Improving Dimensional Stability of a Black Delrin Dental Component Through Machining Process Optimization
In dental equipment assemblies, dimensional consistency is not only a cosmetic requirement, it directly affects assembly stability, functional engagement, and long term reliability.
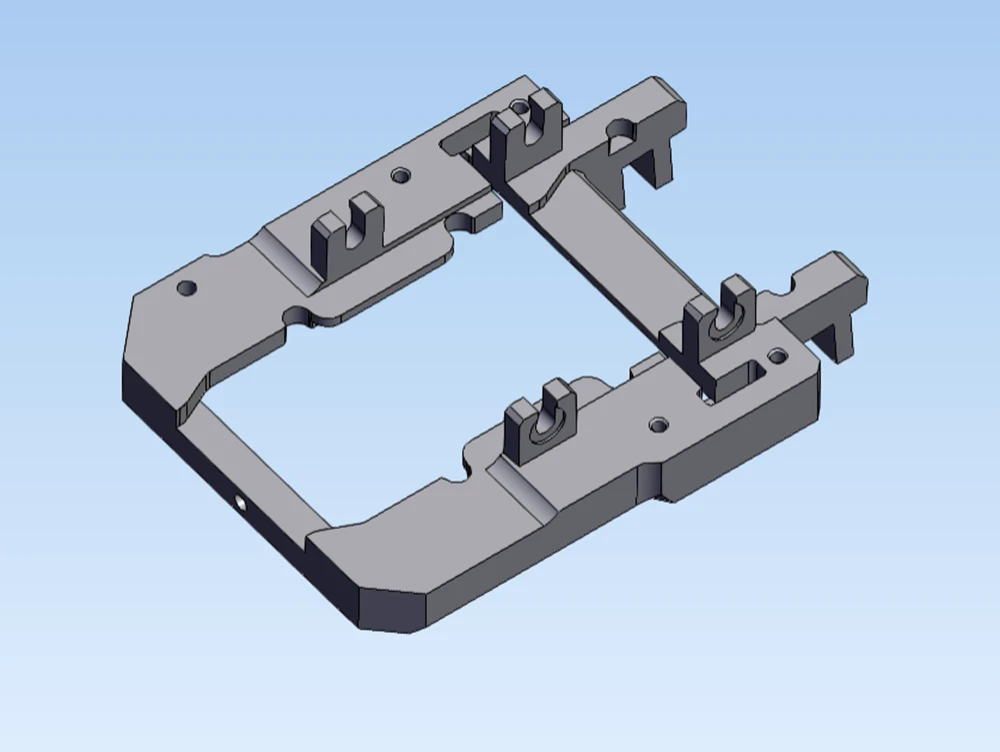
Rollyu Precision supported a customer project involving a precision machined Black Delrin (POM) component used in a dental device assembly. The component featured a complex open frame structure with integrated snap fit engagement tabs, thin wall sections, multiple stepped features, and tight assembly related dimensional requirements.
Although Delrin is widely recognized for excellent machinability and dimensional stability, the geometry of this component created significant deformation risk during machining, unclamping, and manual handling.
The Complex Manufacturing Challenges of Delrin Dental Components
The component’s intricate open frame geometry and thin walled sections created significant structural risks. Combined with asymmetrical material distribution and tight ISO 2768 fH tolerances, the part became highly susceptible to internal stress release. This led to visible positional variations in critical functional features like the snap fit tabs.
High Risk Geometrical Features
Features like long internal pockets, cantilever style snap tabs, and small radius transitions (R0.5 to R2.5) reduced overall rigidity. These characteristics, alongside narrow slots and stepped walls, amplified the risk of deformation during aggressive CNC material removal processes.
Functional and Assembly Instability
Dimensional shifts caused inconsistent snap fit engagement and uneven insertion forces. For dental device applications, such variations compromise positioning accuracy and increase long term fatigue risks, making the parts unacceptable for high precision medical assembly and reliable performance.
