
According to AMT’s USMTO report, machinery orders tracked by USMTO through November 2025 totaled $4.92B, a 17.8% increase over the first 11 months of 2024. That level of spending indicates ongoing demand for precision parts and added machining capacity. For round components like shafts and pins, CNC turning is the standard solution. It delivers consistent results with stable cycle times.
This guide covers the CNC turning process for precise cylindrical parts. It connects machine selection to specific geometries and explains the production workflow. Material strategies and practical examples from automotive and medical sectors demonstrate how to balance quality with production costs.
What is CNC Turning?
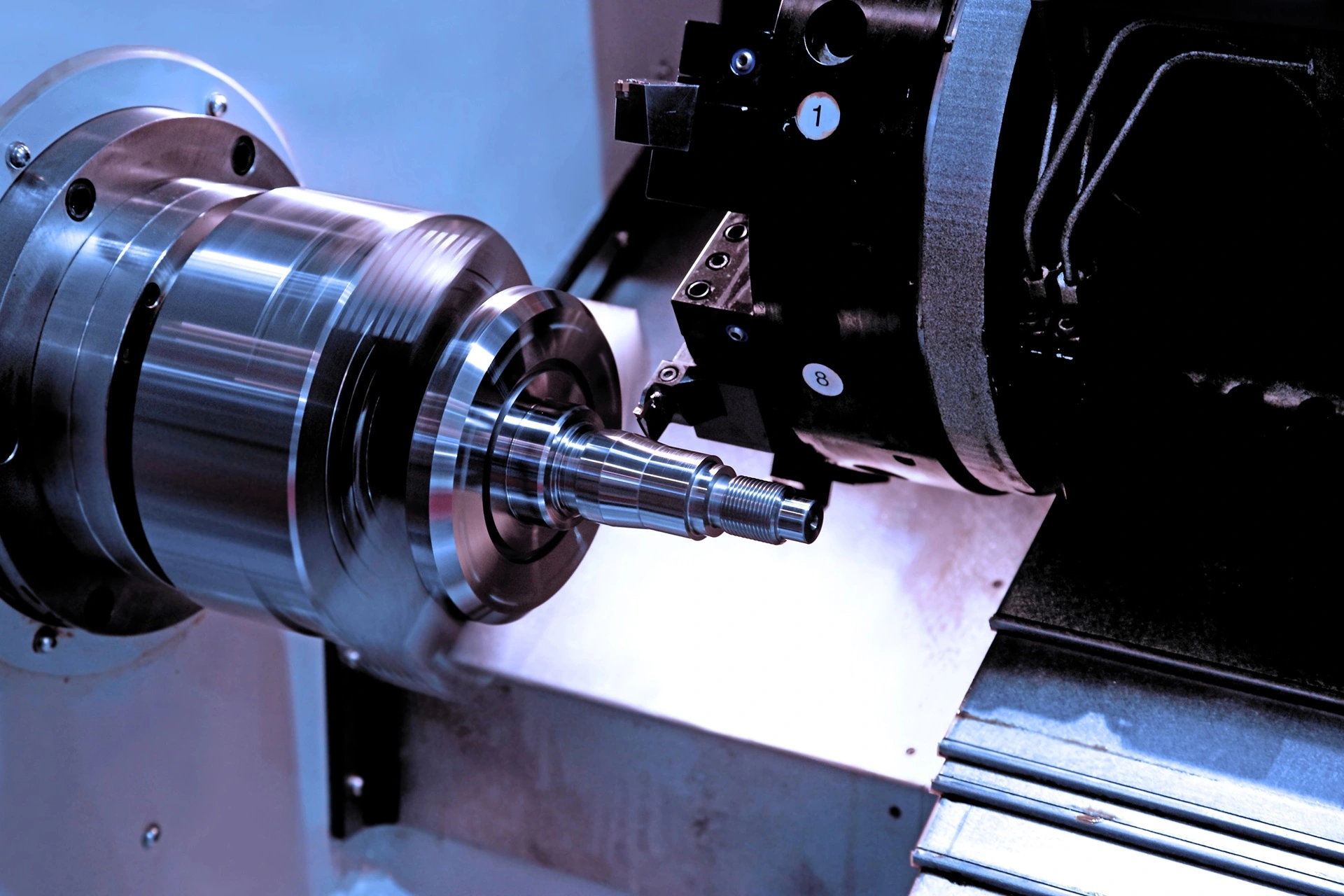
CNC turning is a machining process used to make round parts by spinning the workpiece on a CNC lathe while a cutting tool shapes it. The machine follows a CNC program, which helps keep diameters, bores, and surface finishes consistent from part to part.
