
According to IATA, the order backlog topped 17,000 aircraft in December 2025. Many aircraft rely on landing gear and hydraulic parts with deep, straight bores. As volumes rise, bore scrap and rework get expensive fast.
Deep hole drilling is built for long, straight holes when standard drills struggle with chip control, heat, and drift. This guide explains what it is, when to use it, and how gun, BTA, ejector, and trepanning methods differ. You’ll also see where they show up in aerospace, engines, downhole tools, and mold cooling.
What is Deep Hole Drilling and How Does it Work?
Deep hole drilling is a drilling process for making long, straight holes where the depth is high relative to the diameter. Many shops treat a hole as deep at about a 10 to 1 depth to diameter ratio.
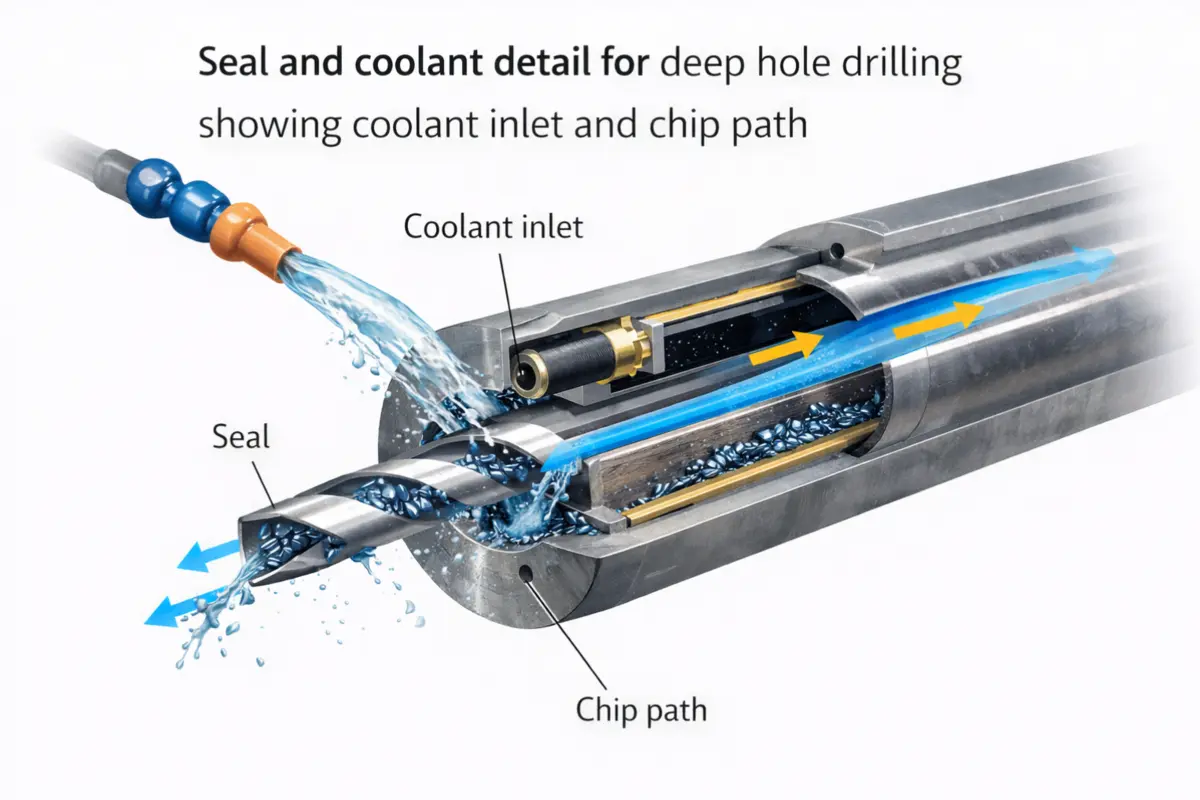
It works by supporting the tool and using coolant flow to manage chips and heat. Coolant reaches the cutting edge, then carries chips out through a controlled path. With stable guidance and steady chip evacuation, deep hole drilling can produce straight bores with repeatable results over long depths.

