CNC Machined 416 SS Collimator Tube
At first glance, the collimator tube looks like a relatively small turned component. It has a cylindrical body, stepped internal diameters, two side holes, and a localized internal detail. But once the drawing is reviewed carefully, it becomes clear that this is not an ordinary machining job. It is a function-critical precision component in which hidden geometry, micro-features, burr control, and inspection method all have a direct impact on final system performance.
This is exactly the type of part that can appear acceptable on prints, pass basic inspection, and still create problems during assembly or use. That is why this case is valuable from a DFM perspective: it shows how the true difficulty of a precision machining part is often not the visible shape, but the behavior of the part in the real system.

Why This Part Is Difficult
The drawing defines the part as collimator tube, material AISI 416 tempered, with unspecified dimensions in millimeters. General notes require burr removal, broken sharp edges, Ra 1.6 surface roughness for all surfaces, part cleaning, and flatness of 0.002/mm unless otherwise specified. The drawing also states that unspecified model-derived features are subject to an all-over profile tolerance of 0.25.
These features place the part in a much higher difficulty class than a normal turned sleeve.
Burr control is not a finishing issue here. It is a functional issue
Burrs can be hidden during inspection. Because the Ø0.50 mm side holes intersect with the internal bore, burr formation is almost unavoidable. The real question is not whether burrs will form. The real questions are:
- Can they be fully removed?
- Can the shop prove they were removed?
- Can the inspection method actually detect them?
This is where many suppliers fail. A standard visual check or a normal gauging sequence may not reveal burrs at the cross-hole intersection. In fact, depending on how the bore is checked, burrs can be displaced or partially hidden rather than detected.
So for this part, deburring is not a secondary cosmetic task. It is part of the core manufacturing strategy.
The real challenge is not: Whether burrs exist.
But: Whether they can be completely removed — and reliably detected afterward.
Causes:
- Extremely small tool diameter → prone to breakage
- Internal features are not visible → difficult to inspect
- Limited machining space → restricted tool access and stability
- Intersecting holes → high risk of burr formation
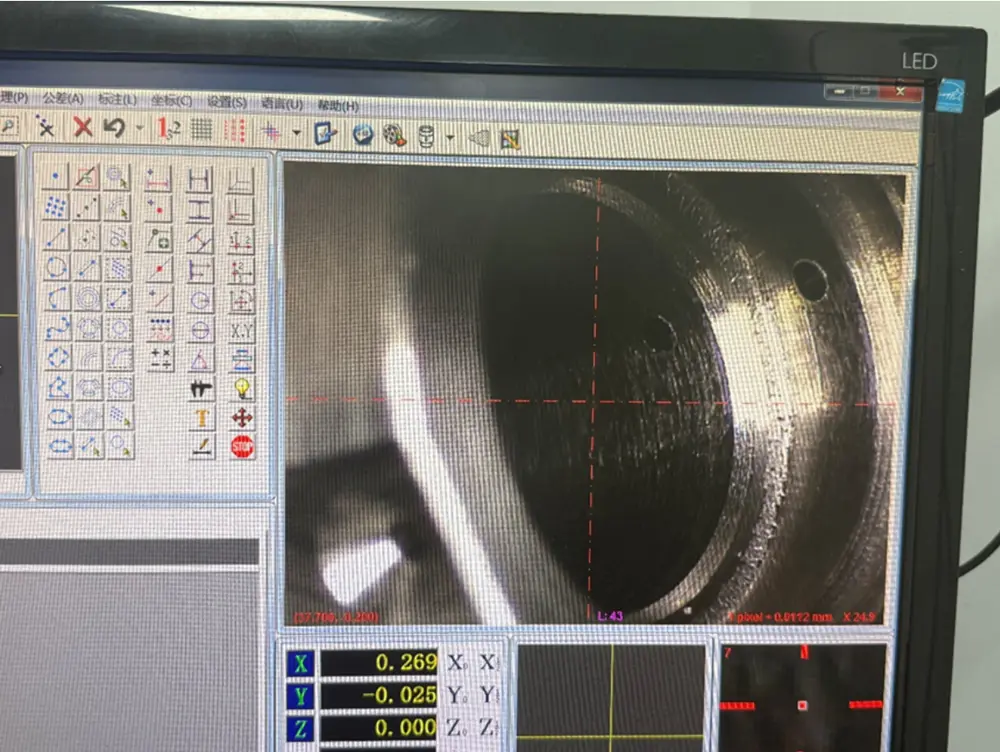
This is the key failure point: During inspection, a plug gauge was inserted into the large bore
What happened:
- The gauge contacted the burrs
- Burrs were pushed back into the small cross holes
- The bore appeared “clean”
Rollyu Solution
Reverse Inspection Logic
Instead of checking the large bore first:
We inspect small cross holes first
- Insert micro pin / probe into side holes
- Detect burr presence directly
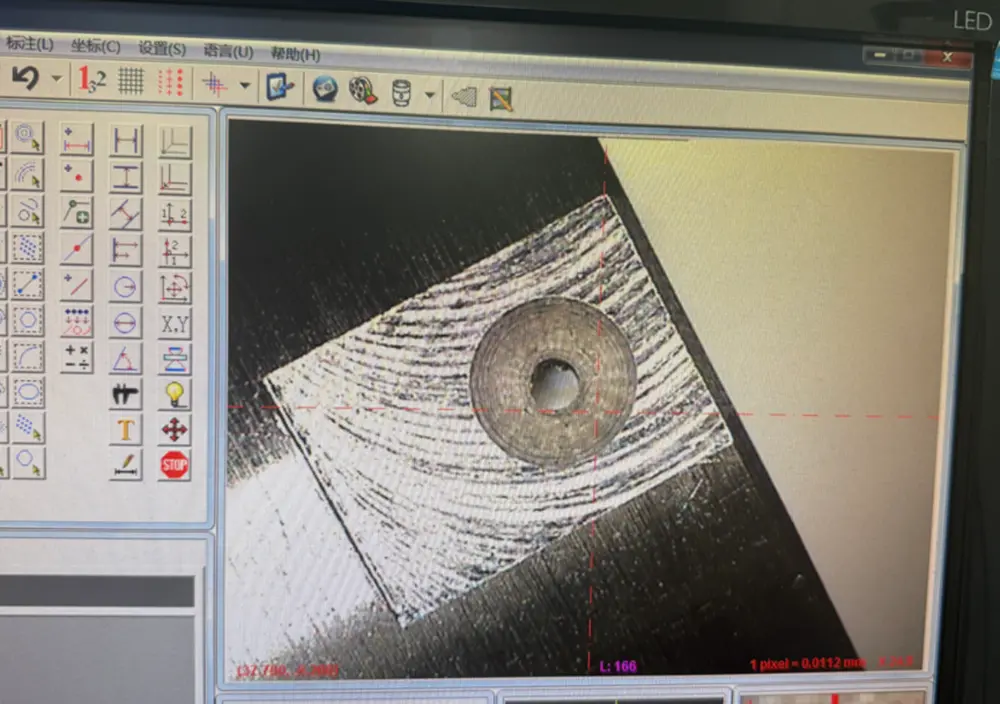
Dual-Angle Microscopic Inspection
- Parts examined under microscope
- Verified from two different angles
Ensures burrs are not hidden by geometry
Burr Removal Strategy
- Targeted deburring at hole intersection
- Micro-tool + controlled finishing
Process Control Upgrade
- Special attention to micro cross holes
- IPQC checkpoints added for these features
Result:
We pay special attention to burrs from such small holes: we insert a plug gauge into the small holes to check for and remove any burrs thoroughly. Duringin inspection, parts must be examined under a microscope and confirmed free of burrs from two different angles.
