
Hidden quality costs add up fast. According to ASQ’s 2025 Cost of Quality report, only 31% of respondents say they fully understand how quality costs hit the bottom line. A hole that is off size or rough can mean scrap, rework, or a late shipment.
That is why boring vs drilling matters. Drilling usually starts the hole. Boring refines size, alignment, and finish when specs are tight. This guide explains how each works, what tools to use, and where they show up in aerospace, automotive, medical, and industrial parts.
What Is Drilling?
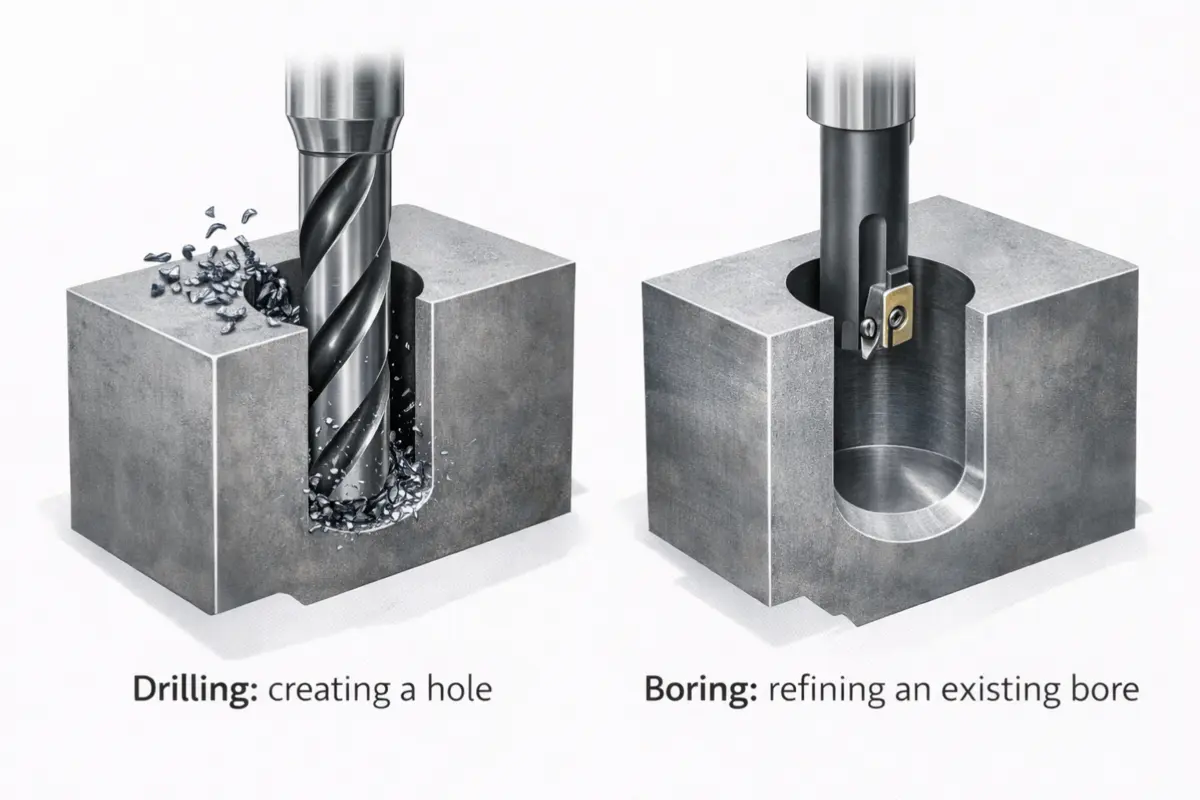
Drilling creates a new round hole in solid material. A drill bit rotates and feeds straight into the part, removing material as it goes. For the vast majority of custom CNC machining parts, drilling serves as the essential starting point for holemaking.
The Process Mechanics
Most drilling issues come down to location, chips, and heat. Shops often spot the hole first so the drill starts on center. If chips don’t clear, heat builds up and the hole can drift or feel rough.
For depth, a common DFM guideline is to keep standard drilling to about 10-12× the diameter. For deeper ratios, Deep Hole Drilling (Gun Drilling) is the preferred method to maintain straightness.
Common Tools Used
Most CNC drilling runs on machining centers. Common tools include:
- Twist drills: Standard holes for most common materials
- Spot drills: Start the hole cleanly and help the drill stay centered
- Indexable drills: Larger diameters and higher output in production work
- Taps: Cut internal threads after drilling
Design tip: Standard drill sizes and common thread systems simplify tooling and can shorten lead times.
