
According to a 2023 China Foundry Association report, factories produced nearly 52 million tons of metal castings. U.S. steelmakers used over 41 million tons of scrap just to keep up. Demand is high because metal components need to be strong and cost effective to make.
But with the global market moving this fast, your margin for error is virtually zero. Picking the right custom metal casting process is key for your profitability. The wrong choice wastes weeks of lead time and severely inflates your production budget. This guide covers the main casting methods, materials, and pros and cons.
What is Casting and How Does it Work?
Casting is the process of pouring molten metal into a mold to create a desired shape. It is the best option when machining a complex part from a solid block takes too long or costs too much.
The process follows five basic steps:
- Pattern: Create a physical model of the final part.
- Mold: Pack material around the pattern. Pulling the pattern out leaves an empty cavity in the exact shape you want.
- Pouring: Melt the metal and pour it directly into that empty space.
- Cooling: Allow the metal to sit until it turns solid.
- Finishing: Break the mold to get the part, then cut off any rough edges.

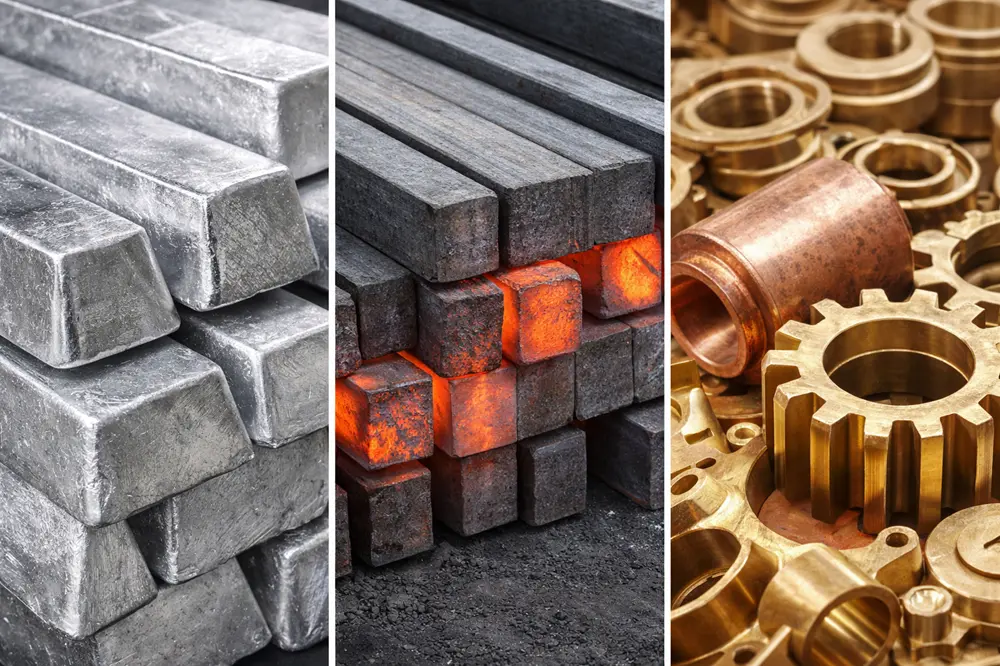
Common Metal Casting Materials and Alloys
Foundries cast metals into molds when the material reaches its liquid state. Each metal handles the melting, pouring, and cooling phases differently.
Aluminum and Aluminum Alloys
Aluminum melts easily at around 1,220°F (660°C). Molten aluminum flows exceptionally well into complex casting mold cavities. It cools rapidly and maintains complete structural integrity without cracking during solidification, making it the standard metal for components with thin walls in die casting and sand casting.
Cast Iron and Steel
Cast iron offers high fluidity when melted. Liquid iron fills deep mold spaces easily and shrinks very little while turning solid.
Carbon and stainless steel behaves differently because it requires extreme melting heat above 2,500°F (1,370°C). Liquid steel shrinks significantly during the cooling phase, forcing foundries to design specialized risers to stop internal voids from forming.
Copper, Brass, and Bronze
Melted copper absorbs surrounding gases quickly, which creates porous, weak sections inside the mold. Adding zinc creates brass alloys.
Zinc immediately improves the liquid flow and lowers the required pouring heat. Adding tin creates bronze alloys.
Bronze requires strict temperature control in the furnace but ultimately solidifies with almost zero shrinkage.
Zinc and Magnesium Alloys
Zinc boasts the highest castability among common metals. Molten zinc glides into tiny mold sections rapidly without sticking to steel dies.
Liquid magnesium behaves more aggressively because it reacts instantly with oxygen. To prevent fires during casting, facilities must pump a protective gas layer over magnesium before pouring it into the mold.
6 Main Types of Metal Casting Processes
Manufacturers choose between casting methods based on required production speed, part size, and surface finish.
Sand Casting
Sand casting is a process that forms a mold by packing sand around a master pattern before pouring liquid metal inside to harden.
- Pros: Cheap tooling. Sand molds accommodate almost any metal without dimensional limits.
- Cons: Rough surface finish. Operators must completely destroy the mold to retrieve the metal, preventing rapid cycling.