Benefits of CNC Turning
- Accuracy: CNC control helps maintain tight tolerances on critical diameters and mating surfaces, so parts fit and seal as intended.
- Cost effectiveness: For cylindrical shapes, turning removes material efficiently, which can reduce cycle time and scrap.
- Speed: After setup, turning runs with steady cycle times, making it easier to scale production and support shorter lead times.
How Does CNC Turning Work?
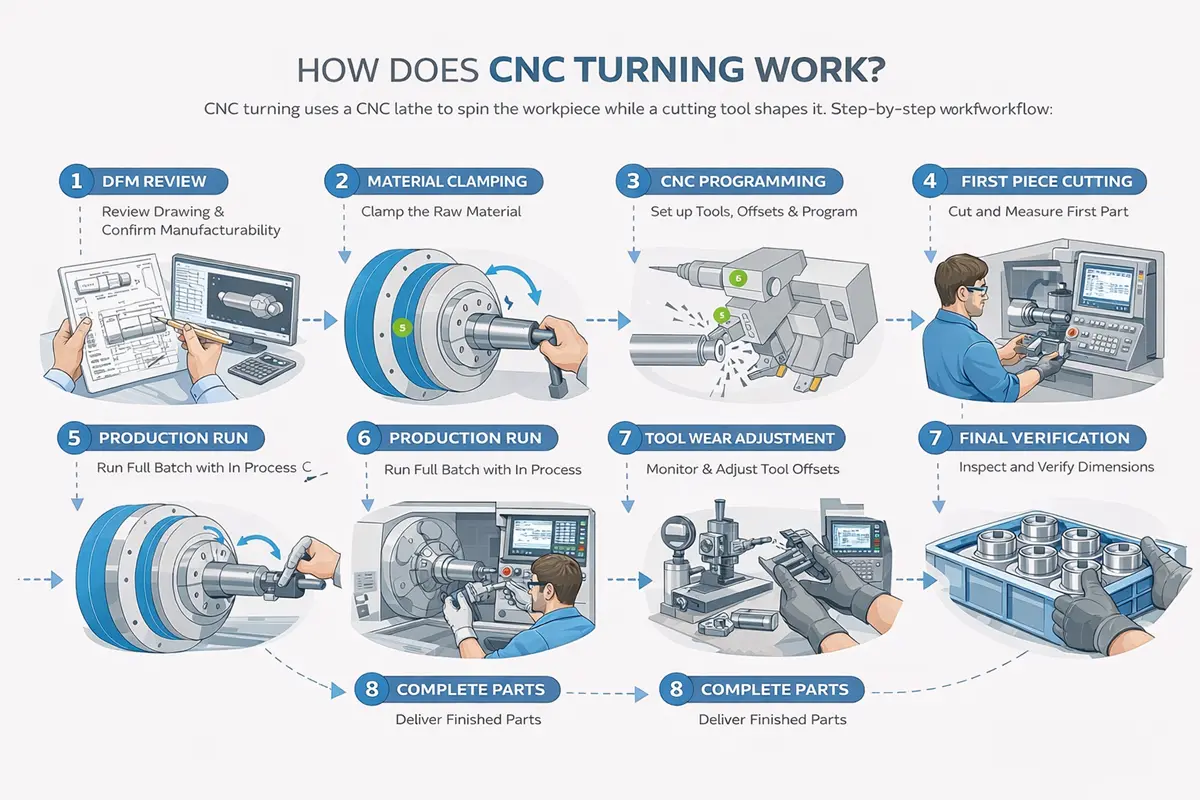
CNC turning uses a CNC lathe to spin the workpiece while a cutting tool shapes it. Most jobs follow a repeatable workflow from DFM review and programming through in process checks and final verification, so results stay consistent across a batch.
