How to Prevent Discoloration in Aluminum Anodizing Case Study
Anodized aluminum is widely used in precision CNC machined components because it improves corrosion resistance, wear resistance, surface hardness, electrical insulation, and cosmetic appearance.
However, for engineered aluminum parts, anodizing is not just about making the surface look better. Color consistency directly affects product appearance, brand quality, and customer acceptance.
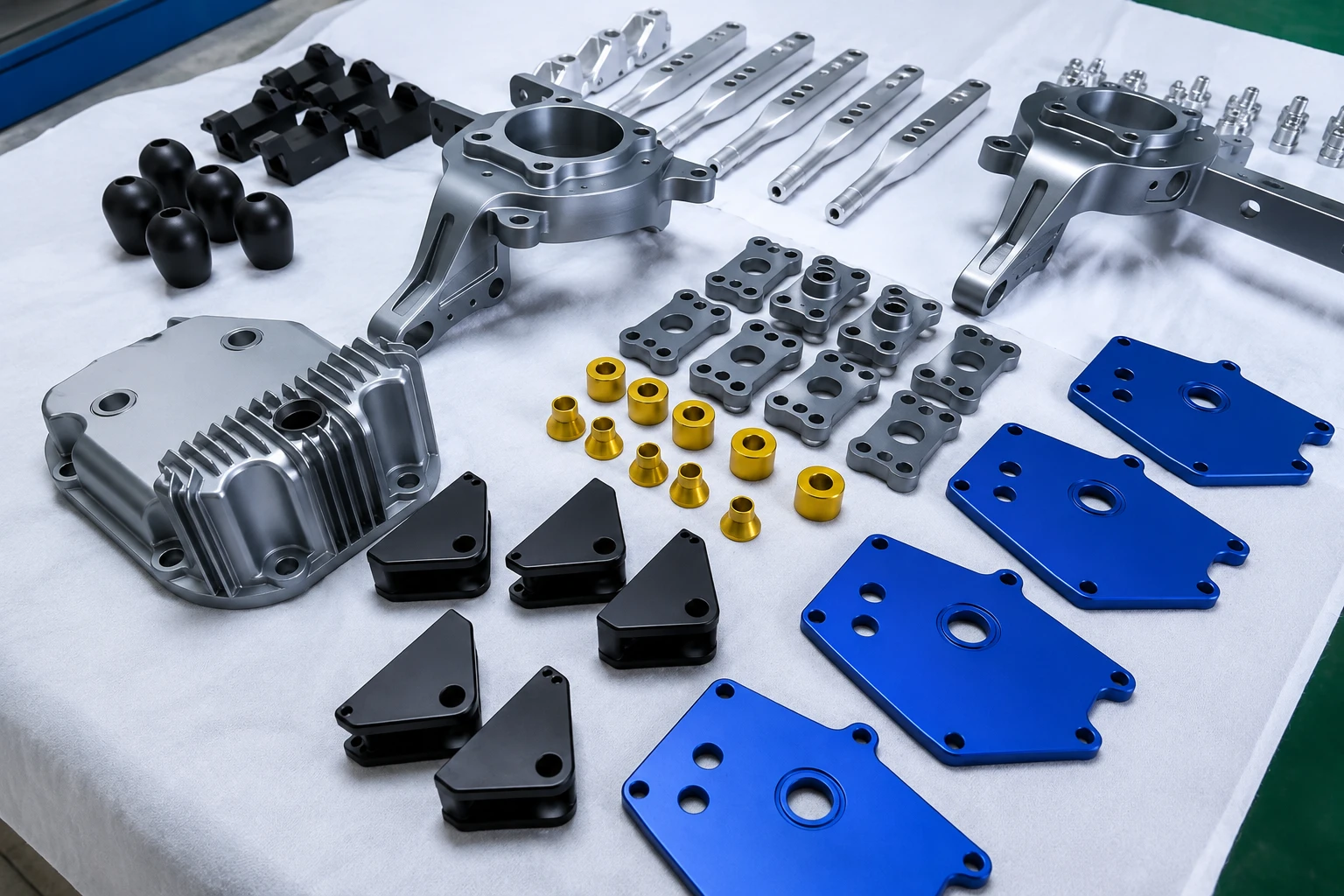
At Rollyu Precision, we frequently manufacture anodized aluminum components for robotics, automation, semiconductor equipment, photonics, medical devices, and motion control systems. In these industries, black anodized aluminum, clear anodized aluminum, bronze anodized aluminum, dark bronze anodized aluminum, and hard anodized aluminum finishes often require strict visual consistency.
