
Powder coating can easily destroy a precision machined part if treated purely as a cosmetic step. Blocked threads, shrunken bearing bores, warped aluminum housings, and misaligned brackets are common results of poor application, leading directly to assembly failures.

Powder Coating for CNC Machined Parts: A Critical Dimensional Process
Applying a tough finish to machined parts requires strict engineering control. Without it, coating buildup easily ruins mechanical function. At Rollyu Precision, we treat powder coating as a critical dimensional step, ensuring your custom metal components arrive visually flawless, fully protected, and perfectly ready for immediate assembly.
Preserving Ultra-Tight Tolerances
Machining a component to strict ±0.005mm tolerances is wasted effort if standard powder coating ruins the dimensions. We prevent tolerance stack-up by treating the final finish as a critical physical requirement. Through engineered masking layouts and strict thickness control, we ensure the protective layer never interferes with mechanical fit. Send your CAD files to our engineering team today for a comprehensive coating review and rapid quote.
Navigating Complex Geometries
Deep pockets, blind holes, and sharp interior corners create “Faraday cage” effects, making uniform powder coverage extremely difficult on complex machined parts. To overcome this hurdle, we meticulously adjust our gun voltages and optimize grounding techniques. This allows us to drive powder deep into complex recesses to ensure full protection, all without causing heavy edge buildup or uneven surface textures.
Protecting Threads and Precision Interfaces
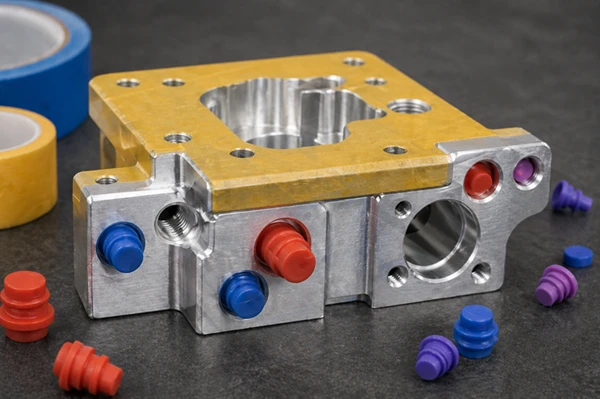
Even microscopic overspray on mating faces or inside tapped threads will instantly halt your assembly line. We pull exact bare-metal zones directly from your CAD data, using custom high-temp plugs to keep functional interfaces pristine. Get parts that arrive hardware-ready with zero rework. Send your CAD files today for a rapid finishing review and quote.
Why Powder Coating Causes Assembly Failure
Powder coating fails in precision assemblies when treated as a cosmetic afterthought rather than a physical dimension. In tight-tolerance work, a few extra mils of coating can ruin a perfect fit, block threads, and warp metal. We engineer functional finishes to ensure components arrive perfectly assembly-ready.
Dimensional Alterations and Tolerance Stack-Up
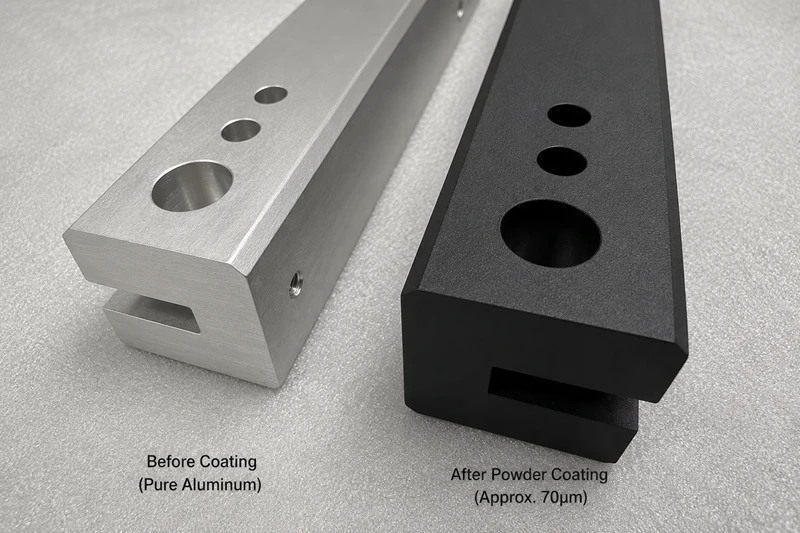
Designing CAD models without accounting for coating thickness is a costly trap. A standard 60–90μm layer quickly multiplies across mating surfaces, causing severe tolerance stack-up, binding fasteners, and turning precision machined components into unusable scrap.
