How To Fix The Issues for Dental Sterilization Tray
Most suppliers failed this project — not because they couldn’t make the part,but because they couldn’t control what happens after it’s made.
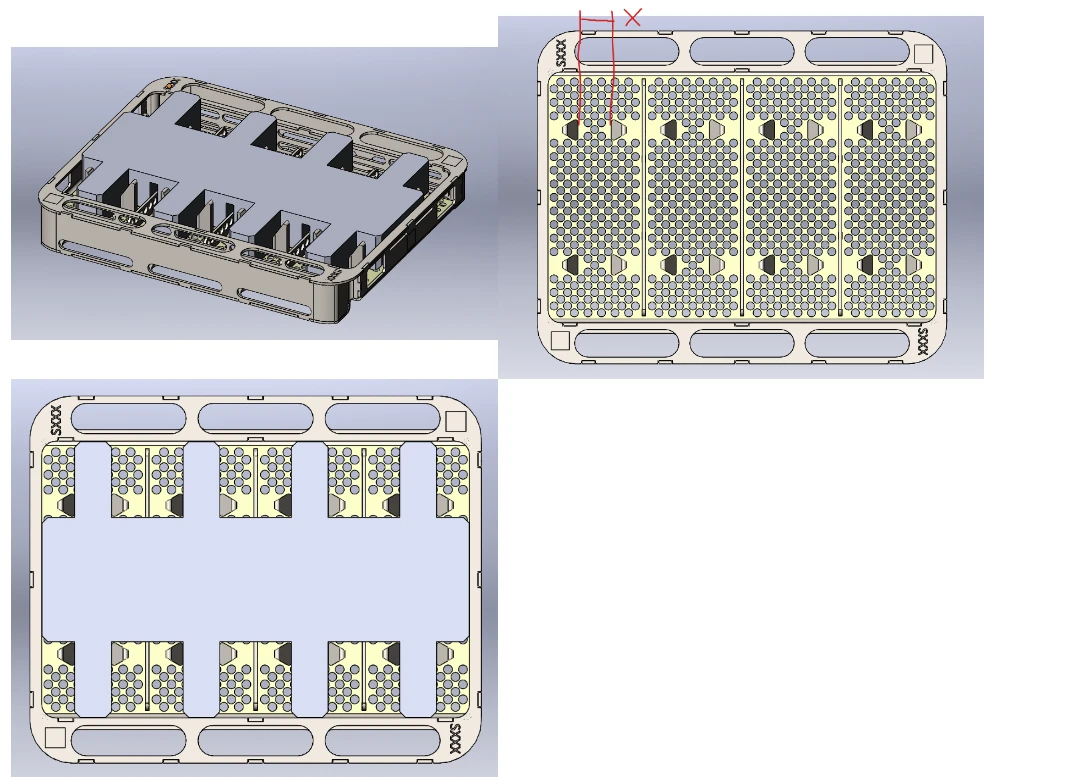
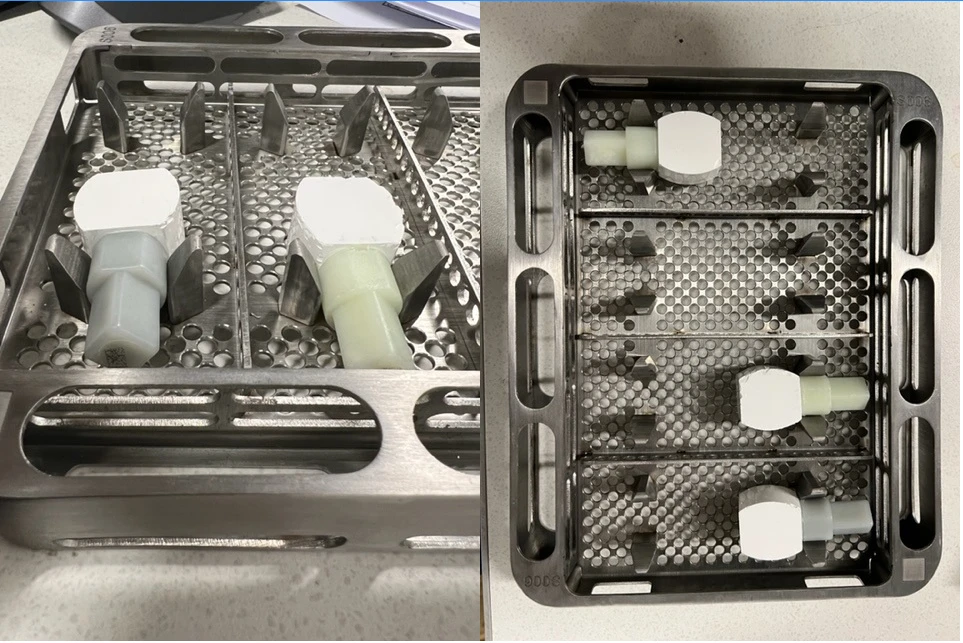
This dental sterilization tray looks simple:
thin sheet metal, multiple bends, welded locating pins.
