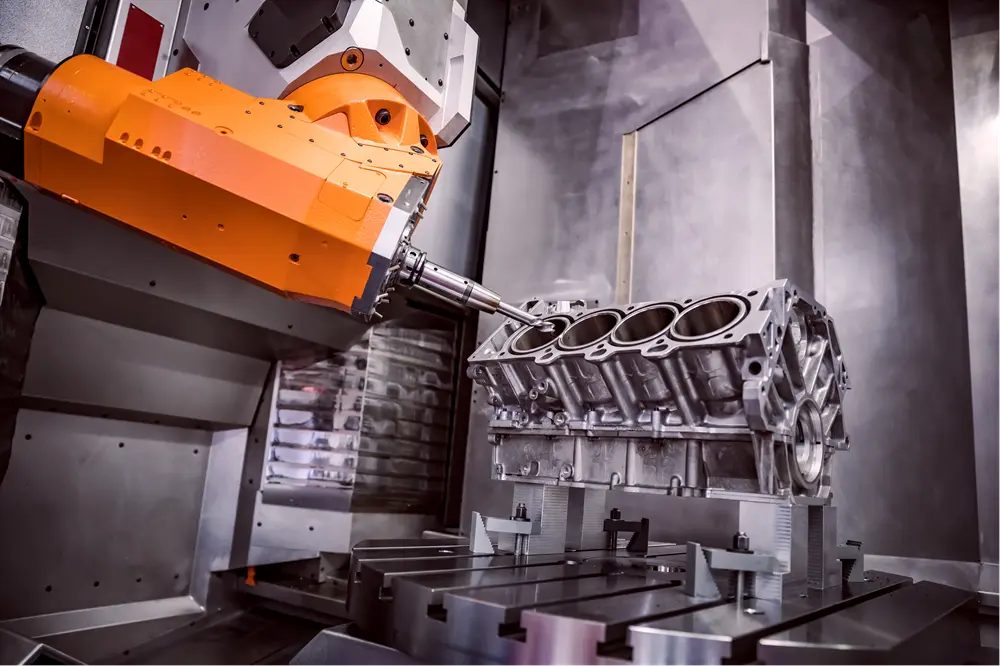
Secondary CNC Machining for Cast Parts
Many production parts use both processes. Casting forms the main shape, and CNC machining finishes the features that affect fit, sealing, rotation, or alignment.
A bearing bore may be reamed to H7 tolerance. A sealing face may be milled flat to a specified Ra value. Threaded holes, datums, gasket lands, and mounting faces often need machining because as-cast dimensions are not enough for final assembly.
Machining allowance should be planned during design. A typical allowance of about 0.5 to 2.0 mm gives the CNC process enough material to clean up casting variation without cutting too deep.
Suppliers that support both die casting and in-house CNC machining, such as Rollyu Precision, can reduce handoff risk by keeping casting review, machining, inspection, and documentation under one workflow.
How Do Tolerances, Finishing, and Quotes Affect Casting Cost?
Casting cost is shaped by more than alloy and volume. Tolerance callouts, machining allowance, surface finish, inspection requirements, and RFQ detail can all change the final quote.
Casting Tolerances and Machining Allowance
As-cast tolerance depends on the casting process. Sand casting is typically looser, die casting and investment casting are tighter, and permanent mold casting sits between them.
Tighter tolerance requests can require better tooling, slower processing, added inspection, or more secondary machining. That added control raises cost, so drawings should separate functional features from non-critical geometry.
Machining allowance is also important. Too little allowance can leave as-cast variation on a finished surface. Too much allowance increases machining time and removes the cost benefit of casting.
Surface Finishing and Post-Processing Needs
Cast parts often need deburring, shot blasting, vibratory finishing, bead blasting, polishing, anodizing, passivation, plating, or powder coating. The right finish depends on material, appearance, corrosion resistance, conductivity, cleanliness, and end-use environment.
Medical, semiconductor, and precision equipment parts may need additional cleaning, electropolishing, passivation, or surface roughness checks. Each step adds lead time and should be included in the RFQ.
RFQ Details and Pricing Accuracy
An accurate casting quote should include STEP or IGES files, 2D drawings, alloy grade, expected volume, target lead time, tolerance callouts, surface finish requirements, and documentation needs.
Buyers should also identify functional surfaces, pressure requirements, cosmetic areas, and inspection expectations. Missing details force suppliers to price with assumptions, which can create quote changes after DFM review.
FAQ
Is Casting Stronger Than Machining the Same Part From Billet?
Machined billet is usually stronger than a cast part made from the same alloy because casting can introduce porosity and less consistent grain structure. This matters most in fatigue-loaded, pressure-rated, or safety-related parts. Vacuum-assisted casting, heat treatment, and proper inspection can improve casting performance, but billet or forging may still be safer for high-stress designs.
How Do I Know if My Part Design Is Suitable for Casting?
A part may be suitable for casting if it has complex geometry, stable design requirements, enough wall thickness for clean fill, and projected volume high enough to justify tooling. Draft angles, internal radii, and uniform wall sections improve mold release and reduce defect risk. If the design is still changing or every surface needs tight tolerance, CNC machining is usually the better starting point.
Who Should Skip Casting and Go Straight to CNC Machining?
Teams with low volumes, frequent design revisions, or tight tolerances across most features should usually start with CNC machining. Casting tooling becomes risky when geometry changes often because mold updates add cost and lead time. CNC machining also fits materials such as PEEK, Invar, titanium, and specialty alloys when casting is not practical.
What Should I Do if a Cast Part Has Internal Porosity After Delivery?
Internal porosity should be reviewed with inspection data before the part is used in a pressure, sealing, or fatigue-loaded application. X-ray, CT inspection, pressure testing, or section analysis can help locate subsurface voids. For future runs, the RFQ should define porosity limits, inspection methods, and process controls such as vacuum assistance or post-cast treatment.
When Should I Pick Casting Over 3D Printing for Metal Parts?
Casting is usually better when the design is stable and the quantity is high enough to reduce tooling cost per part. Metal 3D printing is useful for prototypes, lattice structures, and fast design trials, but per-part cost can stay high. Casting often becomes more practical for repeat production when the part can be molded, finished, and inspected consistently.