Plaster Casting
Plaster casting is a precision method that packs a liquid plaster mixture around a pattern instead of sand to capture fine details.
- Pros: Excellent surface finish. Plaster molds produce highly accurate dimensions requiring zero extra machining.
- Cons: Low heat tolerance. Plaster breaks down under extreme melting temperatures, restricting this method strictly to metals like aluminum or zinc.
Die Casting
Die casting forces molten metal into reusable steel molds under high pressure. This high-volume method efficiently mass-produces custom Die Casting parts.
- Pros: Massive production speed. A single steel die produces thousands of identical shapes with extremely tight dimensional tolerances.
- Cons: High initial cost. Cutting steel dies requires a massive upfront budget, making the process financially unviable for small runs.
Investment Casting
Investment casting is a high-precision process where molten metal is poured into a ceramic mold created from a wax pattern.
- Pros: Intricate geometry. Investment casting creates complex internal shapes without secondary machining.
- Cons: Very expensive. The multi-step ceramic and wax process takes significant time and raises operational costs.
Gravity Casting
Gravity casting is a permanent mold process where molten metal is poured into a steel or iron mold, relying solely on gravity to fill the cavity.
- Pros: Stronger mechanical properties. This process traps significantly less air than high-pressure methods, drastically reducing internal porosity.
- Cons: Slow cycle times. The natural pouring and cooling process physically limits production speed.
Vacuum Casting
Vacuum casting is an advanced method that draws molten metal upward into a mold cavity, using a vacuum to completely remove trapped air.
- Pros: Zero air pockets. Vacuum casting creates structurally flawless geometry required for applications facing extreme physical stress.
- Cons: Expensive equipment. This method requires specialized machinery and strict operational controls to maintain the continuous vacuum seal.
Different Types of Casting Comparison Table
Here is a quick comparison table of the 6 main types of casting:
|
Casting Type |
Best Feature | Tooling Cost | Surface Finish |
Cycle Speed |
|
Sand Casting |
Handles unlimited size | Low | Rough | Slow |
| Plaster Casting | Captures fine details | Low | Excellent |
Slow |
|
Die Casting |
Unmatched high-volume speed | High | Very Good | Very Fast |
| Investment Casting | Creates complex internal geometry | High | Excellent |
Slow |
|
Gravity Casting |
Reduces internal porosity | Medium | Good | Medium |
| Vacuum Casting | Eliminates air pockets | Very High | Excellent |
Slow |
What is Casting Used For?
Industries rely on metal casting when machining parts from solid blocks costs too much or takes too long.
Medical and Healthcare
Toolmakers cast medical-grade stainless steel and titanium into scalpels, pacemakers, and joint replacements. But raw castings rarely meet the strict dimensional standards for surgery. Finalizing these parts requires ISO 13485 certified medical CNC machining solutions.
Automotive
Die casting plants supply aluminum and magnesium engine blocks, transmission cases, and wheels to car factories worldwide. Swapping heavy steel components for cast aluminum cuts vehicle weight, which directly improves fuel economy.
Aerospace and Aviation
Foundries cast turbine blades and airframe joints for the aerospace industry. These components must survive constant flight vibration and extreme heat. Vacuum and investment casting eliminate weak air pockets inside the metal, keeping the final part structurally sound mid-flight.
How to Choose the Right Custom Casting Method
Picking the right casting method comes down to three factors: how many parts you need, the quality you expect, and what you can afford.
Production Volume
Die casting handles high-volume orders better than any other method. One steel die can produce tens of thousands of identical parts before wearing out.
Sand casting and investment casting work better for small batches or one-off prototypes because mold costs stay low regardless of order size.

Tolerance and Finish Requirements
Investment and plaster casting provide solid baseline finishes. However, achieving tolerances down to ±0.005mm requires CNC machining. Rollyu handles this 5-axis post-processing to ensure your cast parts meet strict assembly specs.
Sand casting sits on the opposite end. Sand-cast parts almost always require grinding, drilling, or machining before they are ready for assembly.

Budget and Cost
Sand casting carries the lowest upfront cost. The sand molds are cheap to make and easy to replace.
Die casting flips this equation. The steel dies are expensive to cut, but the per-part cost drops sharply once production volumes climb into the thousands.
Investment casting consistently runs the highest per-part cost because of the labor-intensive wax and ceramic steps.
FAQ
Is Casting Stronger Than Forging?
No. Forging produces stronger parts because intense pressure creates a continuous grain flow. However, casting excels at complex internal geometries. To ensure your cast component meets specific load requirements, always consult a metal strength chart before selecting your alloy.
What’s the Difference between Casting and Injection Molding?
Casting uses molten metal, while injection molding uses melted plastic. When comparing Die casting and Injection molding, the process also differs. Casting pours liquid metal into sand, ceramic, or steel molds, whereas injection molding forces melted plastic into a steel die under pressure.
What Is the Most Popular Type of Casting?
Sand casting is the most widely used casting method in the world. Sand molds are cheap to build, work with nearly any metal, and handle parts of almost any size. Die casting ranks second, especially in industries that need high-volume production of small, precise parts.
Conclusion
The ideal casting method depends on volume, complexity, and tolerance. Sand casting is economical for low to moderate volumes. Die casting supports mass production. Investment and vacuum casting are ideal for precise components.
Match your project to the right method to make an informed decision. Then, trust us at Rollyu Precision. Our CNC post-processing turns raw castings into finished parts.