Step-by-step workflow:
The process begins with reviewing the drawing, confirming manufacturability, and clamping the material. Operators set up the tools, offsets, and CNC program, then cut a first piece to verify tolerances. Once approved, the machine runs the full batch with in process inspections, tool wear adjustments, and final verification before finishing.
What are Different Types of CNC Turning Machines?
Turning machine selection affects tolerance control, cycle time, and the number of setups required. Most CNC turning jobs fit into three common machine types.
CNC Lathes
A CNC lathe is the standard machine for round parts. The work is held in a chuck or collet, and a turret cuts OD/ID features such as facing, grooves, and threads. It fits best when the part is mainly turned and does not require cross-features.

CNC Turning Centers
A CNC turning center offers more capability. With live tooling and, in many cases, a second spindle, it can combine turning with drilling or light milling in one cycle. This is useful when the print includes off-center features or when both ends need machining with minimal handling.

Swiss-Type Lathes
Swiss-type lathes are built for small parts with tight tolerances, especially long and slender geometries. A guide bushing supports the bar close to the cut, which helps limit deflection. They are common in high-volume precision work where repeatability is critical.
How to Choose the Right Turning Machine Type
Machine selection depends on the drawing and the setup count. The table below links common part needs to the machine type and the production result.
| Part features | Machine type | Best use |
| Mostly round features; no cross-holes/flats | CNC Lathe | Straight turning work |
| Cross-features or both ends need machining | CNC Turning Center | Reduce setups |
| Small, long/slender; tight tolerances | Swiss-Type Lathe | Precision small parts |
What are Types of CNC Turning Operations?
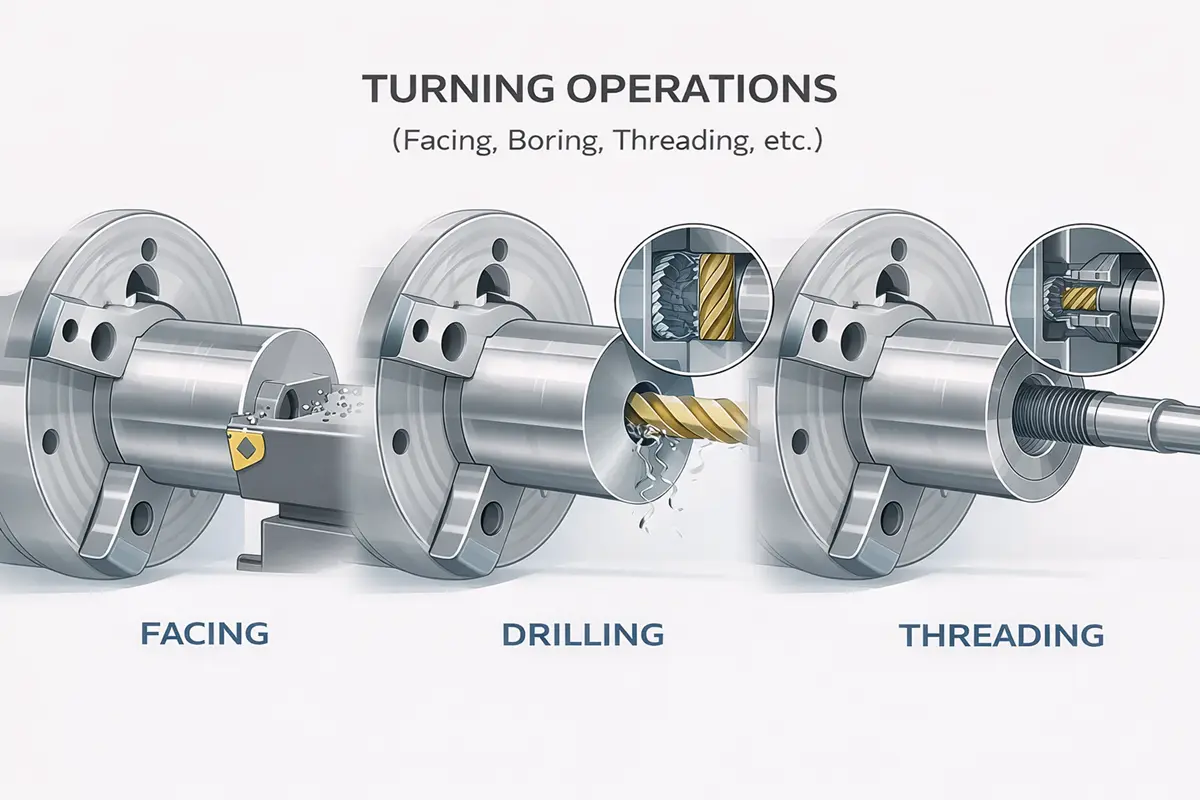
In our CNC machining parts work, CNC turning operations usually fall into three groups: basic turning, holemaking, and feature-forming. Most parts use a mix of them based on the drawing.
Basic Turning Operations
- Facing: Sets a clean end face and part length.
- OD/ID turning: Brings outside or inside diameters to size.
Operation selection tips: Face early to build a solid reference. For tight diameters, rough first and finish last to protect size and surface finish.
Holemaking Operations
- Drilling: Fast way to start a hole.
- Boring: Brings the hole to size and improves straightness and finish.
