
A part’s lifespan often hinges entirely on its surface finish. According to a recent report cited by Bloomberg, the global metal finishing market is projected to surge through 2030, driven by strict durability demands in automotive and medical sectors. For engineers, the takeaway is clear: even the tightest CNC tolerances mean nothing without the right finish.
Bead blasting bridges the gap between visual appeal and mechanical precision. It cleans and smooths metal parts with minimal dimensional change. This guide details the process, material options, and industry applications. Most importantly, it outlines specific design strategies to ensure CNC components are fully optimized for production.
What is Bead Blasting and How Does it Work?
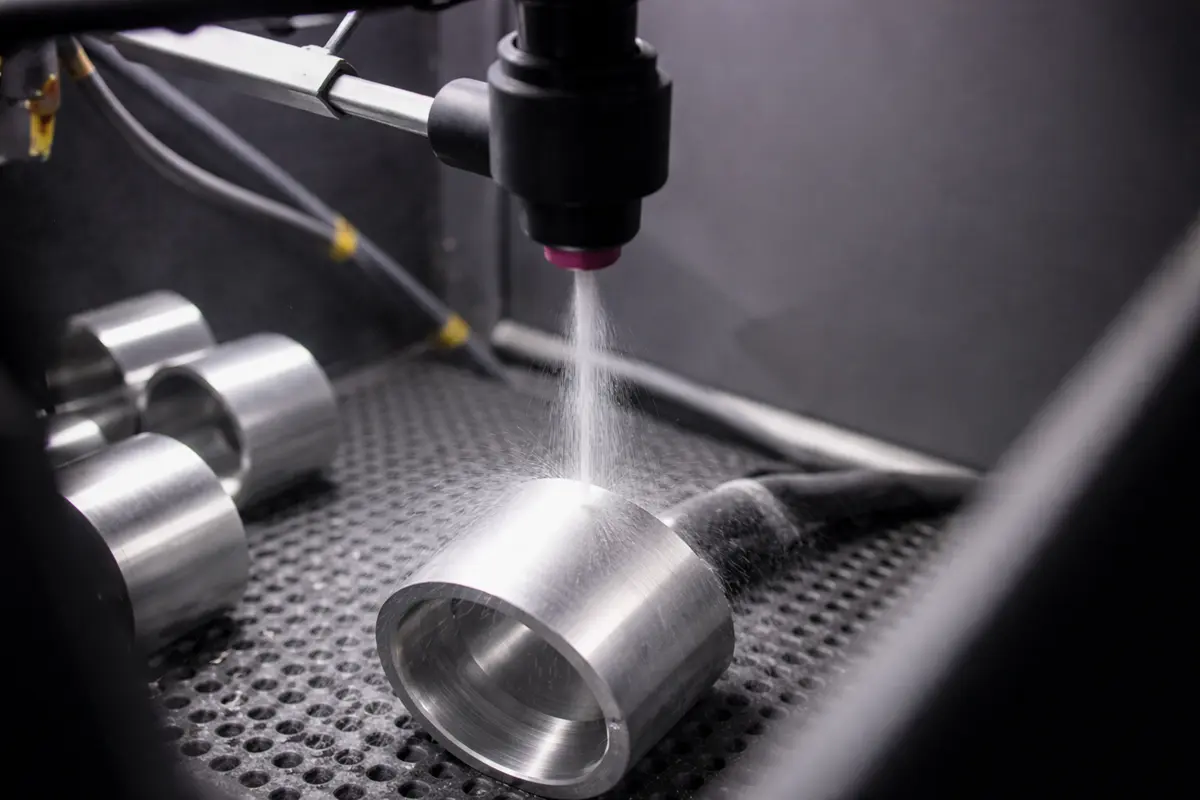
Bead blasting smooths a part’s surface without altering critical dimensions. A high-pressure nozzle shoots spherical glass beads at the metal to impact the surface. Unlike angular abrasives that “cut,” round beads “peen” the material. This creates a uniform, matte satin finish (typically Ra 1.6 – 3.2 µm) that effectively hides machining marks. It is the industry standard for parts that need a premium look without sacrificing precision.
Bead Blasting vs Sandblasting: What’s the Difference?