Benefits of Drilling
Drilling is popular because it keeps speed and cost in a good place:
- Speed: Short cycle times for new holes
- Cost: Standard tools are widely available and affordable
- Scalability: Easy to run consistently on CNC, from prototypes to production
- Flexibility: A solid first step before boring or reaming when specs get tighter
What Is Boring?
Boring improves a hole that already exists. It opens the hole slightly, then brings the size and fit to match the drawing. It shows up in bearing seats, bushings, and any hole where a small mismatch can cause rework at assembly.
The Process Mechanics
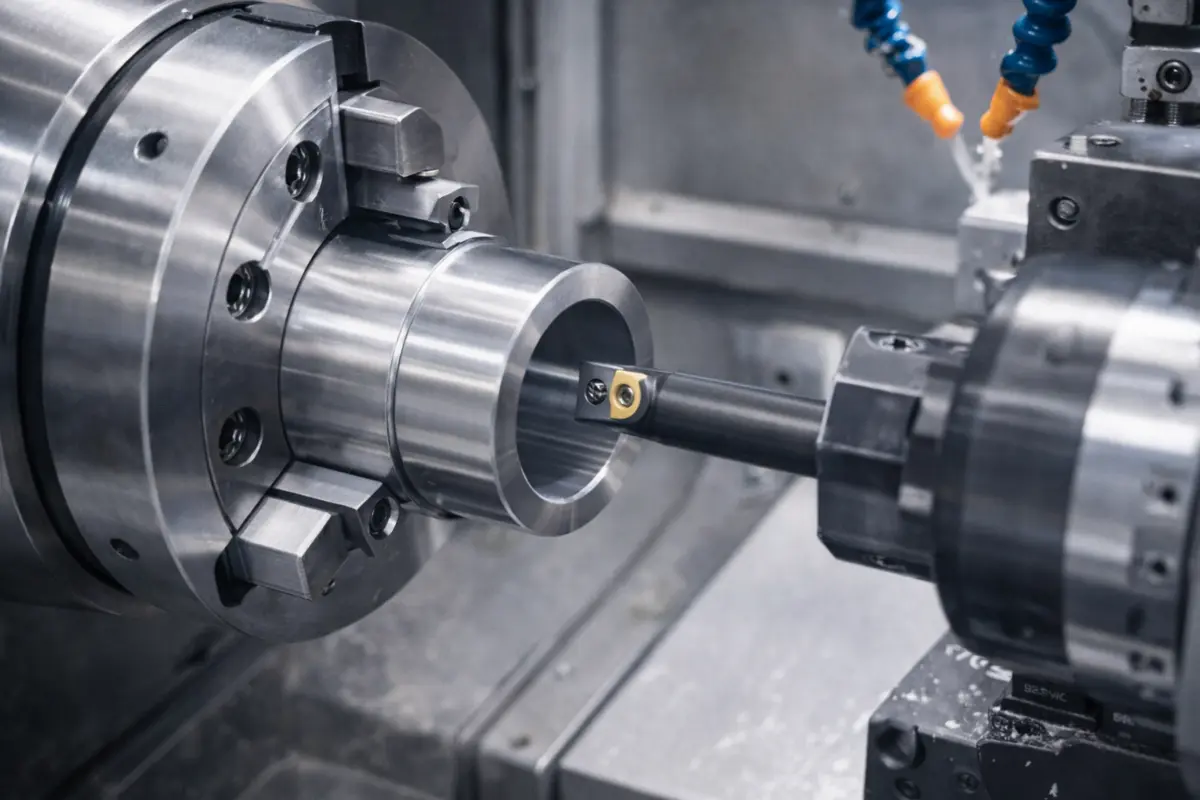
In precision boring machining, a boring tool cuts the inside wall while the part stays fixed. The tool reaches into the hole, so stiffness matters. If the setup flexes, you can get chatter or a slight taper.
Shops often take light passes, measure the ID, then adjust and finish. ID checks are commonly done with micrometers or bore gauges.
Common Tools Used
To reach inside an existing hole without flexing, shops rely on a few rigid setups:
- Boring bars: Reach into the hole and cut the ID
- Boring heads: Adjustable on mills for dialing in diameter
- Inserts or solid carbide tools: Chosen based on bore size and reach

Benefits of Boring
While it adds cycle time, a boring pass is the best way to lock in tight specs:
- Size control: Helps hit tighter ID size than drilling alone
- Fit control: Makes press fits and slip fits more predictable
- Cleaner finish: Helps smooth the bore wall for sliding or sealing surfaces
- Less rework risk: Fixes small drift from a drilled or die casting hole before it becomes a scrap part.
