
Metal fragments in shredded cheese. Listeria in ready-to-eat sandwiches. Multi-million-pound recalls of chicken and delroboticsi meats. These headlines aren’t rare—they’re now a steady drumbeat in the news.
When something goes wrong, investigators head straight for the equipment: its design, how it’s cleaned, and what it’s made from. FDA rules are blunt—food-contact parts must be cleanable and built to prevent metal fragments, lubricants, and residues from reaching product.
That’s where stainless steel machined parts matter. With the right alloys, tolerances, and surface finishes, they cut recall risk, reduce downtime, and make audits more predictable. In this guide, we’ll unpack what “food-grade” really means for stainless machined parts and how a partner like Rollyu supports OEMs and food plants from design through validation.
What Are Food-Grade Stainless Steel Machined Parts?
Before you choose grades and finishes, you need a clear definition of what counts as “food-grade” and which rules those parts actually have to meet.
Food Safety Standards
“Food‑grade” isn’t a marketing phrase—it’s a compliance requirement.
- FDA / EU regulations: Expect food-contact materials to be corrosion-resistant, non-toxic, and fully cleanable so they don’t shed metal or harbor soil.
- 3-A Sanitary Standards: Focus on hygienic construction: stainless steel product zones that are smooth, cleanable, and drainable, with sanitary transitions instead of sharp corners.
- EHEDG guidelines: Push further on hygienic design so that product and cleaning solutions can reach every surface without creating pockets or dead legs.
Definition of Stainless Steel Machined Parts
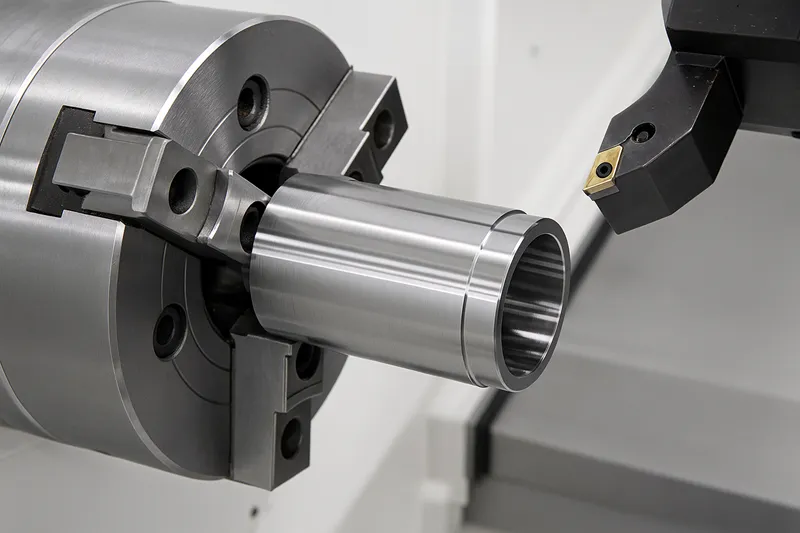
In food equipment, stainless steel machined parts are the product-contact components cut from bar, plate, or forgings on CNC machines to defined geometry and surface roughness — not just cosmetic stainless parts. After machining, they’re deburred, cleaned, and passivated, with electropolishing where needed, so they’re truly hygienic in service. Think of the nozzles, pistons, manifolds, and shafts that actually see product or splash, rather than decorative covers.
Applications in Food Processing Equipment
Food‑grade stainless steel machined parts show up across almost every piece of equipment on the line:
- Aseptic Processing Equipment. Filling heads, sterile valve bodies, pump housings, steam and product manifolds, thermowell brackets, CIP/SIP spray‑ball adapters.
- Depositors & Fillers. Volumetric pistons, polished sleeves, multi‑head filling manifolds, 316L nozzle bodies, valve spools and seats, dosing chamber housings.
- Decorating & Finishing Systems. Chocolate and glaze nozzles, extrusion heads, heated nozzle blocks, sanitary mounting adapters.
- Cutting & Portioning Equipment. Blade clamps, guide blocks, alignment shafts, adjustment knobs, rail supports.
- Conveyors & Handling Systems. Roller shafts, guide brackets, diverters and stops, bearing housings, standoffs, sanitary fasteners.
Every one of these parts has to balance precision mechanics with hygienic geometry, which is why OEMs tend to lean on specialists in stainless machining instead of general job shops.

Why Use Stainless Steel in Food Processing Equipment?
After defining “food-grade,” the next question is why stainless has become the default choice instead of coatings, soft metals, or exotic composites.
Corrosion Resistance
Food plants are brutal on metal: hot salty brines, chlorinated and caustic CIP, acidic product. Mild steel and low-alloy parts pit, rust, and fail fast in that mix.