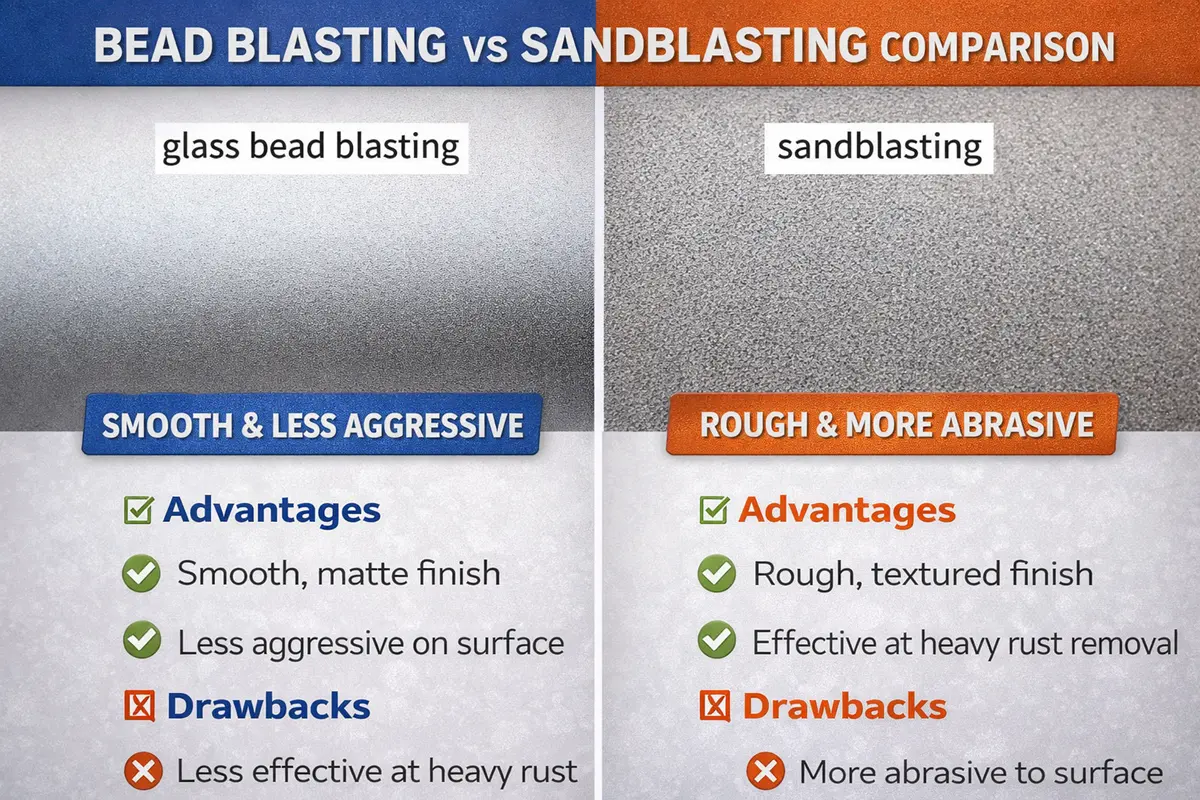
The key difference is media shape and aggression. Bead blasting uses spherical media (glass or ceramic) to polish. Sandblasting uses jagged media (sand or silica) to cut and etch. Think of bead blasting as a surface massage, while sandblasting is heavy exfoliation.
Pros and Cons of Bead Blasting
It excels at finishing delicate parts where aesthetics matter, though it lacks the power for heavy cleaning.
Pros:
- Aesthetic Appeal: Creates a clean, non-reflective satin look.
- Safe on Dimensions: Removes deposits without eating into the base metal.
- Surface Strength: The peening action compresses the surface, boosting fatigue resistance.
Cons:
- Too Gentle: Struggles to remove heavy rust or thick paint.
- Slower: Takes longer to treat surfaces compared to sharp abrasives.
- Media Durability: Glass beads shatter over time, requiring frequent replacement.
Pros and Cons of Sandblasting
While unmatched for surface preparation, this aggressive method trades precision for power.
Pros:
- Aggressive: Strips corrosion, scale, and tough coatings instantly.