What’s the Difference between Drilling and Boring?
Drilling creates the hole. Boring improves a hole that already exists when the drawing calls for a tighter size, fit, or finish.
Primary Function
At the core, the difference is what each step is trying to achieve.
- Drilling: Cuts a new hole from solid material.
- Boring: Opens and corrects an existing hole.
Think of drilling as the start, and boring as the step that brings the hole to spec.
Precision and Tolerance
Drilling works well when tolerances are moderate or the hole will be finished later. Size can vary because the drill can deflect, wander at entry, or struggle with chips and heat.
Boring removes a controlled cut from the wall, so it’s easier to dial in the final diameter. It can also clean up a hole that’s slightly off or not fully round. Still, rigidity matters. Tool or part flex will show up in the bore.
Surface Finish Quality
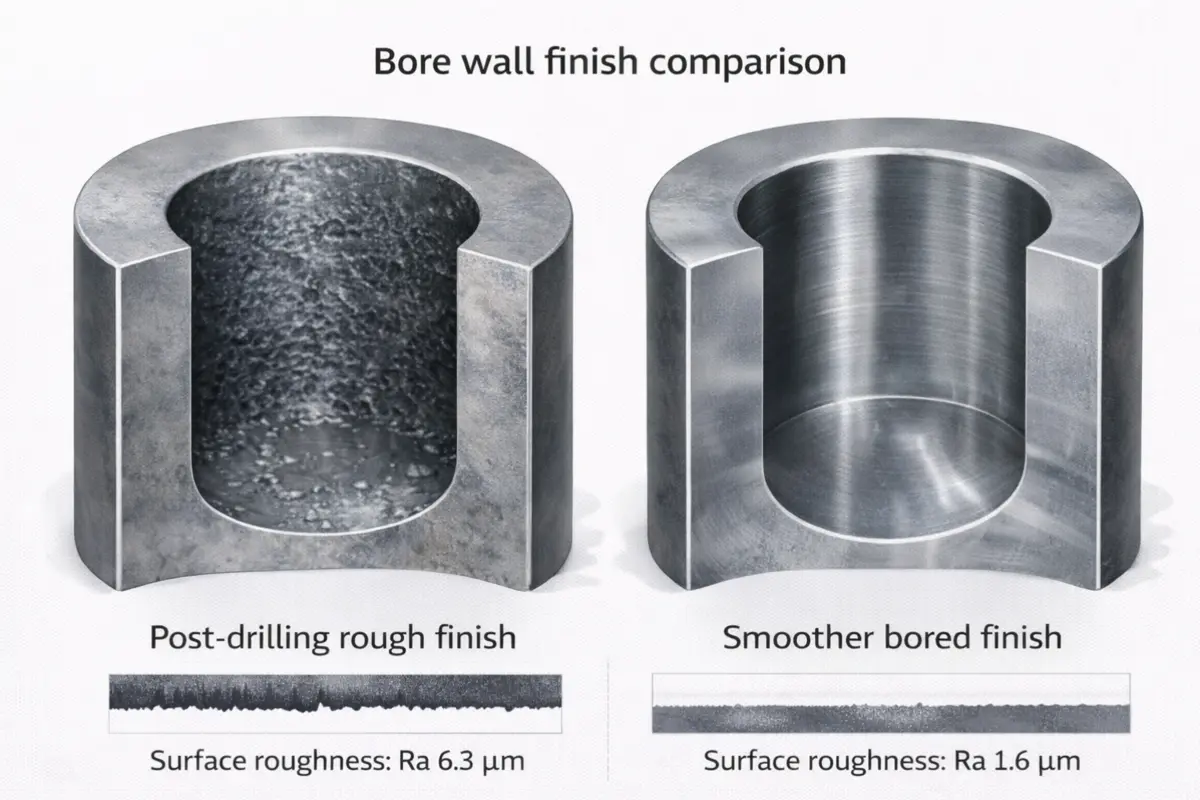
Drilling leaves rougher surfaces (Ra 3.2–6.3 µm), which is sufficient for clearance holes and thread prep.
Boring achieves smoother, controlled finishes (Ra 0.8–1.6 µm), key for bearing seats and sealing surfaces. For mirror-like results, honing is used.