Austenitic and duplex stainless — especially 316/316L and 2205 — hold up because their passive chromium oxide layer resists general and chloride attack, and with proper finishing and passivation they survive daily CIP/SIP cycles. That keeps surfaces intact so they don’t shed rust, rouging, or loose metal into your product stream.
Hygienic, Easy-to-Clean Surfaces
Hygiene drives food equipment design. Any spot that holds product or rinse water is a contamination risk.
Well-designed stainless parts use non-porous, easy-to-clean surfaces and self-draining geometry so product and cleaning fluids don’t sit in pockets. Layouts are built so CIP/SIP solutions can reach every surface, instead of hiding soil in threads, corners, or blind cavities.
Precision and Reliability
When your plant runs 24/7, even a slightly off-axis bore or misaligned shaft shows up fast: seals and bearings wear out early, product packs into micro-gaps that won’t clean, and fill weights start to drift. Tight-tolerance CNC-machined stainless parts, verified by CMM, keep pumps, valves, and nozzles running on-spec without creating new dead zones or stress points.
Compliance and Traceability
Auditors don’t care that you “used stainless” — they want proof. For machined components, that means material certificates for alloy and heat, Ra reports for food-contact surfaces, CMM or gauge records for critical dimensions, and batch traceability from bar stock to finished parts. When someone asks, “What’s the Ra in this bore?” or “What grade is this nozzle body?”, you should be pulling the answer from your documentation — not guessing from memory.
Even with all these advantages, stainless parts still create headaches when the wrong grade, geometry, or finish is used.
Failure Modes of Stainless in Food Equipment
Even “food-grade” stainless will fail on the floor if the grade, geometry, or finish don’t match real plant conditions. In food equipment, the most common failure modes are:
| Cause | Effect | Prevention using stainless steel machined parts |
| Pitting corrosion in hot / chloride media | Pits, tea-staining, leaks, rust or metal in product | Use 316/316L or 2205 in wet/chloride zones, specify smooth Ra, and passivate after machining/welding. |
| Crevice corrosion in gaskets, threads, overlaps | Hidden corrosion at joints, staining, leaks under pressure | Design sanitary radii instead of sharp corners, simplify joints and thread locations, and avoid tight dirt-trapping gaps. |
| Stress corrosion cracking (SCC) in stressed parts | Sudden brittle fractures of shafts, clamps, brackets | Add fillets, avoid sharp shoulders, size sections correctly, and use SCC-resistant grades (e.g., 2205, 17-4PH) where needed. |
| Microbial harborage from rough surfaces / dead legs | Biofilm, repeat swab failures, “mystery soil,” long CIP times | Use self-draining geometry, remove dead legs and blind pockets, deburr, polish welds, and hold product contact to Ra ≤ 0.8 μm. |
| Weld sensitization and poor weld finishing | Rusty HAZ, pitting at weld toes, welds that fail visual checks | Use proper procedures and filler, control heat input, then grind, blend, and passivate/electropolish welds in product zones. |
| Galling during assembly and maintenance | Seized fasteners, torn threads, damaged mating parts, downtime | Engineer fits for stainless, use rolled threads where possible, apply food-grade anti-galling lubricants, and specify fine finishes. |
Taken together, these failures all trace back to three levers you can actually control:
material grade, hygienic geometry and surface finish, and the machining/finishing route.
The next sections break those down so you can specify stainless parts that survive real plant conditions.
Best Stainless Steel Grades for Food-Grade Parts
Not every surface on a machine needs 316L, and not every shaft can live forever as 304. Grade selection should match risk.
Common Food-Grade Stainless Steels
Typical choices and where they usually land:
- 304 / 304L – Frames, guards, non-product contact brackets and covers.
- 316 / 316L – Direct product contact, CIP/SIP lines, fittings, nozzles, valve internals.
- 2205 Duplex – High-chloride, high-fatigue areas like agitator shafts and high-pressure manifolds.
- 17-4PH – High-strength, compact components like knife holders, clamps, and precision adjusters.
Good design puts the right cost and performance level in each zone, instead of over- or under-engineering the whole machine.
Material Comparison: 304 vs 316 stainless steel for Food Equipment
| Property | 304 | 316 / 316L |
| Corrosion resistance | Medium | High |
| Chloride resistance | Low | Very high |
| CIP chemical tolerance | Moderate | Excellent |
| Pitting resistance | Weak | Strong |
| Price | Lower | Higher |
| Recommended for | frames, guards | food contact, nozzles, valves |
In short: 304 where it’s dry and structural; 316/316L where it’s wet, hot, or chemically aggressive.
