
When a “grippy” knurled surface still slips, it doesn’t just feel cheap. It can cause real safety and liability issues—like a 2024 CPSC recall where weight plates could slide off knurled dumbbell handles, creating a fall hazard.
If you design knobs, grips, shafts, or press-fit joints, knurling is one of those small details that decides whether a product feels solid or sketchy. This guide from Rollyu is a DFM playbook for knurled parts, how to choose patterns, tools, materials, and tolerances so what you model in CAD behaves the same way on the production line.
What Is Knurling?
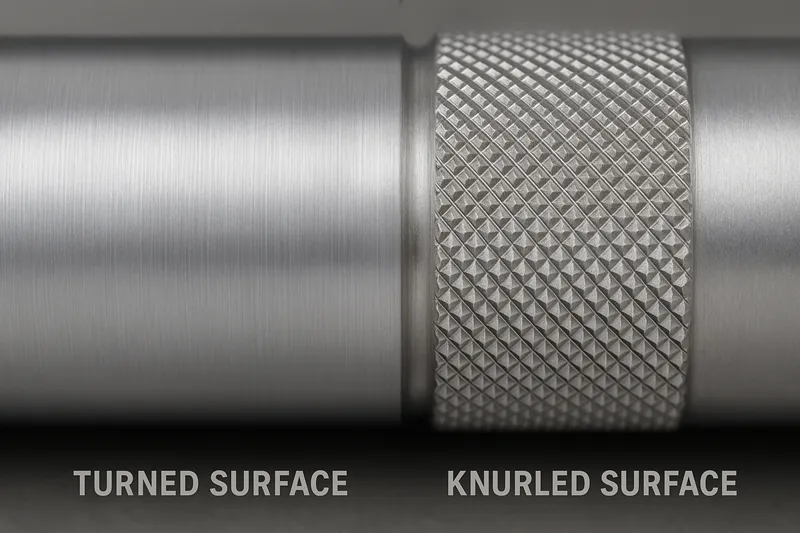
Knurling is a forming process on a lathe that creates a regular pattern of straight, angled, or crossed lines on a surface to increase grip or mechanical bite.
Knurling presses a patterned wheel into a rotating workpiece so the material flows into the pattern instead of being cut, forming a raised band and increasing the major diameter. Because this forming load is higher than light turning, use rigid machine knurling for production features that control fit or torque, and keep hand knurling for prototypes and non-critical grips.
Common Applications of Knurled Parts
You’ll mostly see knurls in three types of features: grips and user interfaces, press-fit or interference-fit joints, and safety-critical or high-vibration assemblies. In each case the knurl is there for one reason—extra friction and mechanical bite so the joint doesn’t slip or slowly work itself loose.
Grips and User Interfaces
- Medical devices and precision instruments: Small knurled knobs, dials, and rings for fine manual adjustment
- Consumer products and electronics: Volume knobs, camera controls, game controllers, and thumb screws where tactile feedback matters
- Hand tools: Handles, drill chucks, and adjustment collars that must feel secure even with sweat, oil, or gloves
Press-Fit and Interference-Fit Joints
- Knurled studs and inserts: In housings, plastic components, and sheet metal, where the pattern bites into the mating material for higher pull-out and torque resistance
- Shafts and pins: Knurled sections improve rotational lock and reduce slip under vibration or shock
Safety-Critical and High-Vibration Assemblies
- Industrial automation and robotics – Knurled collars and shafts that must not slip under dynamic loading
- Automotive and aerospace – Inserts, pins, and bushings where a loose fit can cause system-level failures
In these cases, knurl design is part of the functional joint, not decoration.

Designing Knurls for Manufacturing: Patterns, Tools, and Setups
Now that we’ve looked at where knurls show up, the next step is deciding which patterns and tools to use so those features are actually manufacturable and repeatable.