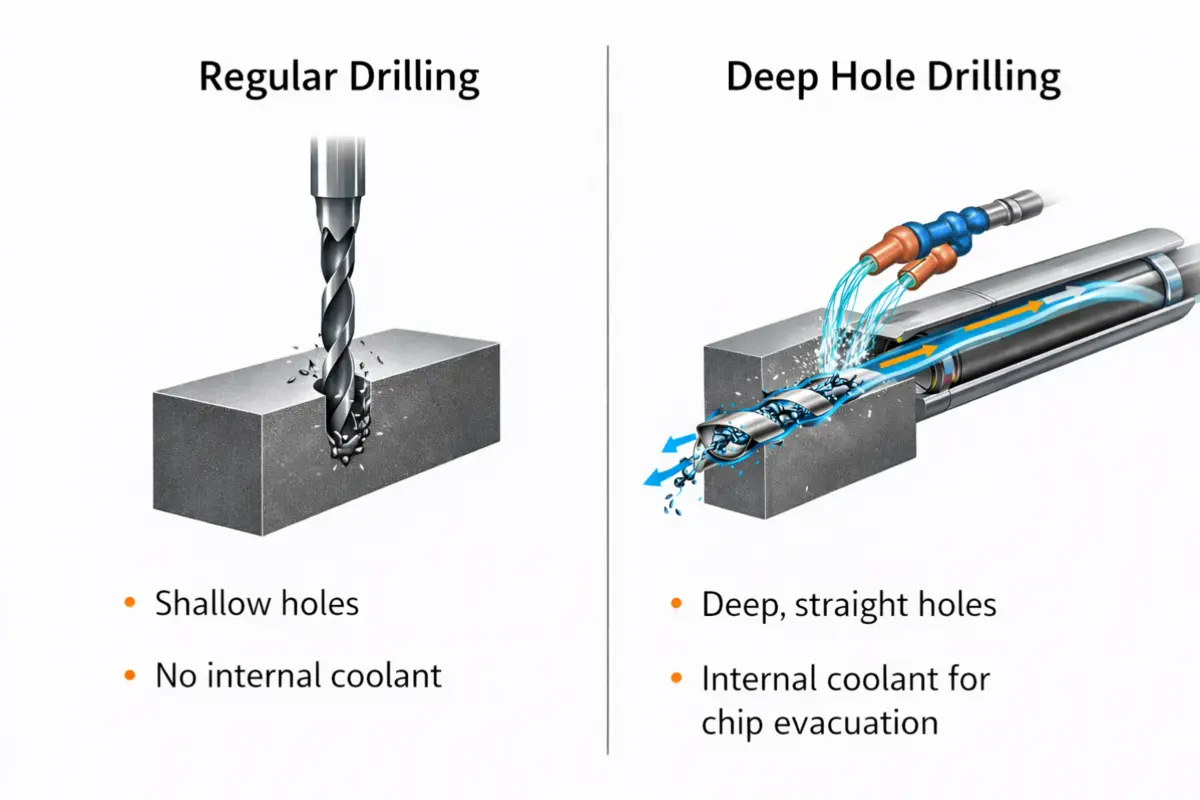
What’s the Difference between Deep Hole Drilling and Regular Drilling?
Regular drilling clears chips through the flutes with a standard setup. Deep hole drilling adds tool guidance and a controlled coolant and chip path for long bores.
Drilling Depth Capabilities
Regular drilling fits lower depth to diameter ratios for everyday holemaking. Once the ratio climbs, holding straightness over the full length becomes harder. Deep hole drilling is used for those higher ratios, especially when straightness must hold from start to finish.
Coolant Delivery and Chip Removal Systems
In regular drilling, chips usually exit through the flutes, and flood coolant is common. Deep hole drilling pushes coolant to the cutting edge and uses a controlled path to move chips out. This supports more consistent chip evacuation as depth increases.
Precision and Surface Finish Standards
Depth also affects what you can hold on straightness and finish. Regular drilling becomes more sensitive to setup and chip control as the hole gets longer. Deep hole drilling uses stronger guidance to keep results more consistent.