But in reality, it is a stability-critical medical assembly.
The real problem is not CNC machining, laser cutting, and CNC bending.
It is what happens after welding:
- Distortion shifts pin position
- Residual stress causes long-term deformation
- Surface finishing affects fit and cleanliness
- “It fits” — but it does not locate correctly
The customer had already gone through five sampling rounds with other suppliers — without success.
At Rollyu Precision, we approached this differently:
We didn’t treat this as a fabrication project.
We treated it as a mechanical system stability problem.
That is why we were able to solve it in just two iterations — and turn it into a long-term production program. Tolerance measures geometry. Stability measures behavior.
Buyer Location: United States
Industry: Medical Devices
Project Type: Dental Sterilization Tray
- Welding Complexity (High)
Requirement:
- Welding must be completed before laser engraving
16× locating pins tack welded
Multiple locating tabs
Welds must be:
-
- Ground
- Polished
- Void-free
Challenges:
- Heat distortion (thin sheet: 0.06”)
- Maintaining pin position & perpendicularity
- Residual stress → post-weld deformation
Implication:
- Tight process flow control
- Avoid rework after marking
Welding Solution (How We Control It)
To address the challenges of welding thin sheet metal with multiple locating pins, we apply a fully controlled process rather than standard welding methods. This starts with precision fixturing to secure pin position, perpendicularity, and overall sheet flatness, preventing movement during tack welding. We then use a balanced welding sequence with carefully distributed heat input to minimize distortion, combined with low heat input parameters to avoid overheating the 0.06” sheet. Throughout the process, stress is actively managed through controlled cooling and clamping release, reducing the risk of post-weld deformation or positional shift.
After welding, all joints are ground and polished to meet medical-grade surface requirements, ensuring burr-free, void-free finishes. Final inspection focuses on critical factors such as pin position, perpendicularity, flatness, and overall assembly fit consistency.
Result: Stable geometry after welding, consistent pin positioning, and reliable performance in real applications—not just parts that “look correct.”

- Positioning Accuracy (Critical)
Challenge:
- Locating pins define:
- Instrument alignment
- Repeatability in use
Risk:
- Welding shift → misalignment
- Angular deviation of pins
- Assembly instability
- “It fits” does not mean “it locates correctly.”
Positioning Accuracy Solution (How We Control It)
Because the locating pins define instrument alignment and repeatability in use, positioning accuracy is treated as a functional requirement, not just a dimensional feature. To control this, we use dedicated tooling and reference points to lock pin location and perpendicularity before welding begins. Pin placement is verified during setup, not only after assembly, so any deviation can be corrected early. We also control welding sequence and clamping strategy to reduce the risk of pin movement caused by heat input or fixture release.
After welding, we inspect the critical relationship between the pins and the surrounding structure, focusing on position, angle, and consistency across the full assembly. This helps ensure the pins do not simply “fit” into the part, but actually locate the instruments correctly and repeatably in real use.

Result: Accurate pin positioning, stable alignment, and repeatable assembly performance—because “it fits” does not always mean “it locates correctly.”