Stringent Medical Quality Requirements
Achieving a Ra 1.6 surface finish while maintaining structural alignment was critical. Any cosmetic inconsistency or geometrical asymmetry between units would jeopardize the device’s reliability, requiring a sophisticated manufacturing approach to ensure total batch to batch compliance.
| Critical Challenge | Impact on Component | Rollyu Optimization Strategy |
| Residual Stress Release | Dimensional shifting in 60.2mm opening and thin walls | Redesigned sequence to retain support material until final stages |
| Non-Uniform Clamping | Localized deformation of cantilever snap-fit tabs | Redesigned fixture layout for balanced force distribution |
| Machining-Induced Load | Geometric asymmetry and wall movement | Optimized climb milling and balanced symmetrical finishing passes |
| Manual Deburring Force | Structural bending and inconsistent engagement | Standardized R0.1 edge-break protocol with specialized tools |
Root Cause Analysis
After engineering evaluation, Rollyu Precision identified multiple contributing factors affecting dimensional stability.
Residual Stress Release in the Delrin Structure
Although Black Delrin (POM) offers excellent dimensional stability and low moisture absorption, internal stress can still accumulate in asymmetrical geometries during machining.
Once the component was unclamped, localized stress release caused slight movement around:
The 60.2 mm internal opening region
The lower snap fit engagement tabs
The thin side wall areas near the R0.5 and R1 transitions
Fixture Clamping Pressure
The original fixture strategy applied excessive localized pressure to the open frame structure.
Because the component contained unsupported side walls and a narrow lower bridge section, clamping force amplified deformation risk around the lower engagement tabs.
The asymmetrical geometry further increased sensitivity to fixture induced stress.
Toolpath & Material Removal Sequence
The original machining sequence removed too much support material during early stage pocket machining.
Premature removal of support material during initial pocketing compromised structural rigidity, rendering the frame increasingly vulnerable to vibration, thermal expansion, and localized stress particularly across the 48mm center bridge, cantilever supports, and narrow slot features.
Deburring Influence on Thin Functional Features
To meet the ‘R0.1 max’ thorough deburring requirement, aggressive manual processing of the delicate Delrin snap fit tabs induced excessive structural force, resulting in localized bending and asymmetrical positioning that compromised functional engagement geometry.
Process Improvements
To improve dimensional stability and assembly consistency, Rollyu Precision implemented several corrective actions.
Optimized Machining Sequence for Open Frame Stability
