

According to the 2024 Bureau of Labor Statistics, over 424,000 welders work across the U.S. MIG and TIG dominate this massive industry. These two electric arc processes use shielding gas to melt and join metals, but their specific techniques, travel speeds, and final weld qualities dictate entirely different use cases.
Using the wrong welding method leads to ruined base metals, slow production rates, and weak joints that fail under stress.
This guide compares MIG and TIG welding by cost, precision, material thickness, and shop applications to help you choose the exact right technique for your next metalworking job.
What Are MIG and TIG Welding?
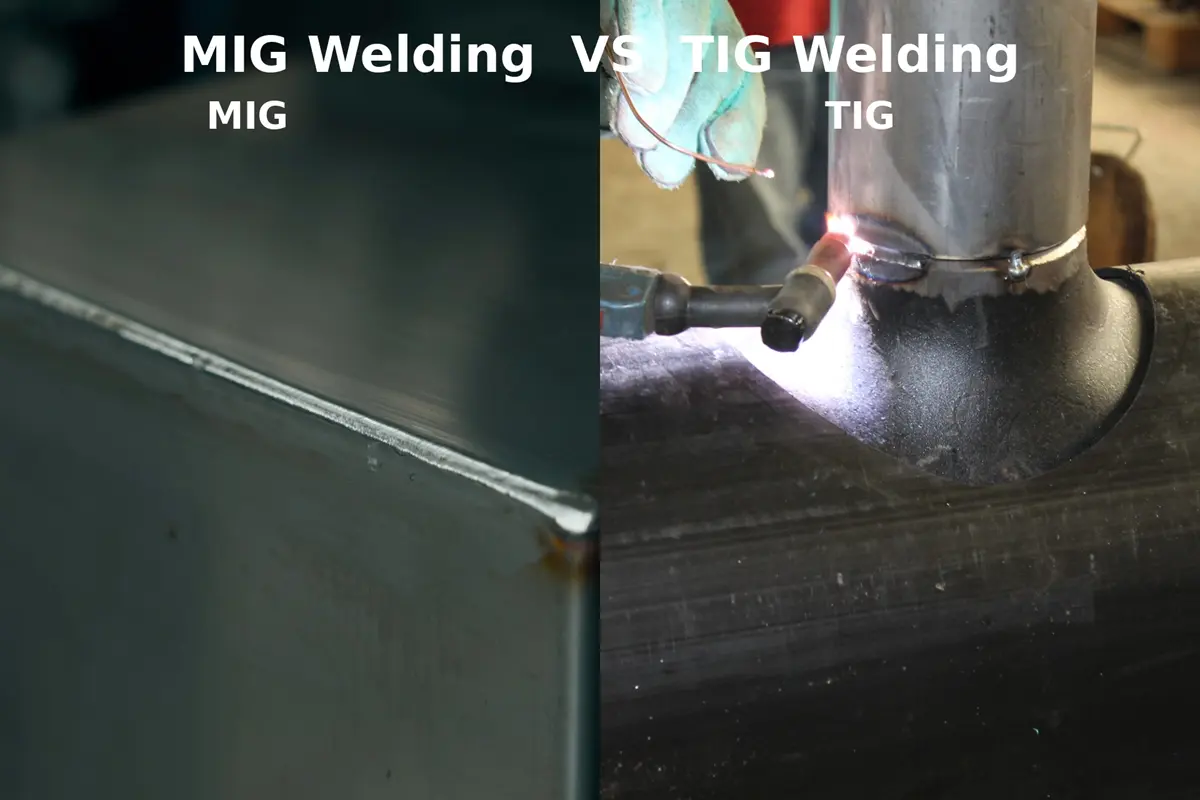
MIG welding (GMAW) is a continuous wire feeding process. A welding gun pushes solid wire directly into the weld pool. This wire acts as both the electrical arc and the filler material.

TIG welding (GTAW) is a manual process. A solid tungsten electrode creates the arc. The operator then feeds a separate filler rod directly into the puddle by hand.

