

Tapping is one of the riskiest late-stage operations in CNC machining. When a worn tap breaks inside a finished titanium or stainless steel part, the workpiece may require EDM removal, rework, or even scrapping.
Most CNC threaded features are made with tapping or thread milling:
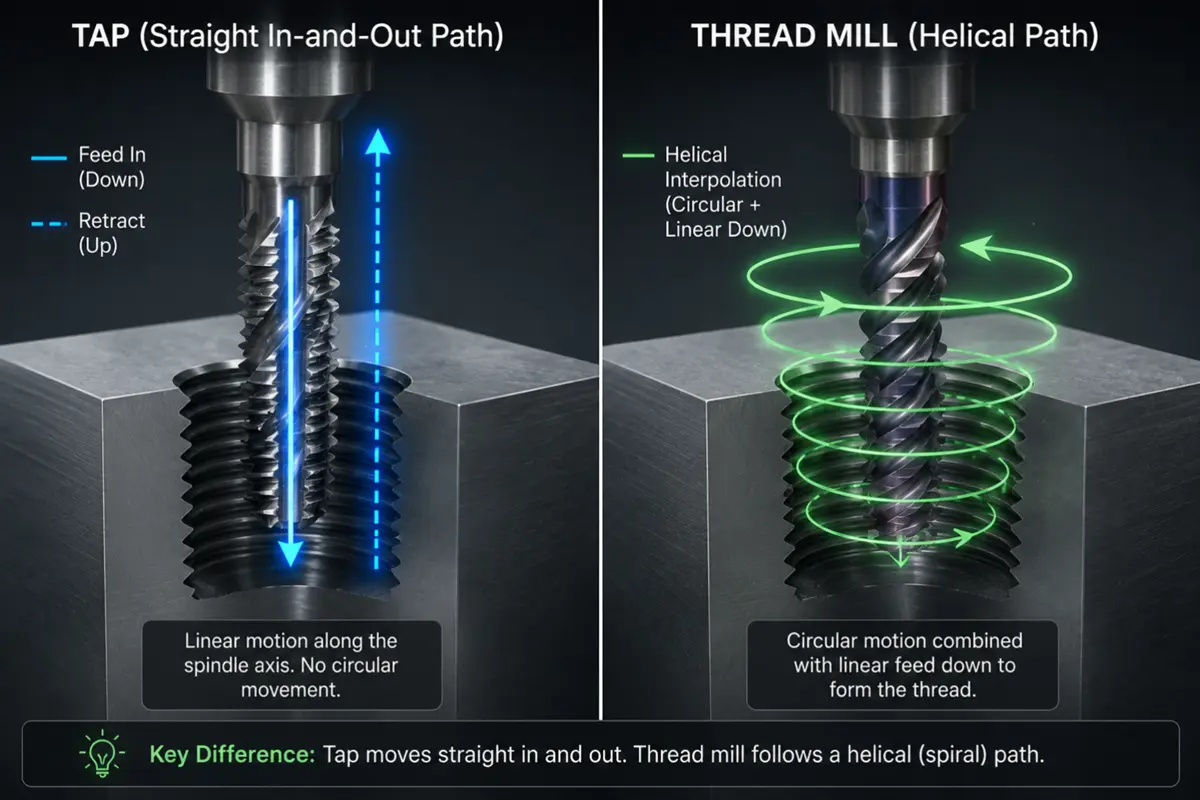
- Tapping drives a dedicated tool straight into a pre-drilled hole, making it fast for high-volume standard threads in machinable metals.
- Thread Milling uses a rotating cutter along a CNC helical path, reducing tool breakage risk when machining tough or high-value alloys.
What Are the Key Differences Between Thread Milling and Tapping?
When comparing a tapped hole vs threaded hole, the main manufacturing choice comes down to tool motion, chip control, thread fit adjustment, and scrap risk.
| Parameter | Thread Milling | Tapping |
|---|---|---|
| Tool Motion | CNC helical interpolation | Synchronized linear axial feed |
| Tooling Versatility | High (cuts multiple sizes with same pitch) | Low (dedicated to one specific size) |
| Pitch Adjustability | Adjustable via CNC offsets | Fixed tool dimension (no adjustability) |
| Chip Evacuation | Better chip clearance (tool is smaller than the hole) | Restricted (chips must travel up flutes) |
| Scrap Risk on Failure | Lower (tool falls loose, easy extraction) | Higher (tap binds tightly, requires EDM) |
Helical Toolpaths and Spindle Synchronization
Thread milling uses a rotating cutter that follows a CNC helical path. The tool combines circular X-Y motion with Z-axis feed to cut threads with lower cutting pressure. Rigid tapping drives a dedicated tap straight into the hole and requires synchronizing the spindle RPM with the Z-axis feed rate to avoid pitch error.
Tooling Versatility and Thread Types
Tapping requires a specific tool for every thread size, pitch, and type. Thread milling offers more tooling flexibility. Because the tool is smaller than the hole, operators can use a single thread mill to machine:
- Left-hand and right-hand threads
- Internal holes and external studs
- Multiple hole diameters sharing the exact same thread pitch
Pitch Diameter Adjustability
CNC operators can adjust thread pitch diameter with program offsets. This helps compensate for secondary finishes such as anodizing or plating. Taps maintain a fixed physical size and offer no diameter adjustability during the machining cycle.
Chip Evacuation and Thread Quality
Standard tapping shears metal in a confined space and forces chips up the flutes, which can score the internal walls. In contrast, a thread mill’s smaller diameter provides natural clearance, giving coolant and chips more room to move. This improves thread finish and reduces flank damage risk.