- Paint Prep: Creates the rough texture needed for paint or powder coating adhesion.
- Fast and Cheap: Silica media is inexpensive and covers large areas quickly.
Cons:
- Rough Finish: Leaves a gritty texture unsuitable for cosmetic faces.
- Dimensional Risk: The cutting action removes material, effectively ruining tight tolerances.
- Health Safety: Silica dust poses serious respiratory risks without proper filtration.
Comparison Table
Here is a side-by-side comparison of the technical distinctions to guide your selection.
| Feature | Bead Blasting | Sandblasting |
| Media Shape | Spherical (Round) | Angular (Jagged) |
| Primary Action | Peening / Smoothing | Cutting / Etching |
| Surface Result | Smooth, Matte/Satin | Rough, Textured |
| Material Loss | Minimal | High |
What Materials Are Used in Bead Blasting?
The blasting media defines the result. Whether you need a cosmetic satin look or a rough texture for painting, the material’s hardness and shape dictate the outcome.
Glass Bead
This is the default choice for most CNC machining parts. These soda-lime spheres polish the metal without removing material. It creates a uniform, matte finish on aluminum or stainless steel while protecting tight tolerances.
Ceramic Beads
Choose this for a cleaner, longer-lasting finish. Unlike glass beads that can shatter and get stuck in the surface, ceramic beads are tough and resist breaking. This makes them ideal for hard metals like Titanium and Tool Steel, ensuring a consistent texture without leaving unwanted residue behind.
Steel Shot
Choose this for durability, not just looks. These heavy steel balls hammer the surface to boost fatigue resistance, a process called “peening.” It leaves a dimpled texture rather than a smooth satin finish, making it ideal for high-stress gears and springs that need to resist cracking.
Plastic Media
The safest bet for delicate substrates. Soft materials like urea or acrylic strip coatings without digging into the base metal. It effectively cleans mold flash or sensitive avionics parts where preserving the underlying surface integrity is critical.

Which Industries Use Bead Blasting?