This case study explains how we identify, prevent, and control color difference in anodized aluminum parts.
Background: Why Color Consistency Matters in Anodized Aluminum Parts
A customer required CNC machined aluminum components with a consistent anodized finish. The parts included multiple batches of aluminum alloy machined components requiring stable appearance after anodizing.
The main concerns were:
- Uneven color depth on the same part
- Batch-to-batch color variation
- Dark edges and lighter centers
- Local color spots
- Inconsistent black anodized aluminum appearance
- Variation between clear anodized aluminum finish samples
- Difficulty matching bronze or dark bronze anodized aluminum colors
For decorative and functional components, even small color variation can cause rejection. More importantly, discoloration may indicate inconsistent oxide film thickness, uneven porosity, or unstable dye absorption.

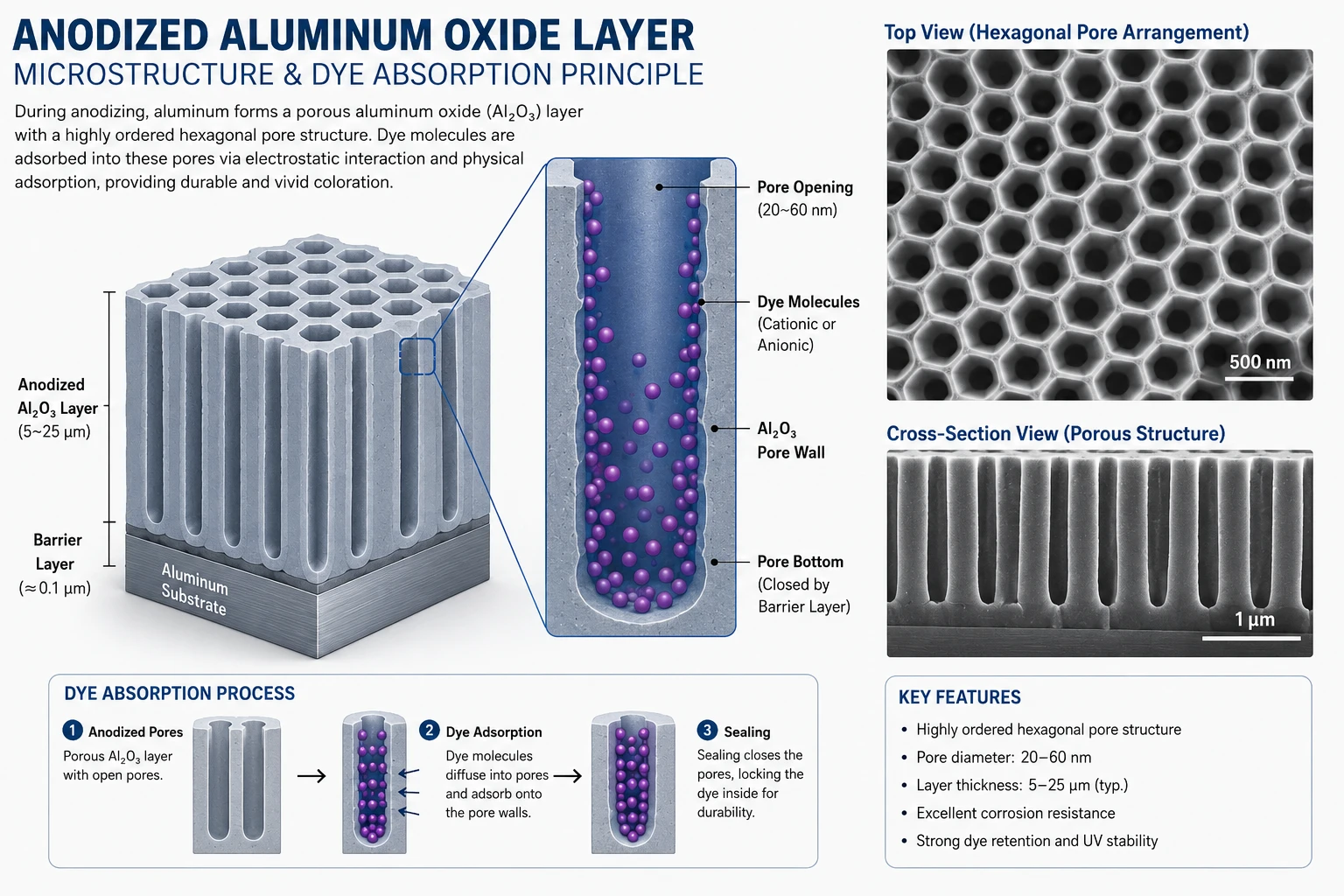
What Is Anodized Aluminum
Anodized aluminum is aluminum that has gone through an electrochemical oxidation process. During anodizing, a controlled oxide film grows on the aluminum surface.