Knurling Patterns and When to Use Them
Most knurled features can be covered with a few standard patterns:
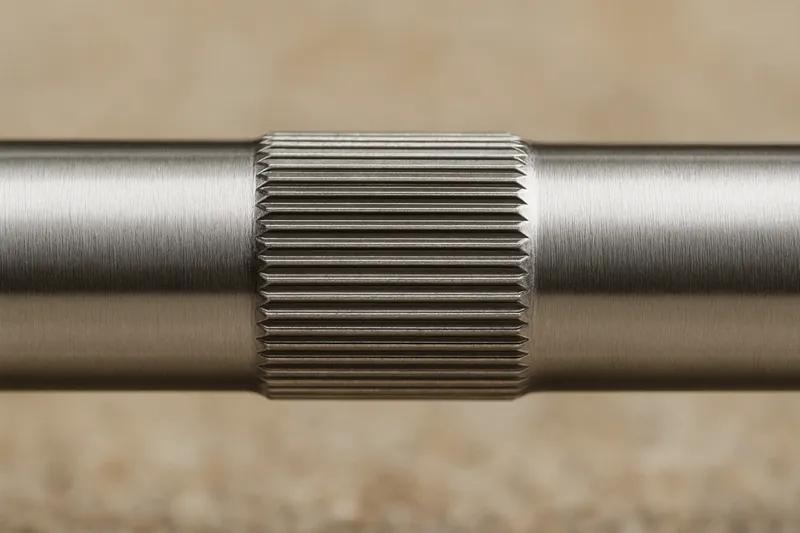
- Straight knurling: Parallel lines along the axis of the part. Best for shafts and interference fits where you need controlled diameter and resistance to rotation.
- Diamond knurling: Two diagonal sets of lines crossing to form a diamond texture. Best for high-grip hand surfaces like tool handles and control knobs that must work even with sweat or light contamination.

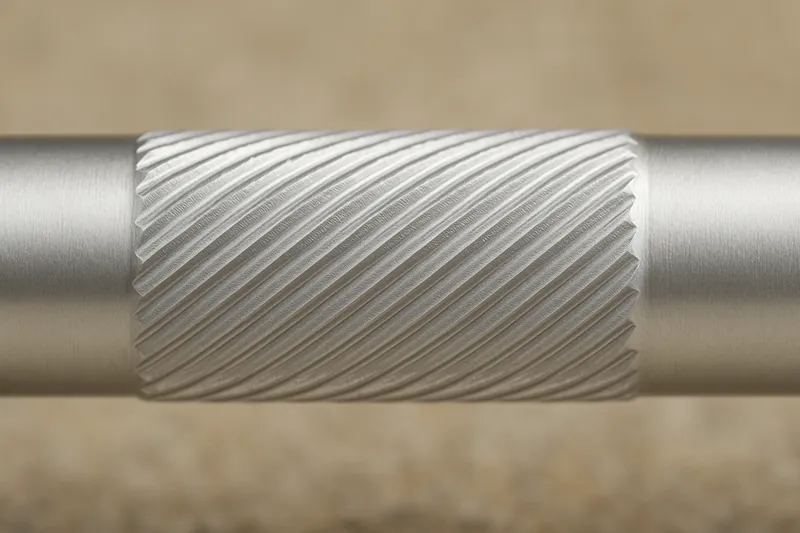
- Diagonal knurling: A single set of angled lines. Useful when you want directional grip or a lighter, less aggressive feel with a distinct visual.
- Annular rings: Circular ridges around the part. Common on pins, studs, and inserts in press-fit or interference-fit joints where the goal is radial bite and retention.
- Helical knurling (right- or left-hand): Patterns that wrap around the part in a shallow spiral. Used when you want the texture to help feed parts, guide rotation in one direction, or resist motion more in one direction than the other.
- Male vs. female knurls: Male knurls have ribs standing proud of the surface and give maximum bite and torque on tough metals, but can mark soft materials and snag gloves or skin. Female knurls are recessed grooves with a smoother feel and lower peak torque, better for cosmetic knobs and user-facing interfaces.
Short rule: diamond for hands, straight or rings for joints, diagonal / helical for special cases.
Knurling Tools and Holders
Knurl wheels and inserts carry the pattern; holders decide how that forming load reaches the part. Single-wheel bump holders push from one side and are simple and inexpensive, but they put significant side load into the part and spindle. They work best on short, rigid parts and robust machines.
Opposed-wheel holders such as straddle or scissor types clamp from both sides and balance the force. They are often the better choice for small-diameter shafts, slender parts, and lighter machines, because they reduce bending and chatter and give more consistent diameters. When you specify tight diameter tolerances on long knurled sections, you are implicitly asking for this kind of setup.