Changes to Critical Dimensions
On a Ø10.00mm precision bore, coating buildup on both sides can reduce the effective diameter by up to 0.18mm. For interference-fit bearings or dowel pins, this microscopic change is enough to completely block assembly.
Preventing Stack-Up Early
We prevent binding by planning your finish before machining begins. By calculating pre-coating tolerances and offering thin-film alternatives like anodizing when necessary, we eliminate dimensional risks to guarantee a flawless final fit.
Compromised Threads and Functional Surfaces
Mating faces, bearing journals, and grounding points rely on exact tolerances. When functional surfaces aren’t rigorously protected with custom masking, precision disappears under hard coating buildup, completely ruining the part’s fit and causing immediate assembly failure.
Blocked Precision Threads
If tapped holes aren’t properly plugged, cured coating blocks threads, causing major assembly delays. We meticulously mask and plug all critical features so your parts arrive functional, requiring zero secondary rework.
Unstable Contact Areas
Coating remaining on contact surfaces compresses under load, causing torque loss and bolt loosening. Keeping structural zones completely coating-free ensures reliable metal-to-metal contact, consistent preload, and long-term stability.
Loss of Flatness on Sealing Surfaces
In fluid systems, uneven finish buildup instantly ruins O-ring seals. We rely on strict process controls to ensure your grooves and mating faces remain completely untouched, dimensionally perfect, and leak-free.
Thermal Curing and Metal Distortion
The intense heat required to cure powder finishes often releases trapped machining stresses, causing tight tolerances to unexpectedly shift. Without specialized thermal management, delicate geometries will easily twist, bow, or sag out of spec.
Warping in Thin-Walled Parts
Intense heat is unforgiving on thin parts, like a 1.5mm aluminum enclosure requiring 0.08mm flatness. We solve this by engineering custom racking methods specifically designed to support fragile structures and eliminate heat warping.
Dimensional Drift from Residual Stress
When baked, these internal forces relax. We tailor the exact curing environment to your alloy’s specific machining history, stopping the metal from shifting and keeping components true to print.
Thermal Curing Introduces Distortion
The heat required to cure finishes often releases trapped machining stresses, causing tight tolerances to unexpectedly shift. We tailor the thermal profiles within our powder coating services to prevent this residual stress from relaxing, keeping your final parts completely stable and dimensionally true.
Heat cycles affect thin wall parts
High oven temperatures easily warp thin-walled parts during the powder coat cure. We prevent fragile cross-sections from twisting by building custom racking fixtures that physically support your components in the oven. Get finished enclosures that remain perfectly straight and flat. Contact us today with your CAD files for a fast coating review and quote.
Residual stress causes dimensional drift
Heavy CNC machining traps internal stress that warps parts inside a powder coating oven. We prevent this dimensional drift by tailoring our thermal curing cycles to your specific alloy, ensuring your components stay true to print. Send your CAD files to our engineering team today for a fast finishing quote.
DFM Considerations Before Powder Coating CNC Parts
Successful powder coating on precision CNC machined parts begins during the design phase. By proactively planning for coating thickness, managing internal material stresses, and identifying critical functional interfaces, you can avoid costly assembly failures. Incorporating these design-for-manufacturing strategies ensures your finished components perfectly match exact blueprint specifications.
Managing Thermal Stress and Distortion
Aggressive CNC machining traps mechanical stress inside metal. During the high-temperature powder coating cure, these internal forces relax and cause unpredictable dimensional drift. We integrate specialized thermal management to keep tight tolerances completely stable.
Tailored Curing Environments
By adjusting the exact curing environment to match your specific alloy’s machining history, Rollyu Precision prevents the metal from warping or shifting, ensuring your final components remain completely true to print.
Dimensional Allowances and Critical Surfaces
Coating thickness must be accounted for before machining begins. A standard finish adds up to 80μm, which easily disrupts tight fits. Proper DFM planning prevents tolerance stack-up and preserves the integrity of crucial mechanical interfaces.
Pre-Machining Allowances
For general surfaces, we recommend allowing 50–80μm for coating buildup. For tight bearing bores, dimensions must be intentionally oversized prior to coating, or the area must be rigorously masked. Sealing surfaces must also remain entirely bare.
Avoiding Precision Sliding Surfaces
Powder coating should never be applied to dynamic or highly sensitive interfaces. Bearing journals, linear rail mounting surfaces, optical datum faces, electrical grounding interfaces, and precise sliding fits must remain strictly coating-free.
