
Recent studies published in the Welding Journal by the American Welding Society (AWS) emphasize that thermal distortion remains the leading cause of scrap in precision sheet metal fabrication. Industry experts note that as material gauges become thinner to meet lightweighting demands in aerospace and electronics, the margin for thermal error has effectively vanished.
This guide outlines the technical strategies required to neutralize heat-induced movement, ensuring your components maintain structural integrity and dimensional accuracy from the first weld to the final inspection.
Why Warpage Matters in Precision Fabrication
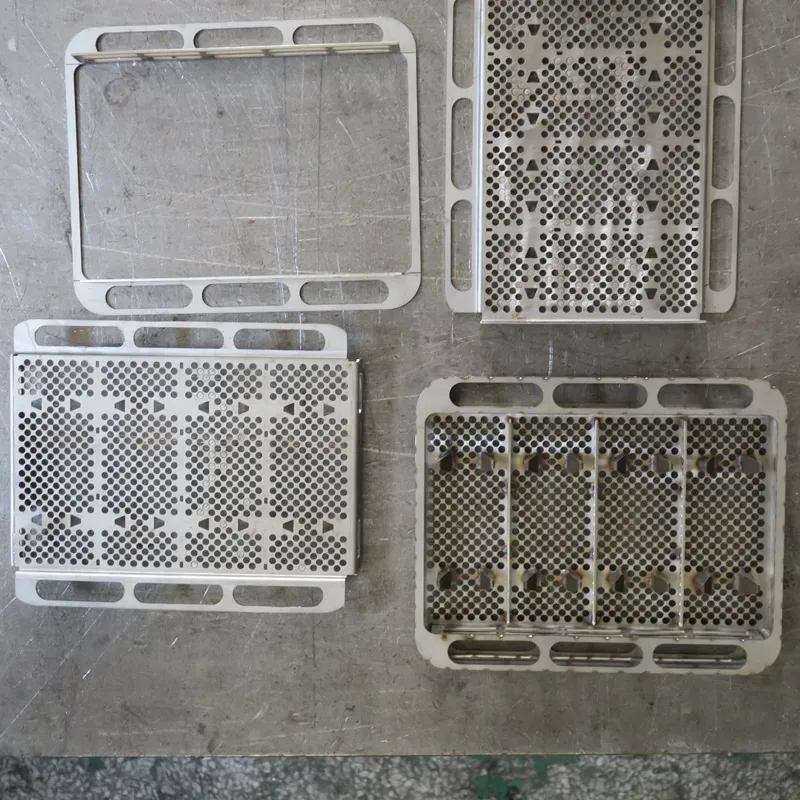
Dimensional accuracy defines quality in sheet precision fabrication. Even minor warpage renders parts useless by shifting mounting holes and compromising seals. For B2B buyers, these deviations do not simply mean a bad part. They result in rejected batches, stalled assembly lines, and missed launch dates.
The Cost of Distortion in Medical and Robotics Parts
In the medical and robotics sectors, “close enough” is never enough. The cost of warpage is measured in zero-tolerance failures.
| Industry | Primary Warpage Risk | Business Impact |
|---|---|---|
| Medical | Misaligned housings for MRI/CT components | Failed EMI shielding and sterilization breaches |
| Robotics | Twisted sensor brackets or joint armatures | Calibration errors that render the robot’s vision useless |
In these high-spec industries, rework is rarely an option. If the thermal distortion exceeds ±0.005”, the part is immediate scrap.