Tooling and Machinery Used
That difference shows up in the tools and machines shops rely on.
- Drilling: Drill bits and spot drills on drill presses or CNC machining centers.
- Boring: Boring bars or boring heads on CNC mills or lathes. Workholding and tool overhang matter more because stiffness drives results.
Boring and Drilling Comparison Table
Here’s the quickest way to compare them in a shop context:
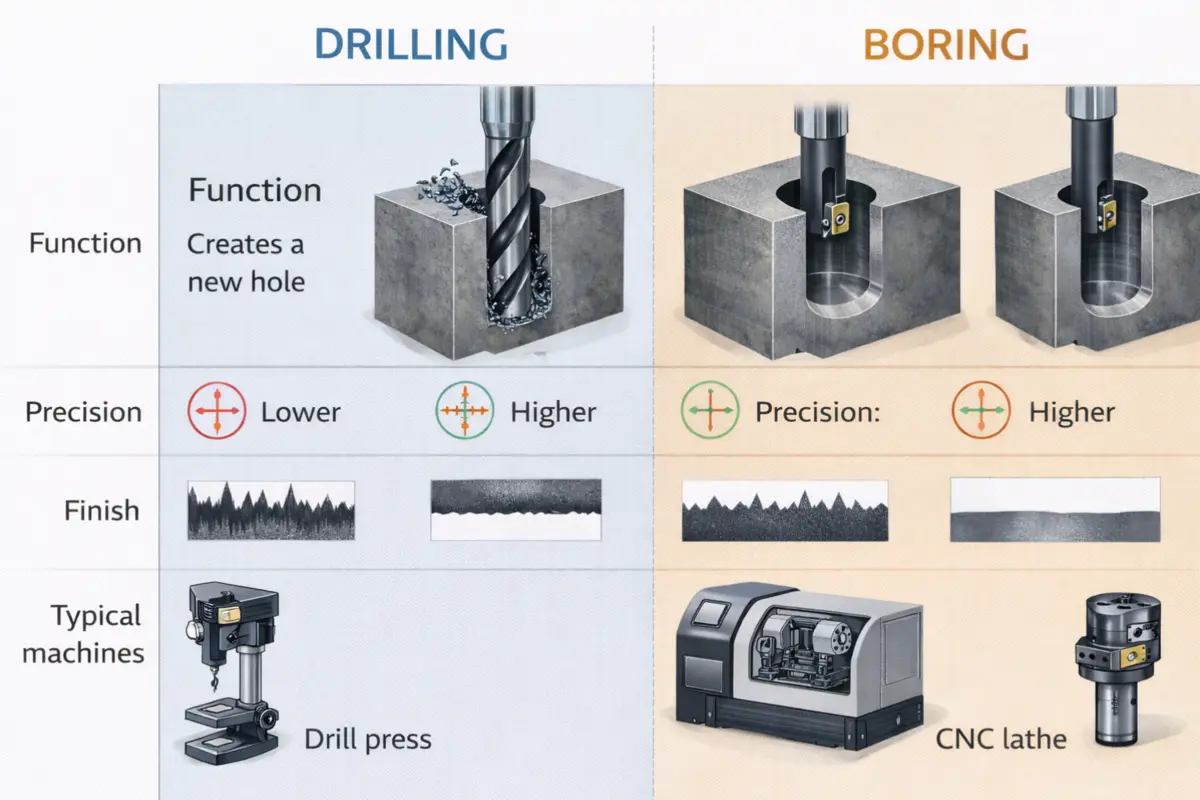
| Factor | Drilling | Boring |
| Primary function | Make the hole | Bring the hole to spec |
| Precision and tolerance | Good for general holes | Better for tight ID and fit |
| Surface finish quality | Rougher wall is common | Smoother, more even bore |
| Tooling and machinery used | Drill bits on CNC/drill press | Boring bars/heads on CNC mill/lathe |
What’s the Common Applications by Industry?
Across industries, the split is practical. Drilling is the fast way to make the hole. Boring is used when that hole controls fit, alignment, or sealing and a miss turns into rework.