This oxide layer contains microscopic pores that can absorb dyes, allowing the surface to be finished in different anodized aluminum colors, including:
- Black anodized aluminum
- Clear anodized aluminum
- Bronze anodized aluminum
- Dark bronze anodized aluminum
- Natural anodized aluminum
- Hard anodized aluminum
- Red anodized aluminum
- Blue anodized aluminum
After dyeing, the surface must be sealed to lock the color into the oxide film and improve corrosion resistance and wear resistance.
| Finish Type | Appearance | Key Benefits | Typical Applications |
| Black Anodized | Deep black, matte or glossy | Excellent weather resistance, light absorption, anti-reflective | Robotics components, optical devices, Motion control parts,consumer electronics |
| Clear Anodized | Natural aluminum color, metallic | Basic corrosion protection, enhanced hardness, high thermal conductivity | Semiconductor equipment, medical devices, structural brackets |
| Hard Anodized | Grey, dark brown to black | Extreme hardness (HRC 60+), superior wear resistance | Motion control parts, pistons, heavy-duty automation equipment |
| Bronze Anodized | Classic metallic bronze | Highly decorative, UV resistant, fingerprint-proof | Architectural trim, precision instrument housings, high-end office gear |
Main Causes of Anodized Aluminum Color Difference
Color variations in anodized aluminum are primarily caused by uneven film thickness, unstable bath conditions, poor pre-treatment, and dye fluctuations. Precise control of temperature, chemistry, and sealing protocols is essential to ensure consistent, high-quality finishes across all parts.
Uneven Oxide Film Thickness
The oxide film is the foundation of anodized aluminum color consistency. If the film thickness is not uniform, dye absorption will also be uneven.
Common causes include:
- Uneven anodizing bath temperature
- Poor bath circulation
- Unstable current density
- Poor electrical contact
- Inconsistent part spacing on racks
- Sharp edges causing current concentration
For dyed finishes, the anodized film usually needs sufficient thickness. If the film is too thin, dark colors such as black anodized aluminum may appear gray, light, or uneven.
Unstable Anodizing Bath Conditions
The anodizing process depends heavily on chemical and electrical stability.
Key factors include:
- Sulfuric acid concentration
- Aluminum ion concentration
- Bath temperature
- Current density
- Processing time
- Bath circulation
For sulfuric acid anodizing, temperature control is especially important. If the bath is too cold, the pores may become too dense, slowing dye absorption. If the bath is too hot, the oxide film may become loose or powdery, making color control difficult.
Poor Surface Pre-Treatment
Before anodizing aluminum, the surface must be properly cleaned.
Residual oil, polishing compound, dust, fingerprints, or alkaline etching variation can all affect oxide film growth.
Common pre-treatment problems include:
- Incomplete degreasing
- Uneven alkaline etching
- Poor rinsing
- Surface contamination
- Mixed material batches
- Different aluminum alloy conditions
For precision CNC machined parts, machining marks, sharp edges, burrs, and local surface roughness differences can also influence the final anodized appearance.
Dye Bath Instability
Dyeing is one of the most sensitive steps in aluminum anodizing.
Color variation can be caused by:
- Dye concentration too low
- Dye concentration too high
- Dye temperature variation
- Poor dye dissolution
- Floating undissolved dye particles
- Unstable pH value
- Dye bath aging
- Insufficient agitation
For acid dyes, pH stability is important because different pH values may produce different color tones.

Poor Rinsing and Sealing
After anodizing and dyeing, rinsing and sealing are critical.
If sulfuric acid residue remains inside the oxide film pores, it can contaminate the dye bath or interfere with dye absorption.
If sealing is not properly controlled, the color may fade, become lighter, or lose uniformity.