Thermal Dynamics: Why Thin Metal Twists
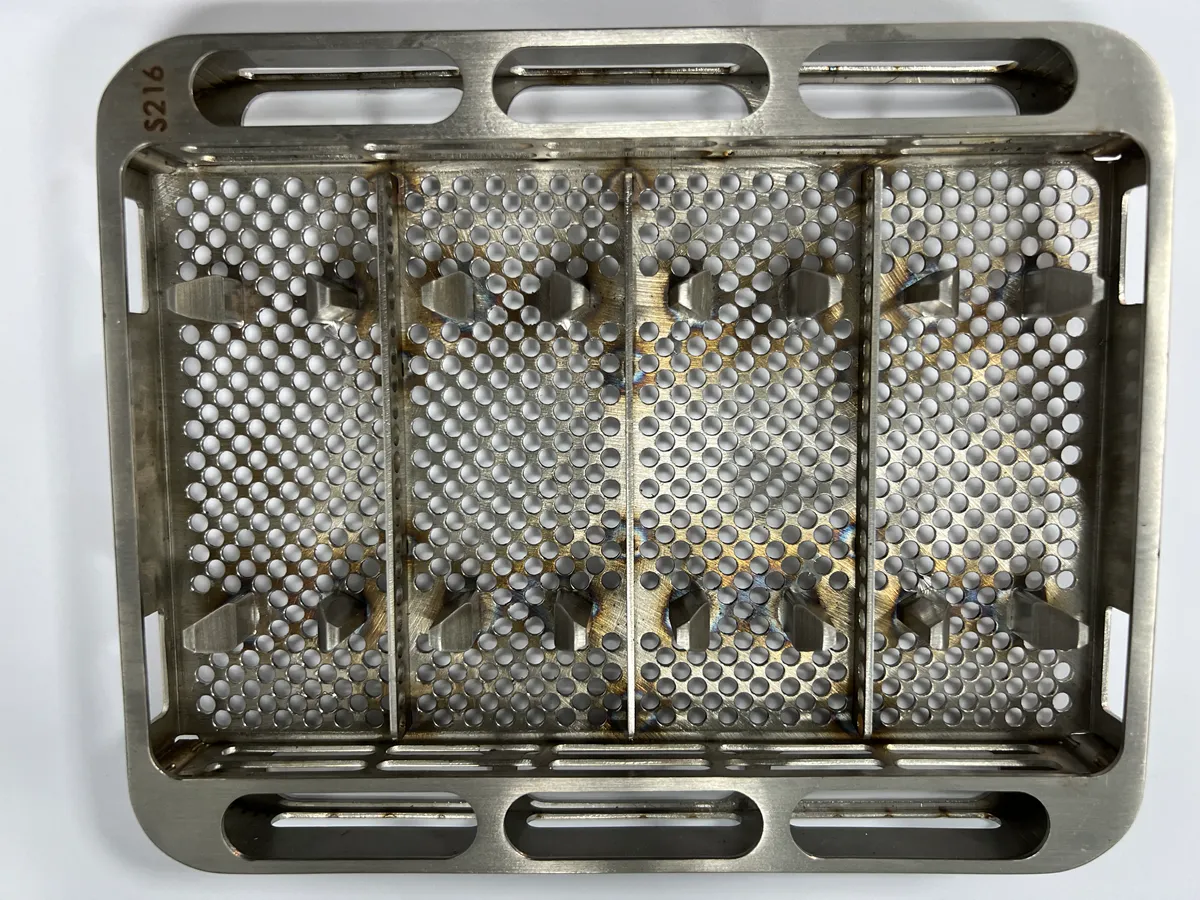
Thin metal warps because it lacks the thermal mass to absorb heat. Warpage results from differential expansion when a specific area expands under heat and then contracts during cooling. Because sheet metal is thin, the surrounding cold metal acts as a rigid clamp. The cooling weld pool pulls on the rest of the sheet and since the material cannot resist this force, it buckles or bows to relieve the internal stress.
How to Control Heat and Stop Warping
Successful warpage prevention relies on rigid mechanical restraint and aggressive heat dissipation. Since expansion is inevitable, the goal is to force the material to maintain its shape against internal stress. Fabricators must combine heavy-duty clamping with strategic cooling to keep components within tolerance.
Proper Fixtures and Jigs
Rigid fixturing limits mechanical movement during cooling. Clamps must lock the sheet metal into a fixed position, ideally supporting the full length of the weld seam. This constraint prevents localized buckling and ensures the final assembly aligns strictly with CAD specifications.