How to Choose the Right Stainless Steel Grade for Your Application
When you’re picking a grade, work from the process backwards:
- Product pH: Low-pH beverages and sauces push you toward 316/316L or 2205.
- Salt concentration: Brines and salty snacks accelerate pitting; avoid 304 in those splatter zones.
- Temperature: Hot CIP/SIP and steam favor 316/316L or duplex.
- Cleaning method (CIP/SIP): Strong caustic and oxidizers demand better alloys and tighter Ra control.
- Mechanical load & fatigue: High torque or cyclic loads can justify 17-4PH or 2205.
- Required surface finish: For Ra ≤ 0.8 μm, pick grades that polish and electropolish consistently (316L is a workhorse).
A machining partner who understands food service can often save you from both over-spec’ing and painful field failures.

Machining and Finishing for Food-Grade Stainless Steel Parts
Even the right alloy can fail if the machining route or finishing spec is wrong. Process planning matters as much as the material callout on the drawing.
Main Machining Processes
For stainless food components, the core CNC machining toolbox usually includes:
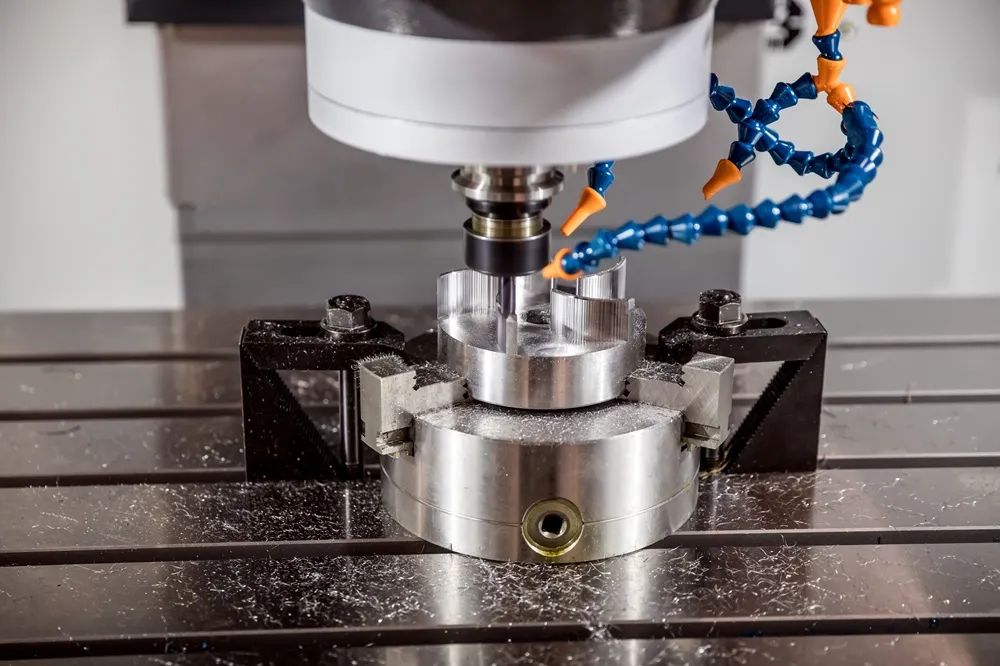
- 5-axis CNC milling for complex nozzles, manifolds, and multi-port valve bodies
- CNC turning for shafts, pistons, threaded adapters, and housings
- Deep-hole drilling for CIP/SIP passages and product channels
- Tapping with anti-galling lubricants for clean, durable threads
- Grinding and honing for seal bores and precision pistons
- Polishing to bring critical surfaces into the specified Ra range
The exact route depends on geometry, tolerances, and where the part sits in the equipment.
Hygienic Geometry and Surface Finish
Machining quality can’t rescue a non-hygienic design. For food-contact stainless parts, geometry and surface finish have to work together.
Hygienic geometry: Avoid sharp internal corners and knife-edge features; use generous internal radii (often 1–3 mm or larger). Keep surfaces self-draining so product and rinse water don’t sit on flat shelves. Eliminate dead legs and blind cavities wherever possible, and blend welds in product zones so they’re smooth and cleanable.
Controlled surface roughness: Surface finish is a functional spec, not a cosmetic preference. Product-contact areas are typically specified at Ra ≤ 0.8 μm, with even lower values in aseptic fillers and other high-risk spots. Food-contact surfaces should be free of visible tool marks, grooves, or chatter.
Finishing and treatment: To consistently hit those targets, machined and welded areas are deburred, micro-finished, and then treated. Electropolishing can further smooth the surface and strip away embedded contaminants. Chemical passivation (citric or nitric) removes free iron and rebuilds a robust passive film, improving corrosion resistance after machining and welding. Ultrasonic cleaning helps clear out fines and residue from complex internal passages before parts are packed.