Common sealing methods include:
- Hot water sealing
- Steam sealing
- Medium-temperature sealing
- Cold sealing for selected dyes
Proper sealing helps maintain the original color while improving corrosion resistance and wear resistance.
| Discoloration Type | Potential Root Cause | Process Stage | Solution Strategy |
| Single Part | Uneven current distribution, poor jig contact | Anodizing | Optimize rack design, increase bath circulation |
| Batch Variation | Alloy batch fluctuations (Mg:Si ratio) | Raw Material | Implement material traceability, lock a single supplier |
| Light Color | Insufficient film thickness, short dyeing time | Dyeing | Increase anodizing duration, raise dye concentration |
| Grayish Black | Low film porosity, incomplete sealing | Dyeing & Sealing | Increase bath temperature, optimize sealing chemistry |
| Edge Effect | Excessive local current density | Electrical Setup | Add auxiliary cathodes or reduce ramp-up current |
Rollyu Precision’s Control Strategy for Anodized Aluminum Parts
Rollyu Precision implements a rigorous control strategy for anodized aluminum parts, integrating precise chemical balancing and strict inspection protocols to ensure exceptional surface durability, color consistency, and high-performance finishes.
Material Traceability Before Machining
Color consistency starts before machining.
Rollyu Precision controls raw material by checking:
- Aluminum alloy grade
- Material certificate
- Supplier consistency
- Batch traceability
- Heat treatment condition
- Surface condition before machining
Whenever possible, parts requiring the same anodized aluminum finish should be machined from the same material batch.
This is especially important for cosmetic parts, clear anodized aluminum parts, and bronze anodized aluminum parts.
CNC Machining Design for Better Anodizing Results
Machining quality affects anodizing quality.
Before sending parts for anodizing, we review:
- Sharp edge conditions
- Burrs
- Tool marks
- Surface roughness
- Thin-wall deformation risk
- Fixture contact areas
- Cosmetic surface requirements
For visible anodized aluminum surfaces, we recommend confirming cosmetic surfaces and masking areas before production.
Controlled Pre-Treatment
To reduce color difference, pre-treatment must be consistent.
Typical control points include:
- Degreasing
- Ultrasonic cleaning when required
- Alkaline etching
- Neutralization
- Deionized water rinsing
- Clean handling before anodizing
The goal is to remove oil, chips, dust, and surface contaminants before anodizing aluminum parts.
Stable Anodizing Parameters
For consistent anodized aluminum colors, the anodizing process must remain stable.
Key controls include:
- Bath temperature control
- Current density control
- Oxide film thickness control
- Bath circulation
- Electrolyte concentration monitoring
- Aluminum ion concentration monitoring
- Rack contact inspection
Good electrical contact is especially important. Loose racking can cause poor conductivity, uneven current distribution, and local color variation.
Dyeing Process Control
For black anodized aluminum, dark bronze anodized aluminum, and other dyed finishes, dyeing control is essential.
Important parameters include:
- Dye concentration
- Dye bath temperature
- Dyeing time
- pH value
- Dye bath filtration
- Part immersion angle
- Agitation method
- Batch sample comparison
If dyeing is too fast, color uniformity becomes difficult to control. If dyeing is too slow, the film may be too thin, the dye concentration may be too low, or bath conditions may be unstable.
Standard Sample and Color Difference Measurement
Visual inspection alone is not enough for stable anodized aluminum finish control.
Rollyu Precision recommends using:
- Approved color samples
- Controlled lighting conditions
- Colorimeter measurement
- Lab* value tracking
- ΔE tolerance agreement
- Batch inspection records
For strict cosmetic parts, the acceptable color range should be confirmed with the customer before mass production.