Thread Protection and Assembly Integrity
Coating threaded holes and chasing them afterward is a major mistake that causes edge delamination, cracked finishes, and ruined threads. Fasteners will seize during assembly, ultimately turning expensive machined enclosures into unusable scrap.
The Risks of Thread Chasing
Attempting to tap through cured powder coat creates microscopic cracks, edge chipping, and contamination particles. This practice leads to inconsistent fastener torque and severely weakens the structural integrity of the joint.
Engineered Masking Solutions
At Rollyu Precision, we prevent blocked threads by using high-temperature silicone plugs and custom masking layouts before the powder is applied. Post-cure, we rigorously verify all tapped holes using GO/NO-GO gauges to guarantee flawless assembly.
Applications for Powder Coated CNC Machining Parts
Demanding industries require highly specific performance standards from their powder-coated CNC machined components. We rigorously tailor custom masking layouts, thickness controls, and thermal curing cycles to meet the strict requirements of sectors like robotics, motion control, and life sciences. By engineering the finishing process to protect vital tolerances, we consistently deliver assembly-ready parts matching exact blueprint specifications.
Medical Devices and Healthcare Equipment
Medical components demand highly durable finishes that withstand aggressive sterilization protocols while maintaining tight functional tolerances. We apply high-performance, non-porous powder coatings for surgical robotics and diagnostic housings, ensuring your equipment meets the uncompromising safety and hygiene standards of the healthcare industry.
Cleanability and Particle Control
Medical enclosures must survive repeated chemical wipe-downs without degrading. Our controlled adhesion processes prevent flaking or particle shedding, eliminating severe contamination risks for sensitive diagnostic laboratory systems.
ISO 13485 Manufacturing Compliance
Manufacturing for healthcare demands absolute traceability. Our surface finishing operations maintain comprehensive documentation, strict lot control, and rigorous process validation to directly support your ISO 13485 regulatory requirements.

Robotics and Industrial Automation
High-speed robotic assemblies require tough finishes that withstand harsh factory environments without interfering with complex mechanisms. Our engineered powder coating process delivers maximum impact resistance for robotic structural frames, extending component lifespan while protecting the tight tolerances necessary for exact kinematic movements.

Exceptional Wear Resistance
Industrial automation equipment faces constant friction, vibration, and impacts. We apply heavy-duty powder formulations designed to resist abrasion and mechanical wear, significantly reducing maintenance downtime for automated machinery.
Protecting Functional Alignments
Automated systems rely on exact mechanical alignment. We strictly isolate delicate optical datum faces, precision sliding fits, and electrical grounding interfaces using custom masking to guarantee flawless mechanical assembly.
Lab Equipment and Life Sciences
Laboratory environments expose analytical instruments to harsh reagents, frequent handling, and heavy daily use. We provide premium surface protection for testing enclosures and lab automation hardware, applying specialized high-density coatings that deliver robust chemical resistance while meeting strict laboratory operating standards.
Barrier Against Harsh Chemicals
Life science equipment frequently contacts biological compounds and strong solvents. Our dense powder coatings create a robust chemical barrier, preventing surface degradation, staining, and corrosion on critical lab enclosures.
Long-Term Operational Stability
Lab instruments endure constant physical interaction. Our precise curing cycles create an impact-resistant shell that withstands repeated scratching and aggressive cleaning, ensuring reliable functionality over a long operational lifespan.
Precision Motion Control Systems
Advanced motion control components rely on exact alignment to function accurately. Uneven finish thickness easily disrupts motor mounting precision, bracket alignment, and rail parallelism. We utilize customized masking strategies to ensure these high-performance systems run smoothly, accurately, and entirely without binding.
Preserving Interface Stability
Mating surfaces must remain completely stable under dynamic loads. We keep critical mounting interfaces perfectly bare to prevent uneven bolt preload, which stops linear rails from twisting or losing repeatability.
Strict Precision Fit Requirements
High-performance systems rely on tight mechanical tolerances. By strictly controlling powder application thickness and thermal cycles, we ensure coated components assemble seamlessly without interference, preserving critical mechanical alignments.
Engineered Powder Coating and Inspection Process
A premium finish must never compromise tight assembly tolerances. Our engineered powder coating process begins by analyzing CAD models to identify dimensional risks and map out precise masking layouts. By utilizing automated electrostatic application, strictly controlling thermal curing cycles, and conducting rigorous mechanical inspections, we ensure your components arrive dimensionally accurate, highly durable, and completely ready for immediate assembly.