Operation selection tips: Drilling works when the hole tolerance is moderate. Boring is the better pick when size control, finish, or OD-to-ID concentricity matters.
Feature-Forming Operations
- Threading: Adds internal or external threads.
- Grooving/parting: Cuts grooves or separates the part.
- Knurling: Adds grip on the OD.
Operation selection tips: Lock thread specs early to avoid rework. For grooving and parting, plan tool access and burr control. Use knurling only when function requires it, since it can shift OD and finish.
What Material Can Be Used in CNC Turning?
CNC turning supports many metals and plastics. Material choice affects size stability, surface finish, tool life, and lead time, so it should match the part’s function and tolerance needs.
Metals for CNC Turning
- Aluminum (6061, 7075): Fast to machine and lightweight. A common pick for general hardware.
- Stainless steel (303, 304, 316): Used when corrosion resistance matters, but cycle times are usually slower than aluminum.
- Carbon/alloy steel (1018, 1045, 4140): Chosen for strength and durability. Heat treat can change size, so finishing stock is required.
- Brass: Cuts cleanly and works well for fittings and threaded features.
- Titanium: Selected for strength-to-weight and corrosion resistance, but it typically involves higher costs due to faster tool wear during machining.
Plastics for CNC Turning
- Acetal (Delrin): Stable and easy to hold size. Often used for bushings and low-friction parts.
- Nylon: Tough, but moisture can affect dimensions.
- PTFE (Teflon): Great for chemicals and low friction, but it’s soft and harder to hold tight tolerances.
- PEEK: High-performance plastic for heat and strength, with higher material cost.
Different Material Comparison Table
Here’s a quick side-by-side view of common CNC turning materials and what they usually mean for machining, corrosion resistance, and cost.
| Material | Typical use | Machinability | Corrosion and chemical resistance | Cost |
| Aluminum 6061 | Lightweight parts, fast cycles | High | Medium | Low–Med |
| Stainless 304/316 | Wet/chemical environments | Medium | High | Med–High |
| Steel 4140 | Higher strength parts | Medium | Low–Med | Medium |
| Brass | Clean threads, fine details | High | High | Medium |
| Titanium | High strength-to-weight | Low–Med | High | High |
| Acetal (Delrin) | Bushings, low-friction parts | High | High | Low–Med |
| Nylon | Tough plastic parts | Medium | Medium | Low |
| PTFE | Chemical + low friction | Low | High | Medium |
| PEEK | Heat + strength in plastic | Medium | High | High |
How to Choose the Right Material
Balance part function with budget by focusing on these three criteria.
