

Wire Electrical Discharge Machining (Wire EDM) is a non-contact manufacturing process that uses a thin, electrically charged wire to cut conductive metals. According to Thomasnet, this process routinely holds tolerances of ±0.0002 inches (±0.005 mm) regardless of material hardness.
This guide covers how Wire EDM works, the materials it cuts, its main pros and cons, and core industry applications.
How Does Wire EDM Work?
Wire EDM cuts metal using a charged wire that generates continuous electrical sparks. The wire slices through the workpiece without ever touching it.
The Process involved:
- The Wire Electrode: A spool continuously feeds a thin brass or zinc-coated wire through the machine. This keeps the cutting tool fresh and prevents it from breaking.
- Electrical Sparks: The machine sends rapid voltage pulses down the wire. These sparks get hot enough to melt and vaporize the metal right along the cutting path.
- Dielectric Fluid: The entire cutting zone sits under deionized water. The water acts as an insulator until the spark jumps. It instantly cools the molten metal and washes the debris away.
Since the wire never makes physical contact, Wire EDM applies zero cutting pressure to the workpiece. This means factories can machine incredibly thin, hardened, or delicate parts without worrying about the metal bending or warping.

Pros and Cons of Wire EDM Machining
Wire EDM brings extreme precision to hard metals but sacrifices cutting speed compared to traditional milling.
Pros of Wire EDM
The non-contact, thermal cutting action bypasses the physical limits of traditional solid tools.
- No Mechanical Stress: The wire never pushes against the metal. Operators can cut thin-walled or fragile parts without warping them.
- Cuts Extremely Hard Metals: The process uses thermal sparks to erode material. It cuts titanium and hardened tool steel just as easily as soft aluminum.
- High Precision: The machine routinely holds tolerances down to ±0.0002 inches. Parts often finish directly on the machine without needing secondary grinding.
- Sharp Inside Corners: The wire is extremely thin, typically 0.004 to 0.012 inches. It easily cuts sharp internal geometries that round end mills cannot fit into.
Cons of Wire EDM
The reliance on electrical sparks limits both material compatibility and production speed.
- Requires Conductive Material: The process relies on an electrical circuit. It cannot cut plastics, ceramics, or glass.
- Slow Cutting Speeds: Spark erosion removes metal slowly. For bulk material removal, CNC milling easily beats it.
- High Power Consumption: Generating continuous, high-voltage sparks requires significant electricity. This drives up operational costs.
What Materials Are Compatible with Wire EDM?
Wire EDM can machine almost all conductive materials, even those with exceptionally high hardness or tensile strength.
Hardened Metals and Exotic Alloys
Thermal spark erosion easily slices through metals that quickly destroy traditional solid cutting tools.
- Titanium (Grade 2, Grade 5): The non-contact process machines titanium without causing the metal to harden from cutting pressure. While there are key differences between Grade 2 and Grade 5 titanium for manufacturing, Wire EDM efficiently cuts both, shaping Grade 5 (Ti-6Al-4V) aerospace components and Grade 2 medical implants with ease.
- Tool Steels: Operators can cut D2, A2, and H13 tool steels after the final hardening process. Slicing the metal in its fully hardened state prevents the severe distortion caused by heating and cooling.