- Sheet Metal Complexity (Medium–High)
Requirement:
- Dense perforation pattern
- Multi-bend structure
- Interference already noted in revisions
Challenges:
- Flatness control
- Punch deformation
- Bend accuracy & tolerance stack-up
Sheet Metal Complexity Solution (How We Control It)
To manage the challenges of dense perforation patterns and multi-bend structures, we apply a controlled sheet metal process from cutting through forming. Tooling and punch strategies are optimized to minimize deformation, while bend sequences are planned to avoid interference and reduce tolerance stack-up. Critical features are referenced consistently during fabrication to maintain alignment, and flatness is actively controlled through fixture support and process sequencing rather than relying on post-correction.
Medical-Level Quality Solution (How We Ensure Compliance)
- Medical-Level Requirements (Very High)
Requirement:
- Clean, oil-free, contamination-free
- Fully deburred
- Surface finish ≤ 63 Ra
Critical for:
- Safety (no sharp edges)
- Particle control
For medical applications, we enforce strict cleanliness and finishing standards throughout the process. All parts are fully deburred with special attention to edges and perforations to eliminate any risk of injury or particle generation. Surface finishing is controlled to meet ≤ 63 Ra requirements, and parts are cleaned to ensure they are free from oil, grease, and contaminants. Handling and packaging are also managed to maintain cleanliness until delivery.

To meet strict medical requirements, we implement controlled cleaning and finishing processes throughout production. All parts are thoroughly deburred, with special attention to edges and perforations to eliminate sharp features and reduce particle risk. Surface finishing is tightly controlled to achieve ≤ 63 Ra, ensuring smooth, consistent contact surfaces suitable for medical use.
In addition, parts are cleaned to remove oil, grease, and contaminants, and handled under controlled conditions to maintain cleanliness through to delivery.
Result: Structurally stable sheet metal components with controlled geometry, clean surfaces, and safe, repeatable performance in medical environments. Clean, burr-free, and safe components with reliable surface quality—ready for medical applications where contamination control and user safety are critical.

Difficulty Assessment
| Category | Level |
| Sheet metal fabrication | ⭐⭐⭐ |
| Welding assembly | ⭐⭐⭐⭐ |
| Positioning accuracy | ⭐⭐⭐⭐⭐ |
| Surface treatment | ⭐⭐⭐⭐ |
| Medical compliance | ⭐⭐⭐⭐⭐ |
Overall difficulty: ⭐⭐⭐⭐⭐ (High-end medical assembly)
This project represents a high-complexity medical assembly where multiple manufacturing disciplines interact, rather than a single isolated process.
The difficulty does not come from sheet metal fabrication alone, but from the combined effect of welding, forming, positioning accuracy, and medical-level finishing requirements. Each process step introduces variables — heat input from welding affects geometry, forming impacts flatness and tolerance stack-up, and surface finishing influences both cleanliness and functional interfaces.
What makes this project particularly challenging is that these factors are interdependent. A small deviation in one step (such as weld distortion or pin shift) can propagate through the entire assembly, ultimately affecting alignment, repeatability, and real-world performance.
From an engineering standpoint, this is not a “make-to-print” part — it is a system-level stability problem that requires process integration, controlled sequencing, and functional validation beyond dimensional inspection.
That is why the overall difficulty is rated at the highest level: not because the geometry is complex, but because the behavior of the assembly must remain stable across manufacturing and real use conditions.
Client-Facing: This is not a simple medical sheet metal part—it’s a stability-critical assembly where welding, coating, and positioning must all be tightly controlled.
Most suppliers can make this sterilization tray.
Very few can control what happens after welding and coating.
Before working with us, the customer had already gone through five sampling rounds with other suppliers, without success.
At Rollyu Precision, we focused on the real problem—not just fabrication, but post-weld stability, pin positioning consistency, and coating impact.
After two sampling iterations, we were able to deliver a stable and repeatable solution that met the application requirements.
Since then, the customer’s orders have been steadily increasing, and we have built an ongoing, long-term partnership.
Outcome
Reduced risk of contamination, improved assembly consistency, and reliable product performance—supporting smoother validation and long-term production stability.
Mechanical engineer manager and Purchasing manager’s Feedback:
Since working with Rollyu Precision, we’ve seen steady improvement in product quality and consistency. Communication is efficient, and the team understands our technical requirements well.