Materials and Surface Finishes for Knurled Parts
Material and finish determine how cleanly the knurl forms, how sharp the edges stay, and how long the grip feels the way it did on day one.
Best Materials for Knurling
- Aluminum: Easy to knurl, but prone to galling and smeared edges with dull tools. Use sharp wheels and lubrication.
- Brass: Knurls very cleanly with low tool wear; ideal for knobs, instrument parts, and precision hardware.
- Copper: Very soft and prone to smearing. Use lighter pressure and coarser patterns to avoid mashing the texture.
- Mild steel: Robust, predictable, and a common choice for shafts, pins, and general industrial hardware.

Challenging Materials and Soft Substrates
- Stainless steel: Tough and work-hardening. Requires rigid setups, higher forming pressures, and coolant to avoid torn patterns and wheel damage.
- Hard alloys: Limit knurl depth and tool life; expect slower speeds and conservative surface-finish targets.
- Plastics: Patterns can relax or flow over time. Favor shallow, coarser knurls and confirm performance with functional tests.
Wood and very soft materials: Deform easily under load; use coarse patterns, low pressure, and focus on grip and appearance more than exact diameter.
Choose free-machining grades when you want crisp patterns and long tool life, and reserve aggressive, sharp knurls for materials that can actually support them.
Decorative and Functional Finishes
Finishes change not just how a knurl looks, but how it feels in the hand:
- Anodizing on aluminum adds color and corrosion resistance while slightly rounding sharp edges.
Black oxide on steel gives a dark, low-glare surface with minimal impact on texture. - Light bead blasting softens the feel and reduces glare but can make very fine patterns collecting dirt, oil, and cleaning fluids.
Corrosion-Resistant Finishes
For corrosion-critical parts, use chemical treatments that protect the surface without erasing the knurl:
- Electropolishing on stainless knocks down burrs and improves corrosion resistance; push it too far and you’ll noticeably dull edge bites.
- Passivation strengthens the passive layer on stainless with almost no dimensional change, so you retain edge sharpness while stabilizing corrosion performance.
DFM Rules for Designing Knurled Features
Once the knurl’s location, pattern, and material are set, the hard part is DFM: turning that decision into clear callouts on the drawing so suppliers can hit it repeatably and show the joint really holds.
Selecting the Right Knurling Pattern and Process
Pick the pattern for the job, then make sure the material and process can actually support it.
For hand grips and knobs, a standard medium diamond knurl is usually the safest default: good grip, comfortable, and easy to tool. For shafts, pins, and press-fit sections, straight knurls or annular rings give more predictable diameter growth and torque transfer. Diagonal and helical patterns are specialty choices for directional behavior or specific aesthetics; only use them if you really need that effect.
Match process to material and risk. At Rollyu, Free-machining steels, aluminum, and brass work well with standard machine knurling. Tough, work-hardening alloys like stainless should be assumed to need rigid machine knurling with coolant, not hand knurling. Soft or gummy materials usually want coarser, shallower patterns so the texture doesn’t smear flat. If the material is difficult or the joint is safety-critical, design as if machine knurling on a rigid setup is mandatory.
Defining Pre-Knurl Diameter and Dimensions
Knurling always increases major diameter. If you ignore that, you get press fits that don’t go together or patterns that double-track.
Set the pre-knurl diameter from knurl tooling or supplier charts that match wheel pitch, instead of guessing a turned size. The pitch/diameter match is what keeps the pattern tracking clean instead of walking around the part.
On the drawing, separate what you control:
- A turned pre-knurl diameter if that surface mates to anything before knurling
- A post-knurl diameter when the crests of the knurl are the functional surface
- For press fits or torque features, a post-knurl diameter range, the intended fit (hand push, light press, heavy press), and an acceptance method such as a go/no-go gage, torque test, pull-out test, or assembly check
Long, heavily knurled sections will vary more than short bands; don’t give them the same tight tolerance you’d use on a simple turned shoulder unless you’re prepared to pay for it.

Geometric Design Rules for Knurled Features
Use simple geometry rules so the part survives forming and the pattern stays usable.