- Match Material to Environment
If the part faces moisture, use stainless steel for pump shafts or valves. For high-stress components like gears or fasteners, choose alloy steel or titanium.
- Factor in Machinability
Harder materials increase cycle time. To lower costs on simple spacers, bushings, or pins, switch to free-machining aluminum or brass. - Avoid Over-Specification
Consider standard grades. Use Aluminum 6061 for generic housings rather than costly 7075, as discussed in our Aluminum 6061 vs 7075 guide. If cosmetic appearance matters for knobs or handles, choose acetal for a naturally smooth finish.

Common Applications of CNC Turning Parts
CNC turning adapts to both high-volume production and custom precision work, delivering the tight tolerances needed across varying sectors.
Automotive Parts
Engine and suspension systems require components that withstand constant road vibration, especially in automation manufacturing environments. CNC turning produces transmission shafts and bushings with high durability, while ensuring hydraulic fittings achieve leak-free seals under pressure.
Industry use case tip: Plan for heat treatment. Since shafts often warp during hardening, turn critical diameters with slightly extra stock. This allows you to grind the part to final spec after heat treat.

Aerospace Components
Fasteners and sleeves in this sector must survive extreme temperature shifts without failing. Turning lightweight titanium into these geometries ensures the strict tolerance control required for flight-critical structural safety.
Industry use case tip: Control the heat. Titanium holds heat at the cutting edge. Use high-pressure coolant to prevent work hardening, which causes parts to fail quality checks.

Electrical and Electronics
For tiny connector pins and housings, concentricity is everything. Turning brass or copper ensures these parts align perfectly on crowded circuit boards, preventing assembly jams caused by poor fits.
Industry use case tip: Account for plating thickness. Most pins need gold or silver plating. Machine the OD slightly undersized so it hits the tolerance target after the coating adds microns.

Medical Devices
Swiss-type lathes excel here, machining implant components and surgical instruments from medical-grade stainless steel. The process delivers a burr-free surface finish, and why deburring matters becomes important for cleanable surfaces and reduced contamination risk in medical applications.
Industry use case tip: Prevent cross-contamination. Use controlled handling and contamination control procedures when machining stainless steel for medical parts. Tools that previously cut carbon steel can introduce iron particles into the surface, which may lead to rust on the final implant.

Why Choose Rollyu Precision for CNC Turning?
Rollyu Precision delivers parts inspected and ready for assembly. We strictly adhere to your specified tolerances to minimize incoming inspection risks.
DFM and Tolerance Support
Improve designs for manufacturing efficiency. Our engineers review designs early to identify cost drivers. We select the process to consistently hold ISO standards or tight tolerances down to +/- 0.005mm on critical features.
Inspection and Traceability
Confirm quality with full traceability. We operate under ISO 9001:2015 standards, using CMMs to verify critical features. Shipments include material certs and dimensional reports to keep your records audit-ready.
Finishing Options
Simplify your supply chain with integrated finishing. We manage anodizing, passivation, and plating to remove logistical bottlenecks. This integrated workflow cuts lead times and prevents damage during transit.

FAQ
What Are the Limitations of CNC Turning?
CNC turning primarily produces cylindrical shapes. It cannot create square features or off-center holes efficiently unless the machine uses live tooling or a secondary milling setup.
Is Grinding More Accurate Than CNC Turning?
Yes, grinding generally yields smoother finishes and tighter tolerances. However, modern hard turning offers a faster alternative for hardened components holding specs around +/- 0.005mm.
What’s the Difference Between CNC Turning and CNC Milling?
Turning spins the workpiece against a stationary tool, while milling spins the tool against a stationary workpiece. Choose turning for round parts like shafts, and milling for flat or square components.
Conclusion
CNC turning is the standard for precise round parts. However, holding tolerances takes strict process control, not just machines. Rollyu Precision delivers that stability, ensuring your components arrive on spec and on schedule.