- Burrs detected before gauge inspection
- Verified from multiple angles
- Fully removed before delivery
Parts truly clean — not just “appearing clean”
Customer Value
“Previously, defects were only discovered during assembly.
Now, issues are eliminated before shipment.”
Inspection method is as important as machining method
This part is an excellent example of why inspection cannot be treated as a generic final step. The inspection plan must be designed around the actual risks of the geometry.
For a component like CNC turned tube, the biggest inspection traps are:
- Assuming visible surfaces represent the whole part
- Measuring bore size without checking hole intersections
- Gauging in a sequence that can mask burrs
- Failing to verify internal detail formation
- Using only nominal dimensional checks for process-sensitive features
A supplier with only basic inspection thinking may report the part as compliant because the main diameters and outer profile are good. A supplier with deeper engineering understanding will recognize that the critical verification points are:
- Internal feature completeness
- Hole-to-bore intersection condition
- Burr status
- Axis relationship
- Thin-wall integrity
That is why this part is a strong example of how inspection method can determine whether defects are found or hidden.

416 ss Improves Machinability, But Introduces Other Risks
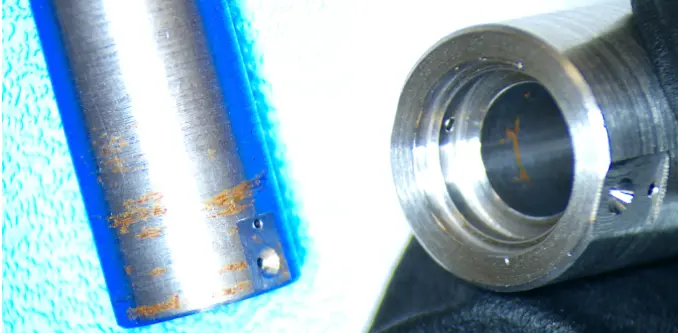
The material is specified as AISI 416 tempered stainless steel. This is an important detail in the difficulty analysis. This material is highly susceptible to corrosion if no surface treatment is applied. Once rust develops, the parts can no longer be assembled properly by the customer.
The customer’s previous supplier was unable to resolve this issue.
416 ss is often chosen because it machines more easily than 304 or 316. That helps with turning and general cutting efficiency. But the material also has characteristics that matter for this specific geometry:
- It can be less forgiving at fragile micro-features
- Thin edges can chip more easily
- Very small tools can create unstable edge conditions
- Corrosion resistance is lower than austenitic stainless grades, cause rusty.
On a part with side micro holes, internal groove detail, and tight internal finish requirements, the material choice becomes part of the manufacturing challenge. The benefit in machinability does not eliminate the need for careful process control. In some ways, it shifts the problem from “Can we cut it?” to “Can we protect edge quality and part condition after cutting?”
Result:
At Rollyu Precision, after thoroughly cleaning the parts and ensuring they are completely dry,
we apply a rust preventive oil prior to shipment to protect the components during storage and transit.
Conclusion
The collimator tube is a high-difficulty precision component because its true risks are not obvious from the outer shape. The combination of stepped internal bores, micro side holes, a small internal groove, thin-wall detail, burr sensitivity, and hidden inspection traps makes it much more demanding than a normal turned part. The drawing itself shows the key complexity drivers: 416 ss material, deburring and cleanliness requirements, Ra 1.6 finish, Ø0.50 mm holes, and the tightly constrained Detail B feature.
The engineering lesson is straightforward:
This part is not difficult to machine.
It is difficult to make it work reliably in the system.
That is exactly where DFM matters. And that is exactly where supplier capability becomes visible.