Bead blasting is versatile enough to solve completely different problems across manufacturing. It cleans, strengthens, and finishes parts depending on the specific needs of the sector.
Medical Devices
Surgical tools require a matte, non-reflective finish for safety. Blasting prevents dangerous glare from operating room lights that could blind surgeons. It also cleans titanium implants, ensuring the surface is smooth and sanitary for the human body.

Robotics Parts
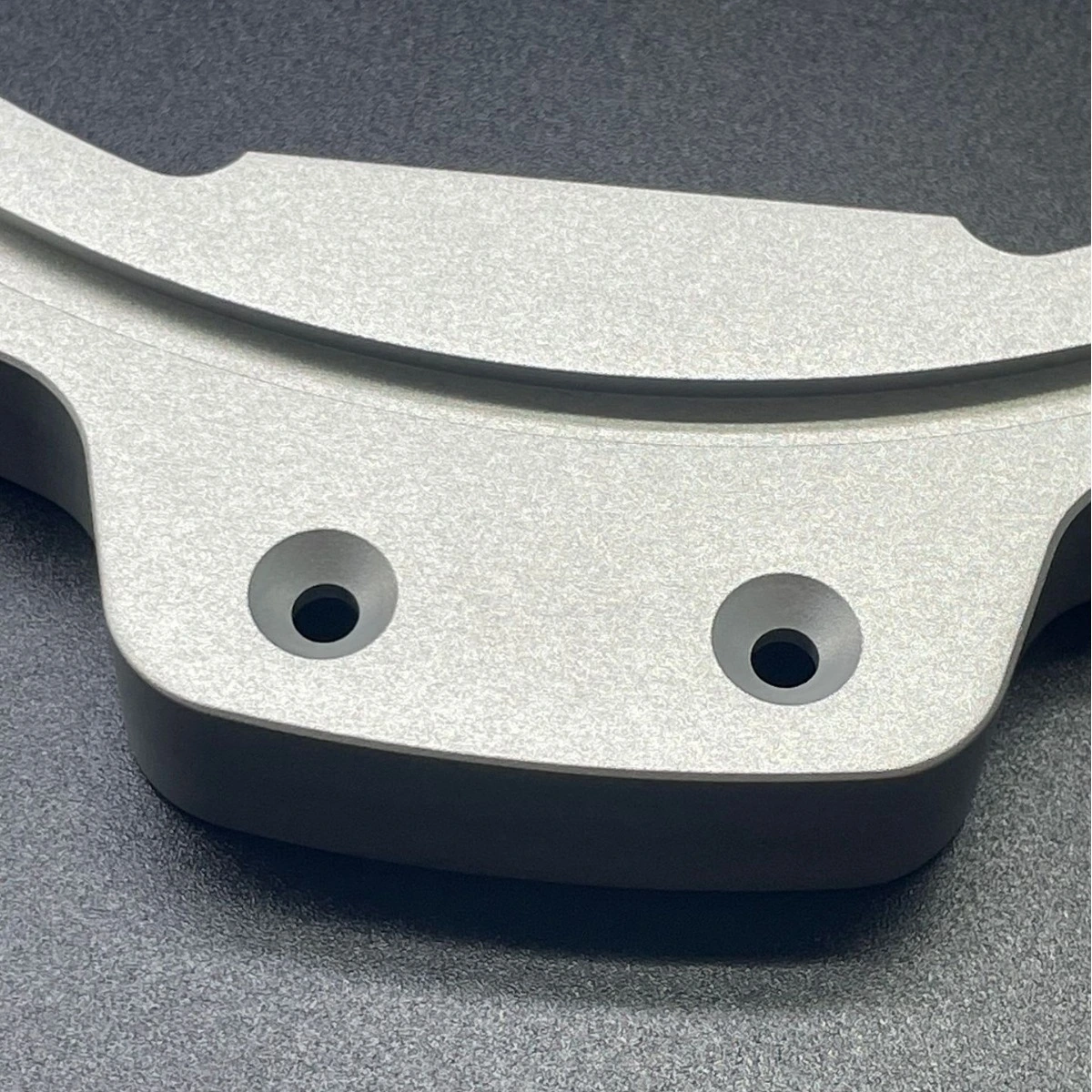
It transforms machined aluminum parts into consumer-ready products. The process effectively blends away distracting tool marks left by CNC machines. This gives the final robot components a uniform, high-end satin look immediately.
Aerospace Parts
Manufacturers use it to clean flight-critical parts without altering strict tolerances. It safely removes debris from delicate turbine blades without changing their shape. For heavy components like landing gear, the process strengthens the metal to resist stress fatigue during flight.
Automotive Components
Auto shops rely on blasting to restore engine parts and prep surfaces for paint. It strips carbon build-up from old cylinder heads to make them look new. It also roughens body panels, creating a surface that helps primers and paint bond permanently.
How to Design CNC Parts for Bead Blasting?
Design choices directly impact the quality of the blasted finish. Planning for this post-processing step early ensures your parts look professional and function correctly.
Consider the Required Surface Finish
Define the visual goal before machining begins. Bead blasting creates a uniform, non-reflective satin texture that effectively hides tool marks on CNC machining parts. If your part requires a specific roughness (Ra 1.6-3.2 µm), specify it clearly on the drawing so the manufacturer can select the correct media size.
Select the Right Material
Harder metals withstand the blasting pressure best. When evaluating Titanium vs Aluminum for your design, note that Titanium maintains its shape perfectly under high-impact media. However, for softer alloys like aluminum or brass, strict design controls are needed: avoid extremely thin walls (< 1 mm), as the blasting pressure can cause warping or surface deformation.