Risk of Tool Breakage and Scrap Rates
A broken tap can bind tightly inside the hole and may require EDM removal, which increases the risk of rework or scrap. A broken thread mill is usually easier to remove. This recovery advantage reduces the risk of scrapping expensive parts, especially when threading occurs late in the machining sequence.
When Should You Choose Thread Milling for Your Project?
Thread milling is often a better choice for high-value components, tough materials, large threads, and features that need tighter process control.

Machining Hard Metals and Tough Alloys
Tapping titanium, 316 stainless steel, and Inconel often requires higher torque, which can increase tool wear and breakage risk. Thread milling can handle these materials with lower cutting forces because smaller chip loads reduce heat buildup and tool stress.
Cutting Large-Diameter Threads
As thread diameter, pitch, and material toughness increase, tapping requires more spindle torque. Thread milling can reduce machine load by cutting the thread with a smaller interpolating tool.
Threading Blind Holes With Limited Bottom Clearance
Taps usually need bottom clearance for the chamfer and chip control, even when bottoming taps are used. Thread milling can often cut usable threads closer to the bottom of a blind hole, while leaving more control over chip evacuation and tool exit.
Protecting High-Value CNC Parts From Scrap
For high-value titanium, stainless steel, or semiconductor components, thread milling can reduce the chance that one broken tool ruins a part after hours of prior machining.
This matters when the threaded hole is added after milling, turning, heat treatment, or finishing, since the part already carries accumulated material costs and machining time.
When Is Tapping the Better Choice for CNC Parts?
Tapping is often the more economical method for high-volume standard threads in easy-to-machine alloys.
Speeding Up High-Volume Production Runs
Tapping maximizes throughput because the tool finishes the thread in a single down-and-up stroke. When analyzing machinability in aluminum 6061 vs 7075, this rapid cycle makes tapping the fastest method for processing hundreds of small holes in the softer 6061 alloy.
Lowering Upfront Tooling Costs
Standard high-speed steel taps usually cost less than solid carbide thread mills, so tapping can lower upfront tooling costs on standard threads. This cost advantage is strongest when the material is easy to machine and the thread does not require special tooling or tight fit adjustment.
Simplifying Programming for Standard CNC Machines
Tapping utilizes standard G84 canned cycles, making programming straightforward on basic 3-axis CNC systems. This reduces initial setup times by eliminating the need to write and verify complex helical interpolation code.
How Do Threading Methods Impact Production Cost and Part Quality?
While tapping offers lower tool-level costs and shorter cycles, thread milling can lower quality-related costs when scrap risk, tool recovery, or thread fit adjustment matters.
Balancing Setup Times and Cycle Times
Thread milling usually takes longer to program and run per hole. Tapping needs less setup time and supports faster throughput once continuous production begins.
Verifying Thread Accuracy with Precision Gauges
For sealing or high-rigidity assemblies, thread depth and fit must be verified carefully. Rollyu Precision can check these features with GO/NO-GO gauges, while critical machined dimensions are verified with calibrated inspection tools.
Controlling Tool Wear and Cost per Part
Thread mills allow CNC offset compensation. Operators can adjust for tool wear and keep thread fit closer to the target over longer runs. Taps offer less in-cycle adjustment, so worn tools are usually replaced before they create oversized, undersized, or rough threads.
How Should You Design Threads for CNC Manufacturing?
Good thread design starts with standard sizes, practical thread depths, and early DFM review from an experienced supplier of custom CNC machining parts.
Using Standard Thread Sizes to Cut Costs
To avoid the extended lead times and expenses associated with custom tooling, designers should specify standard UNC, UNF, or Metric sizes whenever possible.
Limiting Thread Depth in Difficult Materials
In difficult materials, designers should avoid unnecessarily deep threads because deeper holes increase tool load, chip packing, and inspection risk. Many standard parts can use shorter thread engagement provided the joint strength still meets the design requirement.
Working with a Precision CNC Machining Partner
A precision CNC machining partner can review thread size, depth, material, tolerance, finishing, and inspection method before production starts.
At Rollyu Precision, this DFM review is supported by CNC machining experience, calibrated inspection tools, thread gauges, and documentation control, so threaded features are designed for both machining and verification.
FAQ
Can you thread mill small internal holes?
Yes, but small internal threads depend on the tool, material, hole size, and thread depth. Micro tapping or form tapping is often more practical for very small holes because small thread mills have limited rigidity and availability. Thread milling becomes more practical when the hole size and depth allow enough tool stability.
Should you use a form tap or thread mill for small holes?
Form tapping is often more practical for small holes in ductile materials. A form tap displaces material instead of cutting chips, which helps avoid chip packing in small blind holes. It also avoids the lateral cutting forces that can deflect very small thread mills.
Is thread milling slower than tapping?
Yes, thread milling is usually slower per hole than tapping. Thread milling follows a helical toolpath, while tapping cuts or forms the thread in a direct axial cycle. The slower cycle can still make sense when tool recovery, thread fit adjustment, or scrap risk matters.
Which method is better for blind holes?
Thread milling is often better for blind holes when bottom clearance and chip evacuation are difficult. It can cut usable threads closer to the bottom while reducing the risk of a tap binding near the hole base. Tapping can still work when the design leaves enough clearance and the material machines cleanly.
When is thread milling used for medical device parts?
Thread milling is often used for medical device parts when the material is tough, the part is expensive, and a broken tap would create scrap, rework, inspection, or traceability risk. It fits titanium or stainless steel components that need stable thread fit and verified quality. For very small threads, tapping or form tapping may still be more practical.