If the print is tight, secondary processes like precision boring machining or honing can still be added as needed.

Process Comparison and Selection
Use the following table to match your part requirements with the right drilling approach.
| Factor | Regular Drilling | Deep Hole Drilling |
| Best fit | Short to moderate depth holes | Long holes, high depth to diameter |
| Tool support | Entry support only | Guided, stabilized tool |
| Chip removal | Flutes evacuate chips | Controlled chip evacuation path |
| Coolant delivery | Flood or through tool | To cutting edge, controlled flow |
| Setup demands | Standard setup | Sealing, filtration, alignment |
| Typical equipment | Standard CNC or drill press | Deep hole machine or specialized CNC |
- Use deep hole drilling for long holes with a high depth to diameter ratio. Choose it when bore control matters.
- Use regular drilling for shorter holes. It works when chips clear easily and the setup stays simple.
If it is a close call, check straightness requirements first. Then confirm chips can evacuate at depth.
What are the Types of Deep Hole Drilling?
Deep hole drilling uses several common methods. The best choice depends on hole diameter, length, material, and chip removal. In most shops, the main options are gun drilling, BTA drilling, ejector drilling, and trepanning.
Gun Drilling
Gun drilling is often used for smaller diameter deep holes that need straight bores. Coolant feeds to the cutting tip and carries chips back out along a groove.
The tool stays guided as it cuts, which helps it track straight at depth. It is used for shafts, hydraulic parts, and mold cooling channels.
BTA Drilling
BTA drilling is used for larger diameter deep holes and higher removal. It uses a drill head on a tube and routes chips back through the tube.
The setup often needs good sealing at the work area to manage coolant flow. It is commonly used for long bores in larger CNC machining parts where chip control has to stay steady.
Ejector Drilling
Ejector drilling is another method for larger deep holes. It uses a tube within a tube to move chips out through an internal path.
Shops use it when they want a deep hole method that fits certain CNC setups. It still needs stable coolant flow and good alignment to keep the bore on track.
Trepanning
Trepanning is used for very large holes where removing the full diameter is inefficient. The tool cuts a ring and leaves a solid core in the center.
This reduces material removed and lowers cutting load. It is often followed by finishing steps to reach final size and surface requirements.
Drilling Method Comparison and Selection
Use this table to narrow the method fast. Start with diameter. Then check chip flow.
| Method | Best fit | Chip exit | Typical focus |
| Gun drilling | Small diameter, long holes | Along a groove | Straightness at depth |
| BTA drilling | Large diameter, long holes | Through the tube | High removal, stable chips |
| Ejector drilling | Large diameter, long holes | Inner tube path | Flexible setup options |
| Trepanning | Very large holes | Core left in place | Less material removed |
At Rollyu, we always start with diameter. Gun drilling is our standard for smaller bores, while BTA is preferred for larger, high-removal projects. For very large diameters, trepanning reduces the amount of material removed.
Key Industrial Applications of Deep Hole Drilling
Deep hole drilling is used for long, straight bores. It is common on high value parts where chip control and bore quality affect scrap.