Using Copper Backing as Heat Sinks
Copper backing bars act as rapid thermal drains. Due to its high thermal conductivity, copper pulls heat from the weld zone before it spreads to the surrounding sheet. Placing a chill bar directly under the joint minimizes the Heat Affected Zone (HAZ) and eliminates the “oil-canning” effect common in thin gauges.
Welding Sequence Techniques
The weld sequence dictates final geometry.Running a continuous bead from end to end is a guaranteed recipe for a banana-shaped part. Instead, employ skip welding or back-stepping to distribute the thermal load. Alternating sides in short segments allows cooling between passes, neutralizing the contraction forces that twist the part.
Choosing the Right Method for Welding Sheet Metal
Process selection dictates heat input and final quality. Manufacturers must align the welding method with material gauge and cosmetic requirements to balance production speed against distortion risks.
TIG Welding: Prioritizing Cosmetics and Precision
TIG (GTAW) defines control for high-visibility parts. Separating the arc from the filler allows real-time amperage adjustment. As a key process for precision medical CNC machining solutions, TIG is ideally suited for medical devices and architectural features, delivering aesthetic perfection at the cost of processing speed.
Pulsed MIG: Efficiency for Volume Production
Pulsed MIG combines speed with reduced thermal stress. By oscillating between peak and background currents, it prevents burn-through on thin sheets. It is the standard for structural brackets where high deposition rates are required without compromising dimensional stability.
Spot Welding: The Fast, Low-Heat Option for Enclosures
Resistance spot welding eliminates arc heat for lap joints. Using pressure and current to fuse sheets instantly, it adds no filler and causes zero distortion. It is the default choice for assembling server racks and electronics enclosures.
Laser Welding: Minimizing Heat Input for Thin Materials
Laser welding offers the lowest heat input for ultra-thin gauges. A focused beam creates a microscopic weld pool with a negligible Heat Affected Zone (HAZ). This allows for the distortion-free joining of delicate foils and sensor housings that other methods would destroy.

Why Choose Rollyu for Your Precision Weldments?
Precision parts must fit perfectly, with no excuses about thermal expansion. Rollyu engineers warpage out of the process. From ISO-grade medical housings to complex robotic arms, we deliver components that meet strict tolerances and integrate seamlessly into assembly lines without rework.
Strict Quality Control
Full traceability is the backbone of our quality system. As an ISO 13485 certified facility serving medical and semiconductor clients, we execute rigorous protocols. From 100% incoming material inspection to final CMM verification, every batch is validated to prevent fabrication errors and ensure full regulatory compliance.

Zero Distortion with Laser and TIG Expertise
Advanced joining technologies eliminate thermal stress. We combine robotic laser welding for ultra-thin gauges with expert manual TIG for cosmetic precision. This approach allows us to handle complex geometries that general shops reject, guaranteeing dimensionally accurate parts every time.

One-Stop Service: From Welding to Finishing
True end-to-end manufacturing cuts lead times. We start with Design for Manufacturability (DFM) reviews to optimize weld geometry. By handling fabrication, welding, machining, and finishing in-house, we help you save 10-20% on assembly costs and cut lead times significantly.
FAQ
Do you offer prototyping services to validate the process?
Yes, we encourage rapid prototyping services. It allows us to fine-tune the welding fixtures and heat control strategies before full-scale production. This ensures your final batch runs smoothly with zero defects.
Can Rollyu Hold Tight Tolerances on Welded Assemblies?
Yes, we offer post-weld CNC machining. We use custom fixtures to keep parts stable during welding. If needed, we machine the parts afterwards to ensure they fit perfectly into your final assembly.
Does the Welding Process Affect the Final Surface Finish of the Parts?
We ensure a clean, finished look. Raw welds do leave heat tint and bead profiles, but we do not leave them that way. We remove all discoloration so your parts arrive ready for painting or immediate use.