Rollyu: Food-Grade Stainless Steel Parts Manufacturer
For OEMs and processors, the real challenge isn’t knowing the rules—it’s finding a shop that can machine these parts repeatably to hygienic standards and deliver full documentation with every batch.
Typical Stainless Steel Machined Parts in Food Machinery
Rollyu manufactures the stainless components that usually take the most abuse—and cause leaks, metal fragments, and unplanned downtime when they fail: filling nozzles, piston cylinders, valve bodies, pump housings, distribution manifolds, CIP adapters, knife guides, conveyor shafts, brackets and supports, housing blocks, adjustment knobs, and stainless knurled components. Every part is built for aggressive CIP/SIP and constant washdown in aseptic fillers, depositors, cutters, conveyors, and other sanitary processing lines.

Rollyu’s Machining Capabilities for Food-Grade Parts
Rollyu combines multi-axis CNC milling (3-, 4-, and 5-axis) with precision CNC turning (up to ±0.005 mm) to hit complex hygienic geometries and tight fits. Critical product-contact areas are finished to Ra ≤ 0.2–0.8 μm and checked with full CMM dimensional reports. We support different types of rapid prototyping through batch production with predictable lead times, so engineering teams can iterate fast, validate designs, and scale without changing process or quality level.
How Rollyu Solves Common Food Industry Pain Points
Rollyu engineers directly against your toughest floor challenges, replacing corrosion, hygiene risks, and inconsistency with 316L stainless precision and full traceability. Our durable, polished components and stable CNC tolerances extend service life while eliminating documentation gaps, ensuring you face fewer surprises during production and absolute confidence when auditors walk the line.
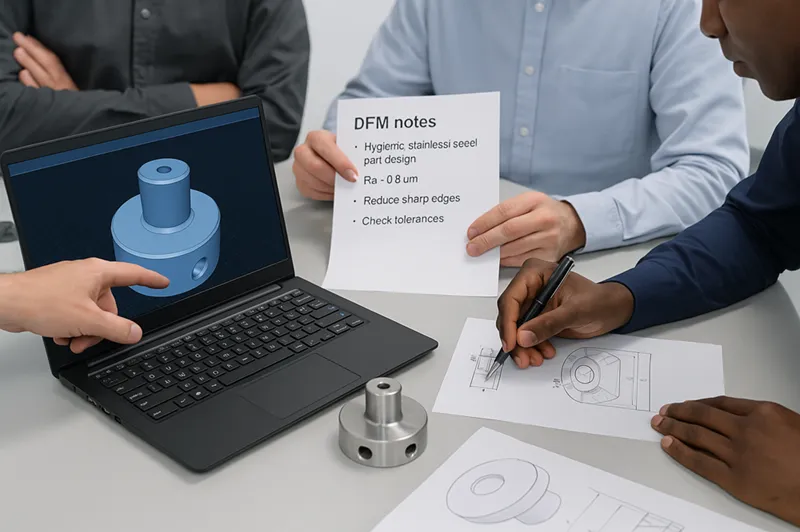
Rollyu’s DFM Support for Food Processing Equipment Designers
Hygienic parts usually fail when they’re hard to machine or hard to clean. Rollyu reviews your 3D models up front to remove dead legs and non-drainable pockets, tune radii and geometries, and align stainless grades and Ra specs with your product and CIP/SIP — so you fix problems on screen instead of after a failed FAT or hygiene audit.
Rollyu’s Quality Control and Traceability System
Every order ships with a complete QC and documentation package: CMM inspection of critical dimensions, surface roughness reports for Ra-controlled areas, EN10204 3.1 material certificates, batch-level traceability from raw stock to finished parts, and dimensional-validation plus photo inspection records. Our ISO 9001 and ISO 13485 systems keep this process consistent and fully audit-ready from RFQ through final shipment.

Rollyu’s Approach to Compliance and Documentation
Rollyu ships every batch with the full, agreed documentation package and maintains those records so you can pull what you need in seconds when auditors show up.
FAQ
Which industry utilizes Rollyu’s machining services?
We primarily serve engineering-driven industries that demand strict adherence to quality specifications. Our industry spans from critical Medical Devices, Dental Equipment to large-scale projects in Renewable Energy & Power Generation, industrial Automation and more.
How does your automated equipment improve my project outcomes?
Our automated production lines keep cycle times stable and reduce operator-dependent variation, so you get consistent parts from batch to batch and shorter, more predictable lead times.
Do you offer competitive pricing on assemblies and components?
Yes. Assembly projects typically see about 10–20% cost savings compared with sourcing and machining parts separately, and many individual components are priced at just a few dollars each—without relaxing tolerances or skipping any of the required inspections.