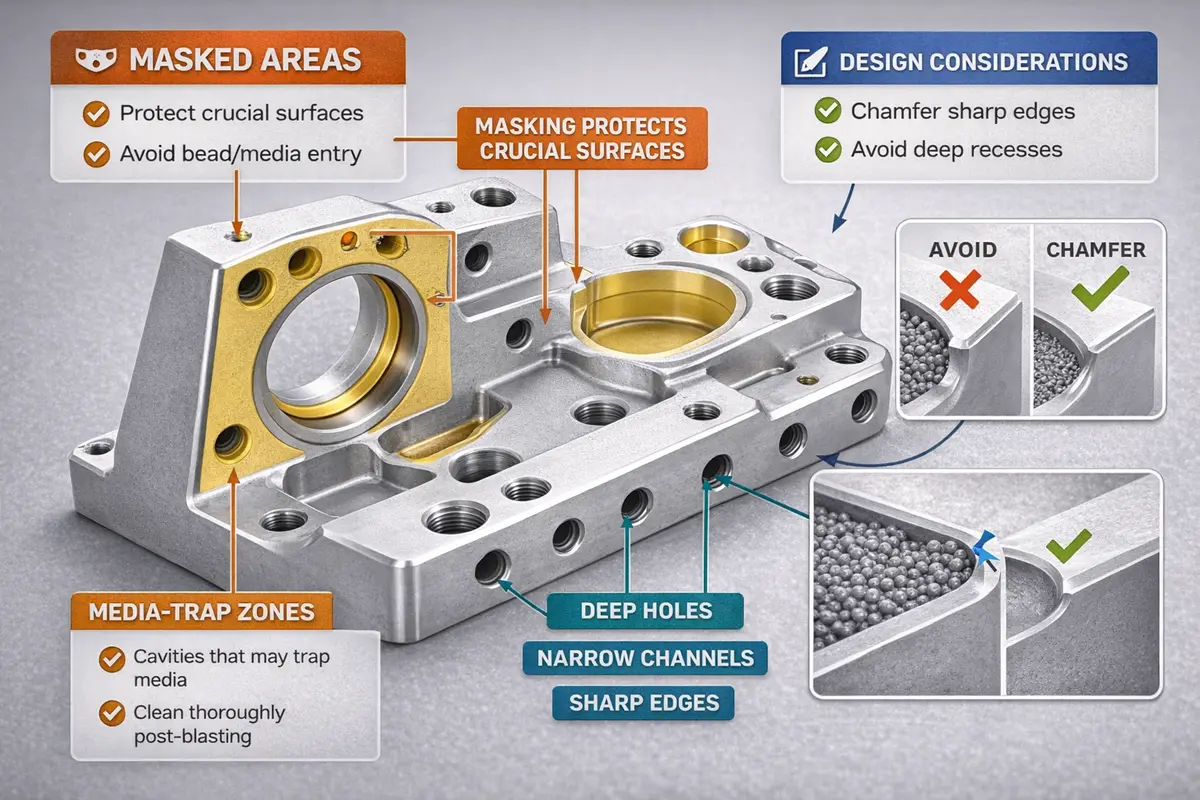
Pay Attention to Part Geometry
Ensure all surfaces are accessible to the blasting nozzle. Media travels in straight lines and cannot effectively smooth out deep blind holes or sharp internal corners. Design parts with open geometries and add radii to internal corners to prevent uneven textures or trapped media.
Specify Critical Tolerances and Masking
Bead blasting impacts dimensions. To ensure tight tolerances (±0.005 mm), Rollyu advises specifying the finish order relative to machining and requesting masking for critical mating surfaces like bearing bores and threads.
FAQ
Can Bead Blasting Damage My Part?
Yes. High pressure can warp thin walls (< 1 mm) or erode sharp edges. Rollyu prevents this by lowering PSI and selecting softer media for sensitive geometries.
Is Bead Blasting Environmentally Friendly?
Yes, it is a clean and sustainable process. Unlike chemical etching, it requires no toxic solvents or acids. Media like glass beads are recycled and reused multiple times, minimizing industrial waste.
Can Bead Blasting Be Used on Delicate or Complex Parts?
Yes. Rollyu uses ultrasonic cleaning to protect delicate parts. To aid this, avoid designing deep blind holes to eliminate the risk of trapped media.
How Do You Reduce the Cost and Lead Time of Bead Blasting a Part?
Stick to standard media and finishes. Custom roughness (Ra) specs demand costly machine calibration and testing. Grouping similar parts for batch processing also drastically cuts unit costs and speeds up delivery.
Conclusion
Bead blasting defines quality but demands expertise to protect critical dimensions. Poor execution risks ruining the tight tolerances of precision parts. Rollyu prevents this risk by integrating finishing directly into the CNC workflow. This ensures strict dimensional integrity and controlled Ra values for every component.
Contact Rollyu today for precision medical machining that looks as precise as it performs.