To maximize structural rigidity, the machining sequence was redesigned to retain additional support material until the final stages, effectively mitigating frame deflection, wall movement, and residual stress release during unclamping.
This strategic postponement of critical pocketing was essential for maintaining tight tolerances across the 60.2mm internal opening, the lower snap fit tabs, and the narrow side wall regions near the R0.5 and R1 transitions.
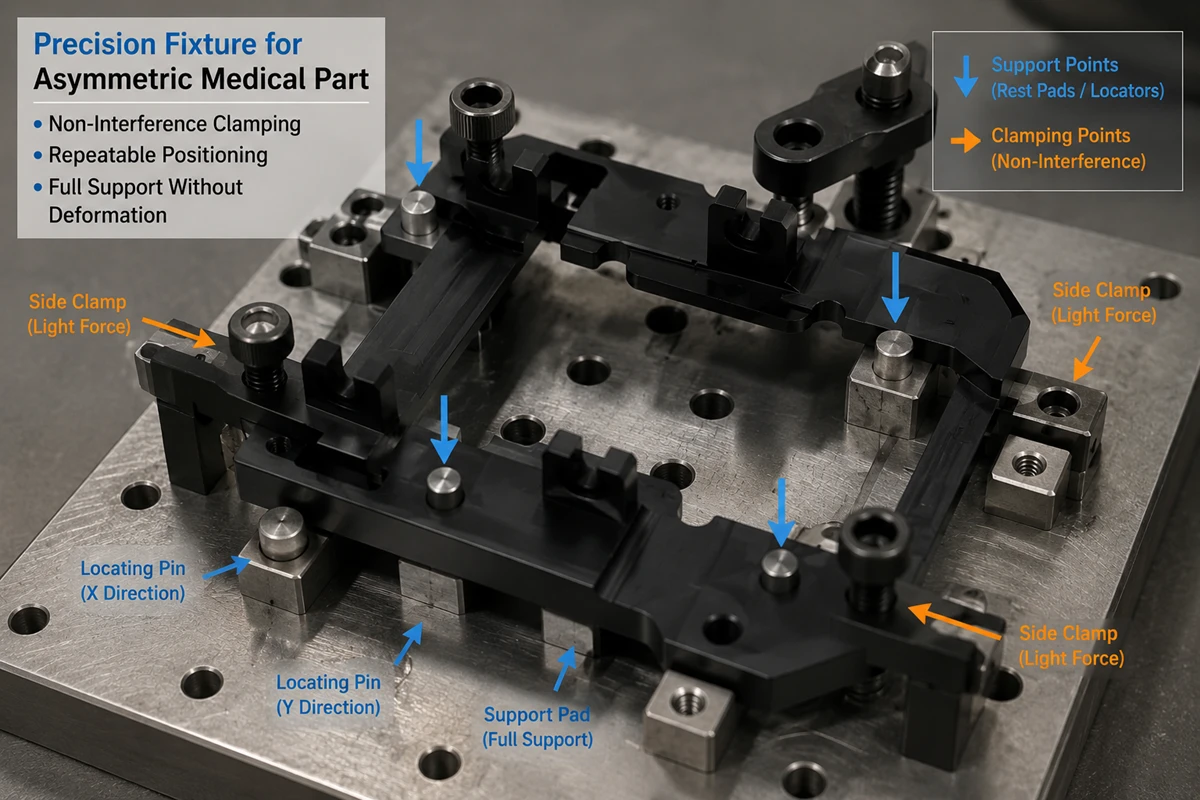
Fixture Redesign for Delrin Stress Control
By redesigning the fixture contact layout to accommodate asymmetrical frame geometry, Rollyu Precision achieved uniform clamping force distribution and reinforced support for the lower bridge and side machining zones, effectively mitigating localized pressure on snap features while ensuring critical parallelism between the functional tabs.
Controlled Toolpath Strategy for Thin Wall Features
To mitigate machining induced stress across complex features like R2.5 corners, 50° angled profiles, and narrow stepped walls, we strategically reduced finishing loads and optimized radial engagement.
By refining climb milling strategies and balancing finishing passes symmetrically across the frame, Rollyu Precision eliminated material imbalance and ensured superior dimensional stability upon part release.
Deburring Optimization for Medical Plastic Components
To preserve the integrity of delicate snap fit geometry and feature symmetry, Rollyu Precision standardized a deburring protocol utilizing controlled R0.1 edge break methods and specialized finishing tools, effectively minimizing manual force to ensure superior assembly repeatability and cosmetic consistency across all Delrin components.
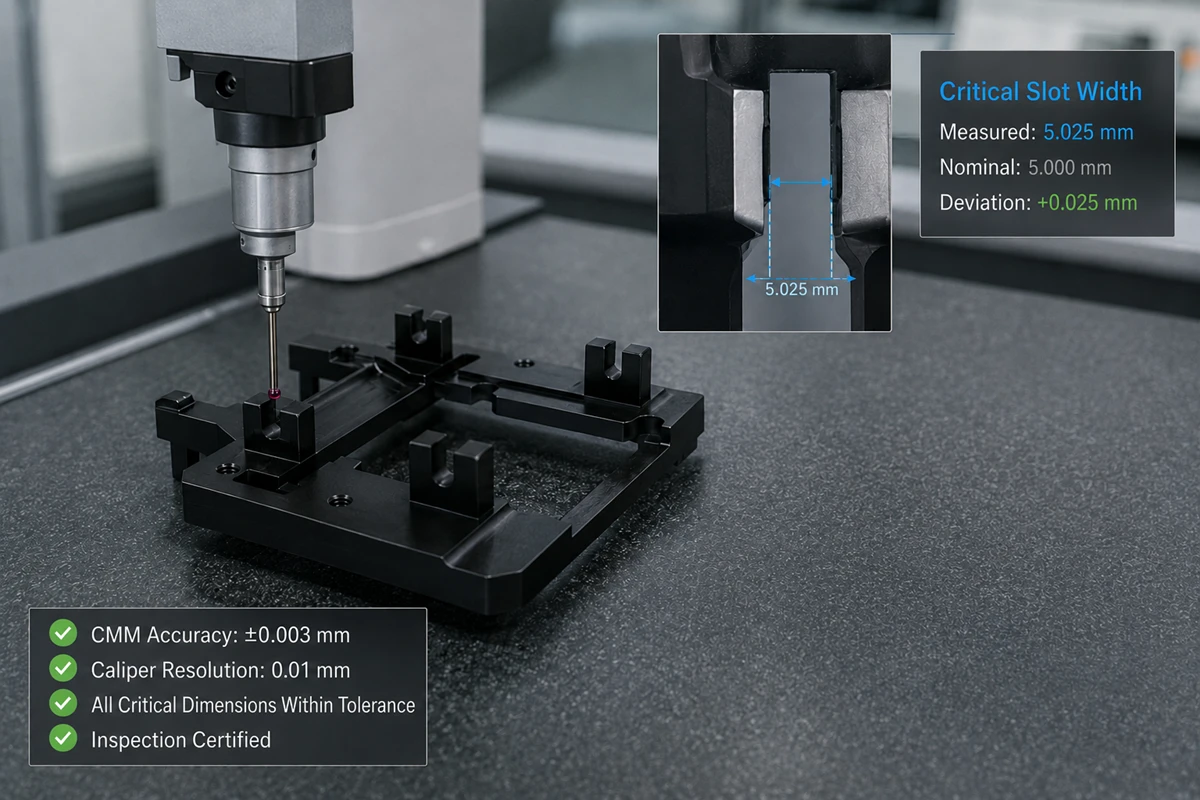
Post Machining Stability Verification
Going beyond standard dimensional checks, Rollyu Precision implemented a stability focused verification protocol that monitors tab symmetry, wall parallelism, and bridge flatness, concluding with a post stabilization audit to ensure the Delrin structure remains entirely free of delayed deformation.
| Stability Metric | Target Requirement | Achievement After Optimization |
| Snap-Fit Tab Alignment | High symmetry & functional engagement | Stabilized position with zero batch-to-batch variation |
| 60.2mm Opening Tolerance | ISO 2768-fH (Tight tolerance) | Consistent repeatability after part release |
| Surface Finish (Ra) | Ra 1.6 μm (Medical Grade) | Uniform cosmetic consistency across complex geometries |
| Structural Parallelism | Critical for dental assembly | Eliminated delayed deformation via stress stabilization |
| Post-Unclamping Movement | Minimum deflection required | Significantly mitigated through balanced toolpaths |
Result