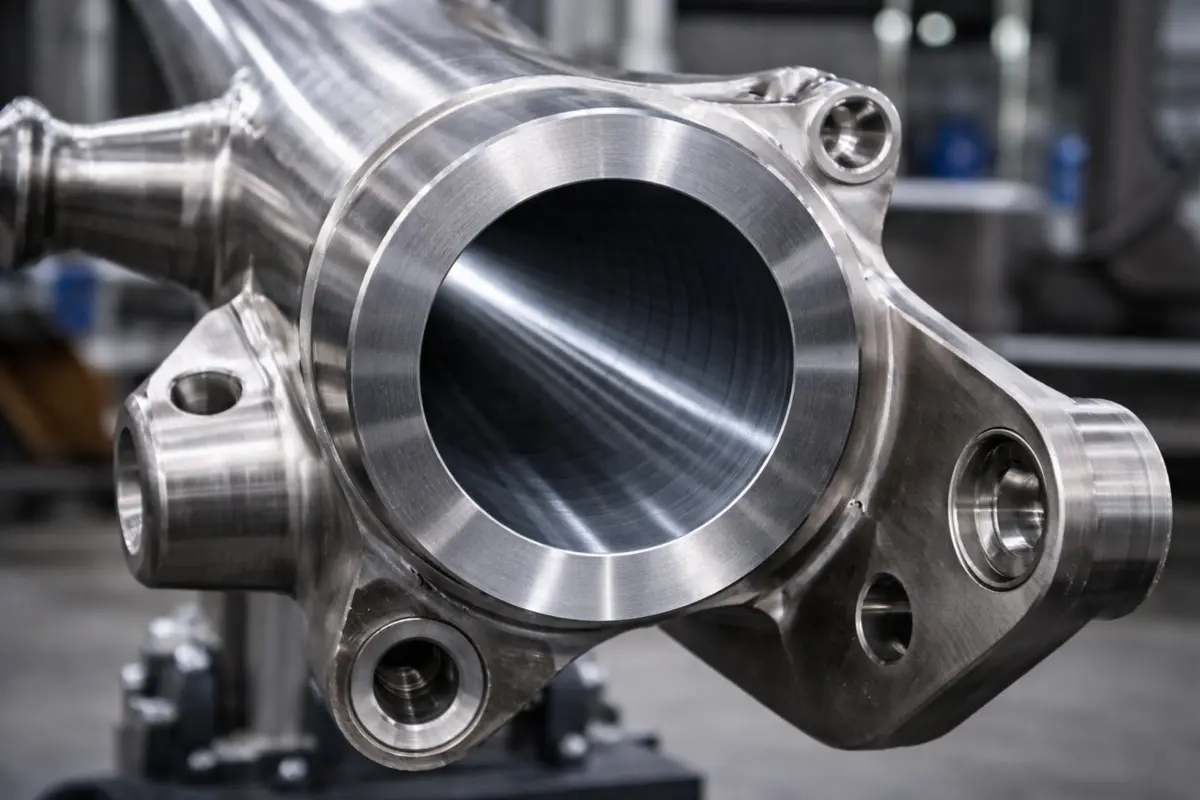
Aerospace Landing Gear
In aerospace CNC machining projects, landing gear components often need deep bores that hold straightness over the full length. Deep hole drilling helps keep the bore on track and results consistent.
Automotive Engine Components
Engines use long oil passages and fluid channels in blocks, heads, and shafts. Similar to machining parts for automation, these holes are often deep relative to diameter and need a clean internal surface. Deep hole drilling reduces chip damage and keeps the passage on path.
Oil and Gas Downhole Tools
Downhole tools use long internal passages for flow and pressure control. Parts are often long and made from hard materials. Deep hole drilling keeps chip evacuation steady and helps limit scrap on high value parts.
Mold Cooling Channels
Cooling depends on straight channels placed close to hot areas. Small location errors can lead to uneven cooling. Deep hole drilling helps drill long cooling lines without losing position as depth increases.
FAQ
Can You Do Deep Hole Drilling on a CNC Lathe?
Yes. A CNC lathe can handle deep hole drilling with the right tooling and coolant setup. Good alignment and part support become more important as depth increases.
What Is the Minimum Diameter for Deep Hole Drilling?
There is no fixed minimum. The limit depends on depth, material, and chip evacuation. Small diameters are often done with gun drilling, but capability is best confirmed against your depth to diameter ratio.
What Tolerances Can Deep Hole Drilling Hold?
It typically achieves IT8 to IT9 tolerances with Ra 1.6-3.2 µm finishes. Since depth affects accuracy, share your print to confirm the exact limits for your specific ratio.
Conclusion
Deep hole drilling is often a good fit for long, straight bores where chip evacuation has to stay stable at depth. To choose a method, start with diameter and depth to diameter ratio, then check straightness requirements and chip flow for the full length. If you share the print and material, Rollyu can confirm the best process and any finishing steps.
