
Steel selection affects cost, lead time, and part performance. According to the American Iron and Steel Institute, North America typically recycles 60 to 80 million tons of steel scrap each year. Choosing between 4140 and 4130 also affects process risk across machining, heat treat, and welding.
Both 4130 and 4140 are Cr-Mo steels, but they serve different needs. 4130 is a better fit for welded or formed parts where toughness matters. 4140 is preferred when higher strength and wear resistance are required, especially after heat treat. This article compares performance, machining and welding behavior, and typical applications, then gives simple rules for selecting the right grade.
What is 4140 Steel?
4140 is a Cr-Mo alloy steel chosen when you need higher strength and better wear resistance. It has more carbon than 4130, so it can heat treat to higher hardness and hold up better under load. It’s common in shafts, gears, pins, and tooling.
Pros: Higher strength and hardness potential, good toughness when tempered, better wear life after heat treat.
Cons: Welding needs more control (preheat is common), harder conditions are tougher on tools, heat treat can cause distortion on tight-tolerance parts.
What is 4130 Steel?
4130 is a Cr-Mo alloy steel picked when weldability and toughness matter most. With lower carbon than 4140, it’s easier to form and weld while still offering solid strength. It’s widely used in tubing and fabricated structures.
Pros: Better weldability and formability, strong strength-to-weight (especially in tubing), more forgiving in fabrication.
Cons: Lower max hardness and wear resistance than 4140, not ideal for high-wear or high-load parts without surface treatment.
What Is the Difference Between 4130 and 4140 Steel?
With the basics covered, the next step is matching the grade to the build process and service demands. That’s where differences in heat treat response, welding behavior, and machinability start to matter.

Composition and Performance
4130 is easier to weld and form, while 4140 reaches higher strength and wear resistance after heat treat. The differences come from carbon level and how each grade responds in heat treat, welding, and machining.
- Chemical Composition
Both are Cr-Mo steels, but 4140 usually has more carbon. That higher carbon is what raises its hardness and strength ceiling. 4130 stays more fabrication-friendly.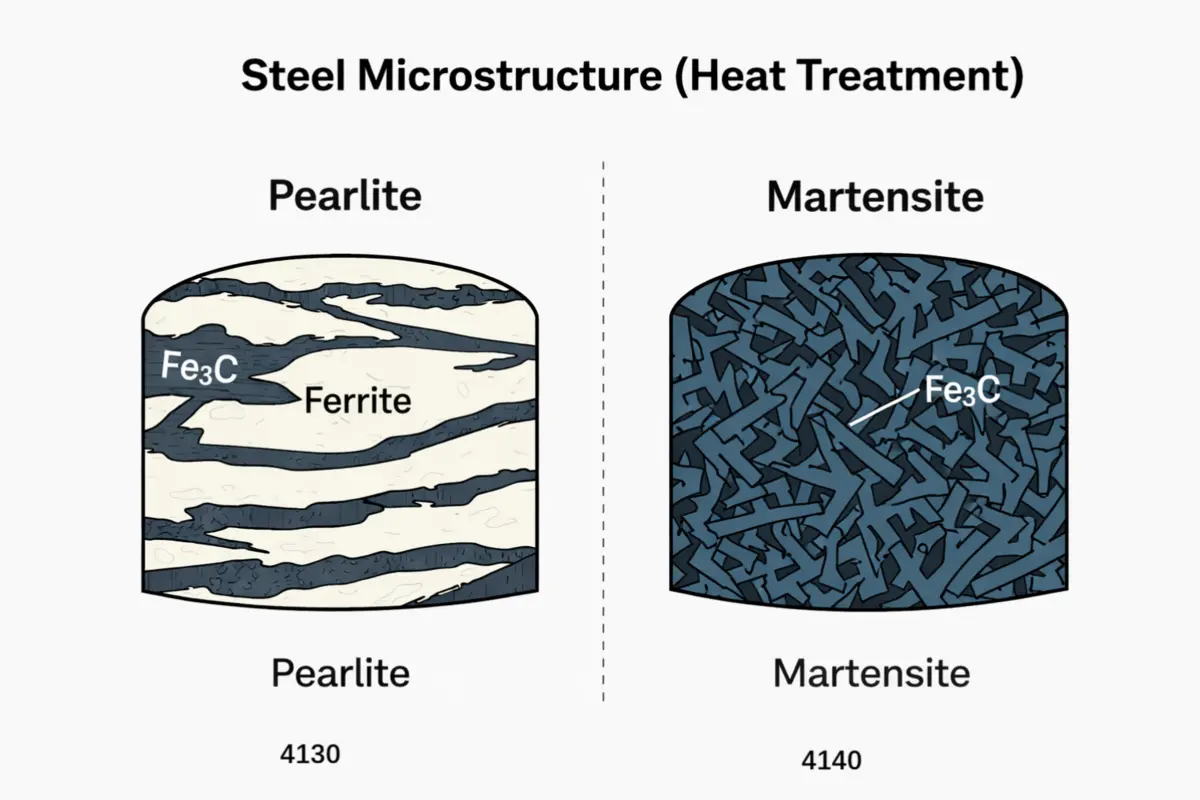
- Hardenability and Heat Treatment Response
For thicker parts, 4140 typically provides more through hardening than 4130 under comparable heat treat conditions. It also gives more room to tune strength with quench-and-temper. 4130 can be heat treated, but its strength and hardness potential is typically lower than 4140.
- Hardness and Strength
When higher strength and hardenability are priorities, 4140 is often selected. 4130 fits better when strength is important but toughness and fabrication still lead.
For a broader comparison across common alloys and tempers, refer to the metal strength chart.
- Toughness
At similar strength levels, 4130 is often more forgiving, especially in formed or welded parts. 4140 can be tough, but it depends more on proper tempering. Over-hardening reduces margin. - Weldability
4130 is often more forgiving in welding, especially in common fabrication thicknesses and in softer conditions. 4140 can be welded successfully, but crack risk increases without appropriate preheat and procedure control, especially in thicker sections or higher hardness conditions. - Machinability
In softer conditions, both generally machine well. The difference shows up after hardening: 4140 in pre-hard or heat-treated states is harder on tools and slows cycles. 4130 is usually easier when machining ties into welding or forming.
For typical CNC operations, tolerances, and material options, see CNC machining parts.
Applications and Availability
In practice, selection is guided by service requirements and by which stock forms are available, including tubing, bar, and plate.
Material Availability
4130 is widely available as tubing, and it is also sold as bar and plate. 4140 is widely available as bar and plate across many sizes. For tubing-based builds, 4130 is often easier to source.
Applications of 4140 Steel
4140 is common in industries that push parts hard, such as heavy equipment, mining, oil and gas, industrial machinery, automotive powertrain work, and renewable energy and power generation. It is often used for shafts, axles, gears, pins, bushings, and tooling parts when higher load capacity, wear resistance, or fatigue life is required.
Applications of 4130 Steel
4130 is widely used in fabrication-heavy fields such as aerospace tubing, motorsports, industrial frames, and general manufacturing. It is common in frames, brackets, structural weldments, and tubular structures where weld quality and toughness matter, and where forming is part of the build.
Cost Considerations
Total part cost is usually driven more by machining time, heat treat requirements, and scrap or rework risk than by raw material price alone.
- Material condition: Softer stock machines faster but may need more heat treat later. Pre-hard can reduce heat treat work, but it increases tool wear and slows machining.
- Size and stock availability: In-stock sizes cut lead time and improve yield. Hard-to-source sizes often mean substitutions or more material removal.
- Processing plan: Heat treat, straightening, and stress relief add vendor steps and time. They can also increase distortion and rework.
- Quality requirements: Certifications, traceability, and testing add cost and can extend lead time.
4130 vs 4140 Comparison Table
To make the tradeoffs easier to scan, here’s a quick side-by-side summary of performance, processing behavior, and typical applications.
| Area | Category | 4130 Steel | 4140 Steel |
| Performance | Composition | Lower carbon in most specs | Higher carbon in most specs |
| Heat treat response | Good, lower ceiling | Stronger response, higher ceiling | |
| Hardness and strength | Lower max range | Higher max range | |
| Toughness | More forgiving in formed or welded parts | More dependent on proper tempering | |
| Weldability | Often more forgiving in welding | More sensitive in higher hardness or thicker sections | |
| Machinability | Generally easier for fab workflows | Pre-hard or heat-treated states slow cycles and raise tool wear | |
| Availability | Common stock forms | Tubing, also bar and plate | Bar and plate across many sizes |
| Typical applications | Structural weldments and tubular structures | Shafts, gears, pins, bushings, tooling parts | |
| Cost | Cost pattern | Varies by form, size, and condition | Varies by form, size, and condition |
| What moves total cost | Fabrication time and yield | Heat treat, hard machining time, and scrap risk |
How Do You Choose Between 4130 and 4140 Steel for Your Project?
Start with how the part will be built and what it must handle in service. 4140 fits machined parts that need higher strength or wear life. 4130 fits welded or tube-based builds where toughness and weld quality matter.
Use 4140 for High Strength and Wear-Resistant Parts
Use 4140 when the part sees higher load or wear. It also makes sense when heat treat is part of the plan, since 4140 has a higher strength and hardness ceiling. Common parts include shafts, axles, gears, pins, bushings, and tooling.