- Exotic Alloys: The machine effectively cuts superalloys that resist extreme temperatures like Inconel and Hastelloy, as well as specialty alloys like Invar 36 and Kovar, avoiding the rapid tool wear associated with conventional CNC milling.
Standard Conductive Metals
Cutting performance on common industrial metals depends heavily on the material’s melting point and thermal conductivity.
- Stainless Steel: The wire cleanly cuts 300 and 400 series stainless steels leaving virtually no edge burrs. This ability to leave smooth edges is essential for medical instruments and parts used to manage fluid flow.
- Aluminum and Brass: High electrical conductivity allows for fast cutting speeds. However, operators must aggressively flush the cutting zone, as soft metal particles can quickly clog machine filters.
- Copper: Copper cuts slower than aluminum because its high thermal conductivity dissipates the spark’s heat rapidly. Manufacturers primarily use wire EDM on copper to create custom electrodes for traditional sinker EDM machines.
Material Cutting Comparison Table
Here is a quick reference for common metals.
|
Material Category |
Key Examples | Wire EDM Machining Behavior |
| Hardened Metals | Tool Steel (D2, A2) |
Cuts after final hardening; minimizes heat distortion. |
|
Exotic Alloys |
Titanium, Inconel | No mechanical force; avoids hardening from pressure. |
| Corrosion-Resistant Metals | Stainless Steel |
Leaves smooth edges with minimal burrs. |
|
Soft Conductors |
Aluminum, Brass | Fast cutting speeds; needs frequent filter cleaning. |
| Thermal Conductors | Copper |
Slower cutting due to rapid heat loss. |
What Are the Differences Between EDM Wire Cutting and Conventional EDM
Both methods erode metal using electrical sparks, but their unique electrode designs dictate entirely distinct manufacturing applications.
Tooling and Electrode Differences
The type of electrode used directly impacts machine uptime and recurring tooling costs.
- Wire EDM: Uses a continuously fed wire spool to slice through metal. The constantly refreshing wire prevents the tool from wearing out of tolerance.
- Conventional EDM (Sinker EDM): Uses a custom-machined solid electrode (usually graphite or copper) to burn into the metal. The electrode physically degrades during machining and requires frequent replacement.
Machining Geometry Capabilities
A machine’s electrode physically limits the types of shapes it can successfully carve into a workpiece.
- Wire EDM: Cuts profiles entirely through a workpiece, including sharp internal corners. It cannot carve partial-depth cavities.
- Conventional EDM: Sinks blind cavities, molds, and internal shapes that stop inside the part.
In manufacturing, toolmakers frequently rely on a combination of both EDM methods to machine the high-precision steel molds required for producing complex die casting parts.
Wire vs Conventional EDM Comparison Table
Here is a quick reference comparing the operational capabilities of both methods.
|
Feature |
Wire EDM |
Conventional (Sinker) EDM |
|
Tooling |
Spooled brass/zinc wire | Custom solid graphite/copper |
| Tool Wear | Zero (wire constantly refreshes) |
High (electrode wears down) |
|
Cut Type |
Cuts entirely through the part | Sinks blind cavities or molds |
| Common Use | Extrusion dies, gears, profiles |
Injection molds, forging dies |
What Are the Key Applications of Wire EDM?
Manufacturers use the process for jobs requiring high precision on hard metals.
Medical Implants and Surgical Tools
Manufacturers cut titanium bone plates, spinal implants, and micro holes in surgical instruments. The process leaves no burrs and prevents solid tooling contaminants from embedding into the metal.