By implementing this optimized process, Rollyu Precision significantly mitigated snap fit deformation and stabilized functional tab alignment, delivering the superior batch to batch consistency and production repeatability required for Black Delrin dental components in high precision medical assembly applications.
Engineering Insight
Recognizing that precision plastic components are often underestimated in medical and dental manufacturing, Rollyu Precision achieves superior dimensional stability in functional Delrin parts by mastering the complex interplay of material behavior, stress management, machining strategy, and deburring influence to ensure components perform flawlessly in real world assembly environments rather than just meeting dimensional specifications.
Conclusion
This project highlights that even machinable materials like Black Delrin demand a sophisticated approach to machining sequences, fixturing, and deburring to overcome the stability challenges of complex, thin walled dental components.
By prioritizing real world assembly performance over mere drawing compliance, Rollyu Precision offers the expert manufacturability reviews and optimized production processes essential for high precision applications in medical equipment, laboratory automation, and motion control, inspection systems.
FAQ
Why can Delrin parts deform after machining?
Although Delrin (POM) offers excellent dimensional stability, asymmetrical geometry, thin wall structures, residual machining stress, and fixture pressure can still cause localized deformation after unclamping.
Why are snap fit features difficult to machine consistently?
Snap fit features are often thin, flexible, and sensitive to stress. Machining load, clamping pressure, and aggressive deburring can all affect their final geometry and assembly performance.
How does fixture design affect plastic machining stability?
Uneven clamping pressure can distort plastic components during machining. Proper fixture support and balanced force distribution are critical for maintaining dimensional consistency in thin wall Delrin parts.
Why is machining sequence important for thin wall plastic components?
Removing too much support material too early reduces structural rigidity. Maintaining material support during intermediate machining operations helps minimize deformation and stress release.
What industries require precision Delrin machining?
Precision Delrin machining is commonly used in:
dental devices
medical equipment
laboratory automation
motion control systems
semiconductor equipment
robotics assemblies
What makes Rollyu Precision different in medical plastic machining?
Extending beyond standard dimensional inspection, Rollyu Precision prioritizes real world assembly stability by integrating stress management, fixture interaction, and deburring influence into an engineering approach designed for long-term production repeatability and superior functional performance.