Use 4130 for Welded and Structural Components
Use 4130 when welding and forming come first. It is easier to weld and more forgiving in fabrication, while still offering solid strength. Common parts include frames, brackets, structural weldments, and tubular structures.

Rollyu: Manufacturing Support for 4130 and 4140 Parts
Once you’ve chosen the grade, lead time and part quality often come down to the manufacturing plan, especially heat treat sequencing, distortion control, and weld procedure control. The section below explains how Rollyu supports common 4130 and 4140 workflows.
CNC and Sheet Metal Capacity
Rollyu lists CNC machining tolerances down to plus or minus 0.01 mm for key dimensions under ISO 2768 M.
For sheet metal, the service highlights end to end fabrication flow with flexible volumes and fast lead times.

DFM and Process Guidance
Rollyu focuses on one to one collaboration and proactive DFM in its CNC workflow.
For sheet metal builds, the process is structured around a quality driven manufacturing flow, which helps reduce rework when bend and weld details get tight.
ISO Certified Inspection
Rollyu positions its production around quality driven processes and tolerance control for repeatable results.
FAQ
What Are 4130 and 4140 Equivalents?
Common equivalents for 4130 include 25CrMo4, SCM430, and UNS G41300. For 4140, common equivalents include 42CrMo4, SCM440, and UNS G41400.
What Finishes Work Best for 4130 and 4140?
For corrosion protection, zinc plating or paint and powder coat are common choices. For added wear resistance, nitriding is a common option, especially for 4140.
How Do You Prevent Distortion After Heat Treatment?
In most cases, distortion control starts before heat treat. That means leaving stock for finish machining, keeping rough machining balanced, and using a controlled heat treat and quench process.
When Should You Use Normalizing for 4130 or 4140?
Normalizing is used after forging or heavy rough machining to stabilize the material before final machining or final heat treat. For 4130, it is also used before critical welding when consistent toughness is needed.