What’s the Difference Between MIG and TIG Welding?
MIG welding feeds filler wire automatically through a gun. TIG welding requires operators to feed a separate filler rod by hand. That physical difference dictates production speed, equipment costs, and final weld appearance.
Technique and Equipment
MIG operates as a one-handed process. The welder pulls a trigger, and the machine pushes wire through the gun barrel.
TIG demands two hands and a foot. The operator holds the TIG torch to maintain the arc, feeds the filler rod with the opposite hand, and manages heat input using a foot pedal.
Precision and Control
TIG allows direct heat management. The foot pedal lets operators adjust amperage mid-weld to prevent burn-through on thin sections.
MIG machines rely on preset voltage and wire feed speeds. The operator guides the gun while the machine deposits filler metal at a fixed rate, limiting adjustments during the actual weld.
Speed and Efficiency
Continuous wire feeding makes MIG welding fast. Operators complete long joints without stopping to replace filler rods.
TIG welding moves slowly. Hand-feeding the rod and managing the puddle limits travel speed, ruling out TIG for high-volume production lines.
Material Versatility
Both processes handle standard carbon steel, stainless steel, and aluminum.
TIG works better on thin-gauge sheet metal and specialized alloys like titanium or chromoly. Welders often compare 4140 vs 4130 steel to choose the right metal for these precise joints. MIG provides the deep penetration required for thick structural steel.
Quality and Appearance
TIG produces clean, visually distinct welds without generating spatter. The finished joint rarely requires post-weld grinding.
MIG creates strong joints but drops molten spatter on the surrounding metal. Welders typically spend time grinding and cleaning the work area after a MIG weld cools.
Cost and Accessibility
Shops train new workers on MIG equipment in a matter of days. The machines cost less upfront, and mixed shielding gases keep daily expenses low.
TIG requires months of practice to coordinate torch, rod, and pedal. GTAW machines carry higher price tags and rely on more expensive pure argon gas, increasing shop operating costs.
MIG vs TIG Welding Comparison Table
The table below compares the operation, materials, and costs for both welding methods:
|
Feature |
MIG Welding (GMAW) |
TIG Welding (GTAW) |
|
Operation |
One-handed automatic wire feed | Two-handed manual rod and foot pedal |
| Metal Thickness | Thick structural steel, high-volume |
Thin-gauge metal, specialty alloys |
|
Cleanup |
Requires spatter grinding | Minimal to none (clean finish) |
| Cost and Training | Lower setup cost, days to learn |
Higher setup cost, months to master |
What Are the Common Applications of TIG and MIG Welding?
Production speed, metal thickness, and required joint strength determine the exact welding process a facility uses.
Automotive and Aerospace Manufacturing
Car plants use MIG welding for steel vehicle frames and chassis. Its fast wire feed supports high-volume assembly lines, a speed that is also essential for sheet metal for the automation industry.
Aerospace technicians rely on TIG welding for aircraft exhaust systems and fuselages. These parts consist of thin aluminum and exotic alloys. TIG prevents burn-through on thin metal sheets and meets strict aviation safety codes.
Construction and Heavy Machinery
Structural contractors use MIG welding to connect thick steel I-beams and building columns. MIG provides the deep weld penetration required to support heavy commercial building frames.
Heavy equipment makers also run MIG machines to assemble bulldozers, cranes, and mining gear. The fast wire speed allows welders to finish long joints on thick steel plates. TIG moves too slowly for this heavy industrial work.
Pipe Welding and Petrochemical Industries
Oil refineries and chemical plants require TIG welding for high-pressure process piping. These systems carry hazardous fluids. TIG lays down a clean root pass on the inside of the pipe joint to prevent leaks.
Pipe fitters often switch to MIG welding to fill the rest of the joint after completing the initial TIG seal. Combining the two methods secures the inner pipe surface while using the speed of MIG to fill the thick outer walls.
When Do You Choose MIG or TIG Welding?
Part tolerances and order volume dictate whether to use MIG or TIG welding.
Choose MIG Welding for Productivity
MIG welding quickly joins thick components for high-volume manufacturing. However, fast travel speeds require tight joint fit-up.
Operators often use precise tack welding first. This step holds pieces in perfect alignment. Then, they run the continuous MIG bead. Poorly cut base metals force welders to stop and fill gaps, which slows down assembly lines.
Choose TIG Welding for Precision
TIG welding provides specific heat control to prevent distortion on thin specialty alloys. In aerospace and medical projects, a clean TIG weld starts with an accurate initial cut.
Combine Both Methods for Complex Assemblies
Medical devices and robotics often combine thin materials with thick structural frames. These complex assemblies rely on precision sheet metal fabrication, requiring both welding methods on a single component.
Strong hybrid joints demand strict CNC tolerances (down to ±0.005 mm). At Rollyu, welders apply TIG to seal the thin metal and prevent heat distortion, then switch to MIG to reinforce the heavy bases. Handling both the ISO-certified machining and mixed welding in one facility eliminates shipping delays between multiple vendors.

FAQ
Is TIG welding stronger than MIG?
Neither process is automatically stronger. TIG produces clean welds with minimal internal defects. MIG delivers the deep penetration needed for thick structural steel. Final joint strength depends on proper welding technique and clean base metals rather than the specific process.
Can I Use the Same Gas for MIG and TIG Welding?
No. TIG requires pure argon gas to protect the tungsten electrode. MIG relies on an argon and carbon dioxide mix to stabilize the arc. Running mixed MIG gas through a TIG torch ruins the tungsten.
Which Welding Method Is Better for Thin Metals?
TIG handles thin metals best. Operators use a foot pedal to adjust heat input mid-weld. This direct control prevents the arc from burning holes through delicate sheet metal. MIG runs too hot and deposits metal too quickly for thin materials.
Conclusion
Choosing between MIG and TIG welding depends on production volume and metal thickness. MIG handles bulk structural manufacturing. TIG works best for accurate and delicate assemblies.
Rollyu provides a complete solution by combining CNC machining with both welding methods. Managing the whole production cycle in one facility delivers the accuracy required for aerospace and medical parts. This workflow removes the risks of using many suppliers and ensures consistency from the first cut to the final weld.