Surface Preparation and Adhesion
Durable finishes require exact surface preparation. We utilize a strict multi-stage degreasing, acid pickling, and phosphating process to strip away microscopic contaminants and machining oils. This chemical etching creates an ideal mechanical profile, locking the polymer to the substrate and guaranteeing maximum long-term bonding strength.
Precision Masking and Interface Protection
We treat masking as a critical engineering requirement to protect interference fits and complex mating surfaces. Using custom high-temperature silicone plugs and dedicated layouts, we strictly isolate threaded bores, optical datums, and sealing faces. This prevents expensive post-process rework and ensures hardware seats smoothly.
Controlled Coating Thickness Application
Applying powder is a calculated buildup of material, typically targeting a standard 50 to 120-micron window. By strictly regulating electrostatic spray parameters based on your specific blueprint tolerances, we deliver a uniform protective layer without causing heavy edge buildup or risking severe dimensional stack-up.
Thermal Curing and Stress Management
Curing is a carefully calculated thermal process to cross-link the polymer without jeopardizing part geometry. We manage oven temperature gradients with controlled ramp-up and cool-down profiles based on alloy mass. This engineered approach prevents residual machining stress from relaxing and warping fragile thin-walled sections.
Comprehensive Quality and Inspection
Every batch undergoes rigorous physical verification before shipping. We utilize advanced digital gauges to measure dry film thickness across multiple data points, while cross-hatch tests confirm structural adhesion. Visual inspections under high-intensity lighting ensure crisp masking lines and a completely flawless, defect-free protective finish.

Materials We Support
Not all metals react the same way to heat and electrostatic finishing. We tailor our powder coating process to support a variety of industrial metals, including aluminum, carbon steel, and stainless steel alloys. By adjusting our surface preparation and curing cycles for each specific material, we guarantee maximum powder adhesion and superior corrosion resistance. Your parts receive a durable, premium finish regardless of the base metal.
Powder Coated Aluminum
Powder coating won’t stick to aluminum unless you properly strip its natural oxide layer. We use a strict chemical pretreatment to ensure the finish bonds permanently to your machined parts, delivering extreme corrosion resistance without blowing out tolerances. Send your CAD files today for a fast finishing quote.
Powder Coated Steel
Raw steel is highly vulnerable to rust and demands robust protection. Our finishing process begins with aggressive surface preparation to completely remove mill scale and contaminants. We then bake on a dense polymer shell that seals out moisture, guaranteeing maximum corrosion resistance and exceptional durability for your heavy duty industrial steel components.
Powder Coating Stainless Steel
While stainless steel inherently resists corrosion, some applications demand the visual appeal or extreme barrier protection of a powder coat. Because its smooth surface naturally resists adhesion, we use targeted abrasive blasting to create an aggressive mechanical profile. This ensures the powder permanently bonds to the alloy, delivering a tough, visually flawless finish.
| Base Material | Pre-treatment Process | Adhesion Rating (ASTM D3359) | Key Industry Application |
| Aluminum (6061/7075) | Degreasing + Chromate/Phosphate | 5B (Superior) | Medical & Aerospace |
| Carbon/Cold Rolled Steel | Sandblasting + Zinc Phosphating | 4B – 5B | Automation & Robotics |
| Stainless Steel | Abrasive Blasting (Surface Profile) | 4B | Lab & Life Sciences |
| Zinc/Alum Die Casting | Pre-heating (Outgassing) + Passivation | 4B | Electronic Enclosure |
Powder Coating vs Other Finishes
Choosing the right finish is critical for your machined and sheet metal components. Compared to traditional wet paint, powder coating delivers superior durability, resisting chips, scratches, and harsh chemicals while emitting zero VOCs. While chemical finishes like anodizing or plating offer extremely tight tolerances, powder coating provides a much thicker, impact resistant protective shell and a wider variety of colors and textures. This makes it an ideal, long lasting choice for demanding industrial, medical, and automation applications.
Powder Coating vs Anodizing
Choosing between powder coating and anodizing depends on your component’s specific application. While both provide excellent corrosion resistance and aesthetic appeal for metal parts, they interact with the substrate differently. Understanding the distinction between an electrochemical conversion and a durable baked on polymer shell ensures you select the optimal finish.
Powder coating: thicker, protective layer
Powder coating applies a thick, baked on polymer layer over the metal surface. This creates an incredibly durable, impact resistant shell that excels at hiding minor surface imperfections. It is ideal for components requiring heavy duty protection against wear, harsh chemicals, and outdoor elements, offering vibrant colors and varied textures.