- Keep knurls slightly away from shoulders, steps, and grooves. Leave a narrow unknurled land so raised material can blend out instead of folding over a hard corner; add a small chamfer or relief if you need a sharp visual stop.
- Make sure there is enough wall thickness under the knurl. On thin-walled tubes or parts with deep internal features, forming load can bulge or collapse the wall. If a grip sits over a thin section, reduce depth, shorten the band, or change the concept.
- Keep knurls on continuous, uninterrupted surfaces whenever possible. Avoid crossing keyways, cross holes, or sharp section changes; they break the pattern and concentrate stress.
- Control knurl length and edges deliberately. Dimension where the knurl starts and stops, and give small edge reliefs so it doesn’t interfere with seals, bearing seats, or tools sliding over the texture.
Workholding, Machine Rigidity, and Tool Pressure
Decide early how the part will be held and what “good” looks like in production.
For knobs and non-critical grips, a rigid but simple holder is usually enough; you mainly care that diameter and knurl length stay within a loose band and that the pattern is complete.
For press-fit and torque-critical knurls, fixture stiffness and balanced holders matter because they control diameter growth and pattern quality. These features should be verified with functional checks rather than only micrometer readings; the specific tests and thresholds are defined in your inspection plan.
Planning Inspection and Metrology for Knurled Parts
Most knurl issues slip through because nobody wrote down how the feature will be accepted.
For cosmetic or non-critical grips, keep inspection light: a loose diameter band, knurl length, and a quick visual check that the pattern is complete and not torn are usually enough.
For press-fit and torque-critical knurls, define the test, not just the size. On the drawing or spec, specify:
- What is tested – go/no-go gage, press-in force, pull-out force, or torque.
- The threshold – e.g. “no slip up to 8 N·m” or “no pull-out below 2 kN.”
- Where the test is applied – in a representative mating part or fixture.
If you don’t specify this, the shop will optimize for diameter on a micrometer, not for whether the joint actually holds.

Process and Cost Trade-Offs
Knurls get expensive for three main reasons: too aggressive, too tight, or on the wrong material/geometry.
Deep, sharp patterns on hard alloys or long, slender parts mean high forming load, more tool wear, and slower cycles. Tight post-knurl tolerances force balanced holders and careful setups. Custom pitches and special wheels add upfront tooling cost and make supplier changes harder.
Costs drop when you stay with standard patterns and pitches, moderate depth, realistic tolerances, and—where it makes sense—functional tests instead of ultra-tight diameters.
In practice, if a standard knurl with a reasonable diameter band and a simple functional check does the job, stop there. Only add depth, aggression, or exotic setups when a measured performance requirement forces you to.
Why Choose Rollyu as Your DFM Partner for Custom Knurled Parts
Good DFM only works if your manufacturer can hold those rules on real parts. Rollyu connects design and production with machining, finishing, and engineering support for custom knurled components from prototype to volume.
Precision CNC Machining and Rapid Prototyping
Rollyu provides ISO-certified CNC machining and rapid prototyping services for metal and plastic knurled parts, so you can try patterns, diameters, and fits quickly, then carry the same validated setup into production without changing vendors.
Materials, Finishing, and Manufacturing Capabilities
Because knurl behavior depends heavily on material and finish, Rollyu helps match alloys, plastics, and coatings—such as anodizing, black oxide, and bead blasting—to the grip, press-fit, or cosmetic requirements you defined in your design.
Quality, Traceability, and Engineering Support
Rollyu combines traceability, in-process checks, and engineering review of your drawings to flag risks in knurl patterns, tolerances, and inspection plans early, so you spend less time debugging press-fit failures or pattern defects on the shop floor.
FAQ
Does Rollyu offer cost savings for assembly orders?
Yes. Rollyu typically helps customers save about 10–20% on assembly orders, and many individual CNC and knurled components can be produced for just a few dollars while still maintaining high precision.
Can Rollyu guarantee on-time delivery for my custom parts?
Rollyu focuses on fast turnaround for precision parts and commits to 100% on-time shipping for every order, backed by dedicated one-on-one project support to keep schedules visible and predictable.
What does Rollyu’s precision CNC machining offer?
Rollyu uses high-precision CNC machining and premium metal and plastic materials to achieve tight tolerances, consistent quality, and reliable performance for custom knurled components, from single prototypes to repeat production runs.