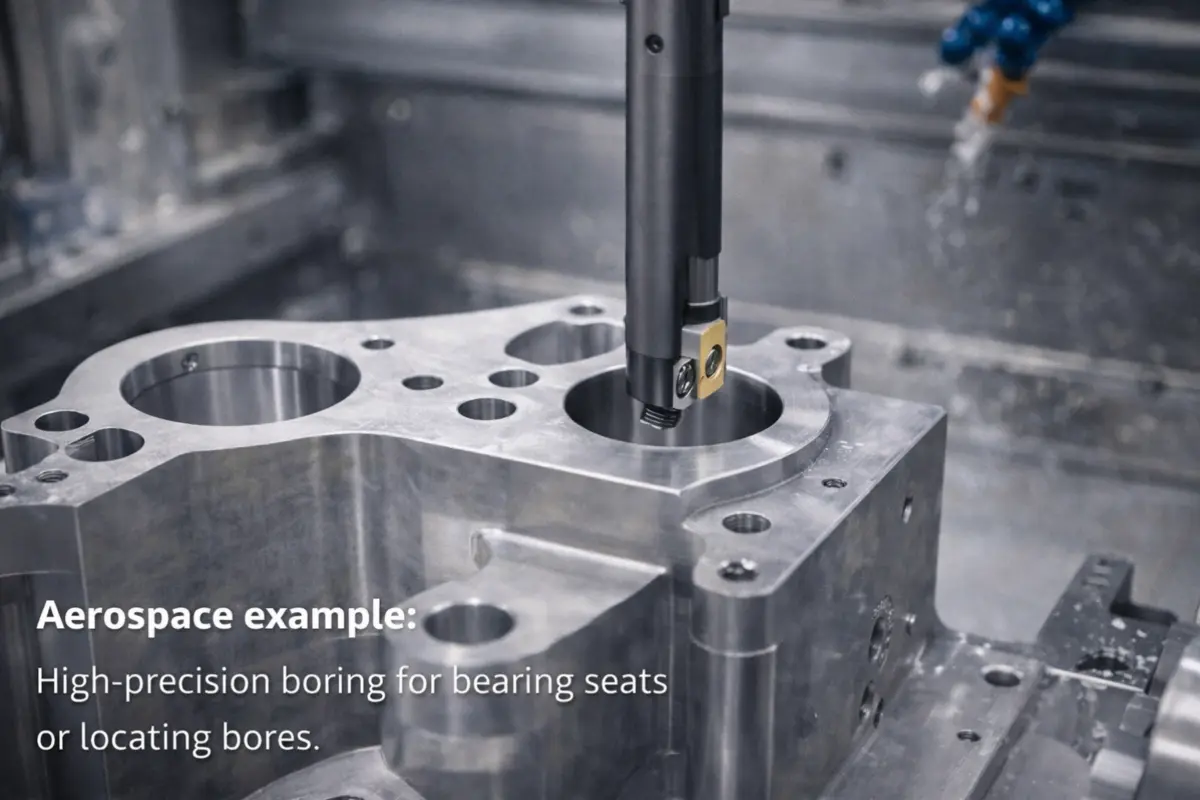
Aerospace
Aerospace parts often run tight on fit and alignment. Drilling covers many bolt patterns and mounting holes. Boring is used for bores that locate hardware or support rotating parts, where small size or alignment errors can cause scrap.
Automotive
Automotive programs push for speed and repeatability. Drilling handles most standard holes and thread prep. Boring shows up when the hole affects assembly fit, sealing surfaces, or shaft and bearing alignment.
To support high-efficiency assembly lines, Rollyu uses precise CNC machining and sheet metal for automation to produce durable robotic fixtures and grippers.