Anodizing: thin, precise, better for tight tolerance
Anodizing is an electrochemical process that converts the metal surface into a highly durable oxide finish. Because the layer is exceptionally thin and integrates directly with the substrate, it is the superior choice for high precision machined parts where maintaining extremely tight mechanical tolerances and precise assembly fits is critical.
Powder Coating vs Painting
Selecting the ideal finish is critical for your components, as choosing the wrong process often leads to assembly failure. Both powder coating and wet painting offer distinct advantages depending on your requirements. Understanding their differences in application, durability, and thickness ensures you make the right choice for your project.
Powder coating: durable, uniform
Powder coating provides an exceptionally durable, uniform finish. Applied as a dry powder and baked into a solid polymer shell, it offers superior resistance to chips, scratches, and fading. This makes it ideal for industrial parts requiring maximum protection and a consistently flawless, heavy duty surface.
Painting: thinner, more flexible
Wet painting applies a thinner, more flexible layer of pigment and resin. This thin profile is highly suitable for complex geometries or assemblies where tight clearances are critical. It offers excellent custom color matching and is ideal for substrates unable to withstand high baking temperatures.
| Feature | Powder Coating | Anodizing | Wet Paint |
| Typical Thickness | 50μm – 120μm (Thick) | 5μm – 25μm (Ultra-thin) | 15μm – 50μm (Thin) |
| Wear & Impact Resistance | Excellent (Flexible shell) | High (Surface hardness) | Moderate |
| Tolerance Control | Challenging; requires masking | Excellent; ideal for fits | Moderate |
| Corrosion Resistance | Excellent | Excellent (Aluminum only) | Varies by coating type |
| Color/Texture Options | Unlimited + Textures | Limited to metallic tones | Unlimited |
| Environmental Impact | Eco-friendly (Zero VOCs) | Moderate (Chemical baths) | Poor (Solvent emissions) |
Why Choose Rollyu Precision’s Powder Coating Services
A durable finish shouldn’t ruin a tight tolerance. We built our powder coating line specifically for the demands of medical, robotics, and motion control manufacturing. Instead of just spraying parts, we engineer the masking and regulate thickness so critical interfaces remain untouched. You receive fully protected, assembly-ready components that easily survive harsh industrial environments without binding or dimensional stack-up.
Engineered Masking for Machined Features
We don’t just tape over holes. When a motion control client needed tapped M4s and a flat linear rail bed kept bare, we engineered custom silicone plugs and die-cut Kapton layouts. This protected the precision interfaces, preventing tolerance stack-up and ensuring the carriage bolted down without twisting.
Proactive DFM and Tolerance Reviews
We catch stack-up risks before the spray gun fires. Our engineering team reviews your CAD files to define exact pre-coating allowances. Recently, we advised a robotics customer to oversize their bearing bores by 0.05mm, ensuring a flawless press-fit after the heavy-duty structural finish was applied and cured.
ISO 13485 Compliant Medical Finishes
Medical housings require finishes that survive aggressive sterilization without shedding particles into sensitive diagnostic bays. Operating under strict ISO 13485 guidelines, we maintain full lot traceability and validate oven curing cycles to deliver a dense, non-porous surface that easily handles harsh chemical wipe-downs without flaking.
Verifying Adhesion and Impact Strength
Visual inspections aren’t enough for structural parts. We physically verify adhesion through cross-hatch and impact testing so the finish never chips under heavy industrial wear. Combined with our precise masking, your tight-tolerance components arrive fully protected and assembly-ready. Send your CAD files today for a fast finishing quote.
FAQ
What is powder coating
Powder coating is a dry finishing process where powder is electrostatically applied and cured under heat to form a protective layer.
How thick is powder coating
Typically 50–120 microns (0.05–0.12 mm), but thickness varies depending on geometry and application.
Does powder coating affect tolerances
Yes. Coating adds thickness and can change fits, threads, and sealing surfaces if not properly controlled.
Can CNC machined parts be powder coated
Yes, but requires masking, thickness control, and tolerance compensation to ensure proper assembly.
Is powder coating better than anodizing
Not always. Powder coating is thicker and more durable, while anodizing is thinner and better for precision tolerances.
How long does powder coating last
Powder coating can last 10–20 years depending on environment, material, and process quality.
Conclusion
Don’t let a poor finish ruin a precision machined part. Rollyu Precision combines ISO-certified quality control with advanced masking to deliver durable powder coatings that protect your metal without compromising tight mechanical tolerances. Your components will arrive fully protected and ready for immediate assembly. Contact our engineering team today with your CAD files for a comprehensive coating review, rapid DFM feedback, and a competitive quote.