Aerospace Turbine Components
Factories cut intricate roots on jet engine turbine blades. The wire slices through Inconel and holds the tight tolerances needed for fast rotational balancing.

Semiconductor and Photonics Fixtures
Suppliers carve microscopic slots into invar and kovar holding fixtures. For advanced photonics and quantum manufacturing, this process achieves the high dimensional stability required to securely hold delicate optical components and silicon wafers during assembly.

When to Choose Wire EDM for Your Project
Traditional milling hits physical limits on specific blueprint requirements. Engineers switch to wire spark erosion to bypass these constraints.
Tight Dimensional Tolerances
Print requirements tighter than ±0.0002 inches require non-contact machining. Equipment at Rollyu hits ±0.0001-inch marks directly on the machine bed. Pulling finished parts straight from the EDM removes secondary grinding steps entirely.
High Hardness Materials
Metals above 45 HRC chew through standard carbide end mills. Spark erosion slices fully hardened tool steel, titanium, and Inconel using localized melting. Thermal cutting prevents the material distortion and rapid tool wear associated with physical milling.
Complex Internal Geometries
Round end mills naturally leave radiused corners inside pockets. A charged EDM wire drops that radius down to 0.1 mm. The thin brass feed cuts sharp internal corners, deep tapers, and narrow slots where solid tools physically do not fit.
Thin Walled and Fragile Parts
Physical cutting forces bend or snap delicate medical and aerospace components. Wire EDM applies zero mechanical pressure to the workpiece. Machining thin walls with electrical sparks prevents part warping and reduces scrap rates.
FAQ
How Thick of a Material Can Wire EDM Cut?
Standard machines handle steel blocks between 4 and 12 inches thick. Specialized equipment cuts metal up to 30 inches thick, though speed drops as thickness increases.
What Is the Typical Tolerance of Wire EDM?
A standard setup holds a tolerance of ±0.0005 inches. With fine wire and multiple skim cuts, advanced machines at Rollyu achieve tolerances down to ±0.0001 inches.
Is Wire EDM Slower Than CNC Milling?
Yes. Spark erosion melts metal microscopically. It removes bulk material much slower than the physical chip-cutting action of a CNC mill.
What Materials Cannot Be Cut by Wire EDM?
The process cannot cut electrical insulators. This limits the method to metals and excludes plastics, glass, ceramics, wood, and rubber.
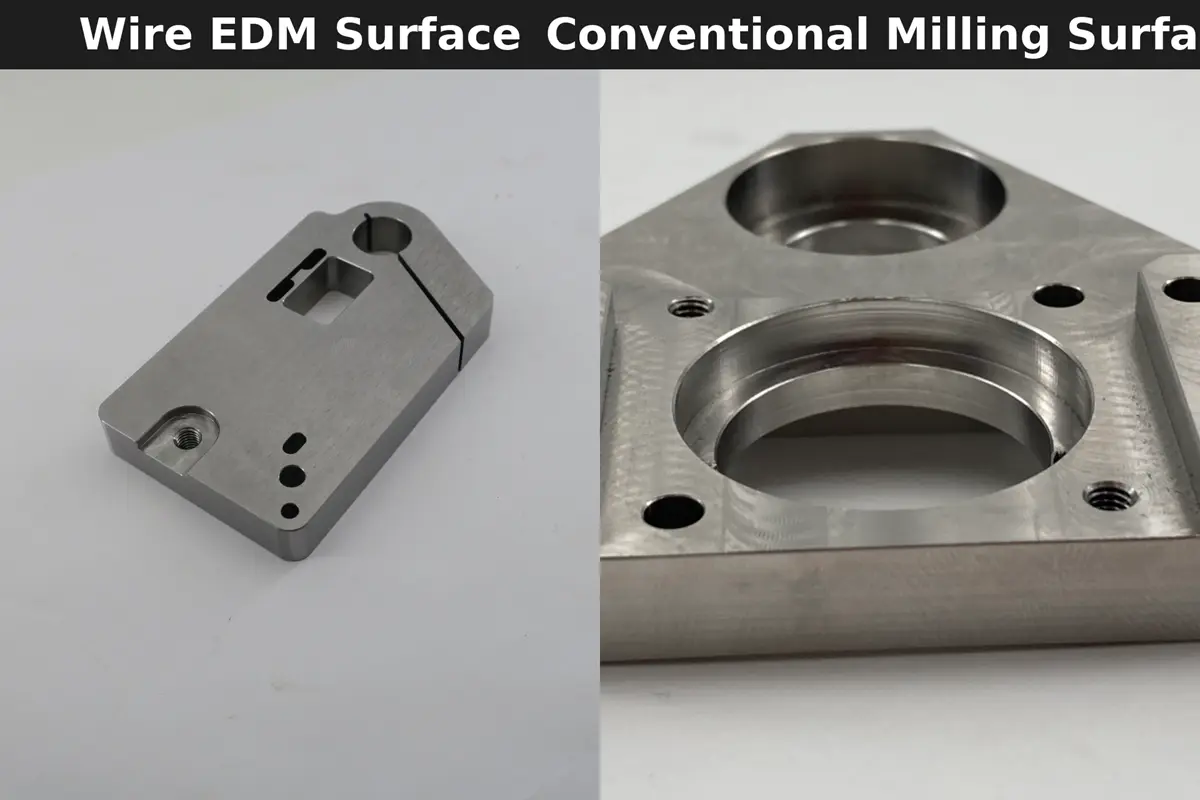
Does Wire EDM Leave a Burr?
No. The thermal process evaporates the metal, leaving a clean, smooth edge. Unlike conventional milling, parts cut with wire spark erosion rarely require secondary manual or mechanical deburring, which significantly reduces overall manufacturing time.
Conclusion
Engineers use Wire EDM to hold tight tolerances on hard or fragile metals. As an ISO 9001 and ISO 13485 certified manufacturer, Rollyu applies this process to manufacture complex parts. Contact our engineering team to evaluate if wire cutting fits your project.