| Control Item | Industry Standard Range | Rollyu Precision Target | Objective |
| Electrolyte Temp | 18°C – 25°C | 20 ± 2°C | Balance oxide film dissolution and growth rates |
| Current Density | 1.0 – 2.0 A/dm² | 1.2 – 1.8 A/dm² | Prevent surface burning or loose film structures |
| Dyeing pH | 4.0 – 6.0 | 4.5 – 5.5 | Maintain dye molecular stability for color consistency |
| Dyeing Temp | 40°C – 70°C | 55 – 60°C | Enhance dye penetration depth and uniformity |
| Circulation Rate | 1 – 2 turnovers/min | 2 – 3 turnovers/min | Eliminate local hotspots and chemical gradients |

Typical Solutions for Common Anodized Aluminum Defects
Light Color
Possible causes:
- Oxide film too thin
- Dye concentration too low
- Dyeing time too short
- Dye bath temperature too low
- Solutions:
- Increase film thickness
- Adjust dye concentration
- Extend dyeing time
- Control dye temperature
Color Difference on the Same Part
Possible causes:
- Uneven oxide film thickness
- Uneven current distribution
- Poor rack contact
- Inconsistent immersion angle
- Poor bath circulation
Solutions:
- Improve racking
- Increase bath circulation
- Maintain stable temperature
- Control part spacing
- Optimize fixture contact
Batch-to-Batch Color Variation
Possible causes:
- Different material batches
- Changed dye concentration
- Bath aging
- Different anodizing time
- Different operator settings
Solutions:
- Use the same material batch where possible
- Record process parameters
- Use approved samples
- Monitor dye bath condition
- Standardize anodizing and dyeing time
Black Anodized Aluminum Appears Gray
Possible causes:
- Oxide film too thin
- Dye concentration too low
- Insufficient dyeing time
- Poor dye absorption
- Incomplete sealing
Solutions:
- Increase oxide film thickness
- Improve dye bath control
- Extend dyeing time
- Verify sealing quality
Dark Edges and Light Center
Possible causes:
- Edge effect
- Sharp corners
- Current concentration
- Uneven film growth
Solutions:
- Add edge radius if allowed
- Optimize rack position
- Reduce current concentration
- Improve fixture design
Case Study Result
By controlling material traceability, machining surface quality, pre-treatment, anodizing parameters, dyeing conditions, and inspection standards, Rollyu Precision helped reduce anodized aluminum color variation and improve batch consistency.
The improved process delivered:
- More stable anodized aluminum finish
- Better consistency between samples and production parts
- Reduced rejection risk
- Improved cosmetic appearance
- Better process repeatability
- Stronger customer confidence in batch production
This approach is suitable for black anodized aluminum, clear anodized aluminum, bronze anodized aluminum, dark bronze anodized aluminum, and hard anodized aluminum components.
Why Choose Rollyu Precision for Anodized Aluminum CNC Machined Parts
Rollyu Precision provides precision CNC machining and surface finishing support for custom aluminum components.
Our capabilities include:
- CNC milling and turning
- 3-axis, 4-axis, and 5-axis machining
- Tight-tolerance aluminum machining
- Black anodized aluminum parts
- Clear anodized aluminum finish
- Hard anodized aluminum components
- Bronze and dark bronze anodized aluminum parts
- Material traceability
- Visual inspection
- Dimensional inspection
- Surface finish control
We work with customers in robotics, semiconductor equipment, photonics, automation, medical devices, aerospace, and motion control industries.
For customers searching for aluminum anodizing near me, Rollyu Precision provides global manufacturing support with precision machining, reliable communication, and controlled finishing quality.
Conclusion
Color difference in anodized aluminum is not caused by a single factor. It is the result of material consistency, machining surface quality, pre-treatment, anodizing bath control, dyeing process stability, sealing quality, and inspection methods.
To achieve consistent anodized aluminum colors, manufacturers must control the full process, not only the dyeing step.
For high-precision aluminum components, Rollyu Precision helps customers combine CNC machining accuracy with stable anodized aluminum surface quality.
FAQ
How do you anodize aluminum
Aluminum is cleaned, etched, anodized in an electrolytic bath, dyed if required, rinsed, and sealed. Each step must be controlled to achieve a stable anodized aluminum finish.
Why does anodized aluminum have color difference
Common causes include uneven oxide film thickness, unstable anodizing temperature, poor electrical contact, inconsistent dye concentration, poor rinsing, sealing issues, and material batch variation.
Why does black anodized aluminum sometimes look gray
Black anodized aluminum may look gray if the oxide film is too thin, dye absorption is insufficient, dye concentration is too low, or sealing is not properly controlled.
What is clear anodized aluminum finish
Clear anodized aluminum is an anodized finish without strong dye coloration. It maintains a natural aluminum appearance while improving corrosion resistance and surface durability.
What is hard anodized aluminum
Hard anodized aluminum uses a thicker and harder oxide layer than standard decorative anodizing. It is often used for wear resistance, durability, and functional engineering applications.
Can anodized aluminum color difference be repaired
In some cases, yes. The original oxide film can be stripped and the part can be anodized again. However, dimensional tolerance, wall thickness, and cosmetic requirements must be evaluated before rework.
How can batch-to-batch anodizing color variation be reduced
Use consistent material batches, standardize machining and pre-treatment, control anodizing and dyeing parameters, use approved samples, and measure color with Lab* and ΔE values.
Can Rollyu Precision provide anodized aluminum CNC machined parts
Yes. Rollyu Precision provides custom CNC machined aluminum parts with black anodizing, clear anodizing, bronze anodizing, dark bronze anodizing, and hard anodizing support for precision industries.