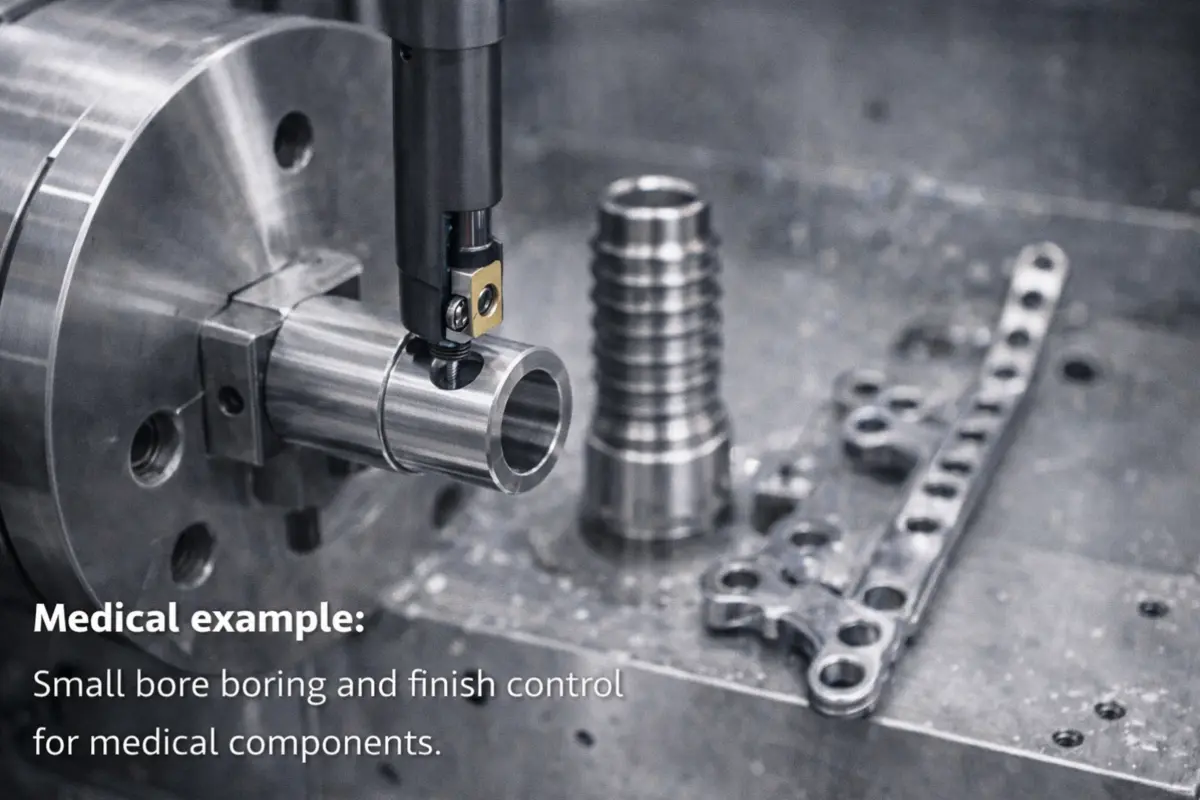
Medical Devices
Medical parts are often less forgiving, especially on small features. Drilling is common for mounting and flow paths. Boring is used when the bore needs a cleaner finish or a more reliable fit, since small ID errors can lead to leaks or assembly problems.
Rollyu maintains high quality surface finishes to minimize contamination risks and support reliable operation.
Industrial Equipment
Industrial equipment is broad, but the rule holds. Drilling is common for general hardware and fixture holes. Boring is used for bushing and bearing seats, or anywhere consistent fit reduces downtime and avoids rework.
How to Choose Between Drilling and Boring?
Pick the process based on what the hole controls. If it’s for clearance or basic mounting, drilling is usually enough. If it sets fit or alignment, boring is the safer choice.
Choose Drilling for General Holes
Drilling is the fast, cost-friendly way to make new holes. It fits clearance holes, mounting patterns, pilot holes, and tap prep. With moderate tolerances, it keeps cycle time low and runs well in both prototypes and production.
Choose Boring for Tight Fits
Boring is the better call when the hole must hit a target fit. It’s common for bearing and bushing seats, press fits, slip fits, and aligned features. It takes light cuts on an existing hole, which helps you hit final size and finish. If a miss means rework at assembly, boring is often worth it.
FAQ
Is Boring More Expensive Than Drilling?
Yes. It is a secondary operation, so it adds cycle time and tooling costs. But don’t look at cost in a vacuum. Drills can wander. Boring corrects that drift. It is far cheaper to add a boring pass than to scrap a finished part because the hole isn’t straight.
Can You Bore a Hole Without Drilling It First?
Not with standard boring bars. Since boring bars are not center-cutting, they need a pre-existing hole to enter the material. You typically need to drill, cast, or punch a starter hole first to give the tool clearance.
What Is the Difference Between Boring and Reaming?
Boring fixes location; reaming prioritizes finish and size. A reamer tends to follow the existing hole, so if the drill walked, the reamer likely will too. Boring tools are rigid. They cut a true axis regardless of where the original hole drifted.
Conclusion
Drilling creates the opening; boring guarantees the fit. Confusing the two is a primary cause of assembly failure and scrap. Drilling prioritizes speed, but boring is essential for achieving true concentricity and surface finish.
At Rollyu, we verify every feature. Our engineering team uses DFM analysis to define the right manufacturing method, applying the correct process for each requirement. From standard mounting holes to bearing seats held to ±0.01 mm tolerances, we produce components that align directly with your performance goals.
