
According to the American Society for Quality, manufacturing errors and subsequent rework can drain up to 20% of a company’s total sales revenue. In CNC machining, the difference between a high-value component and scrap metal often comes down to the finishing details. Cutters leave behind microscopic ridges. Ignoring them creates fitment issues and risks the integrity of the entire assembly.
Proper deburring is critical for precision manufacturing. We will look at why burrs form, compare removal methods for different part shapes, and explain how to specify the right standards to ensure components perform correctly.

What Is Deburring?
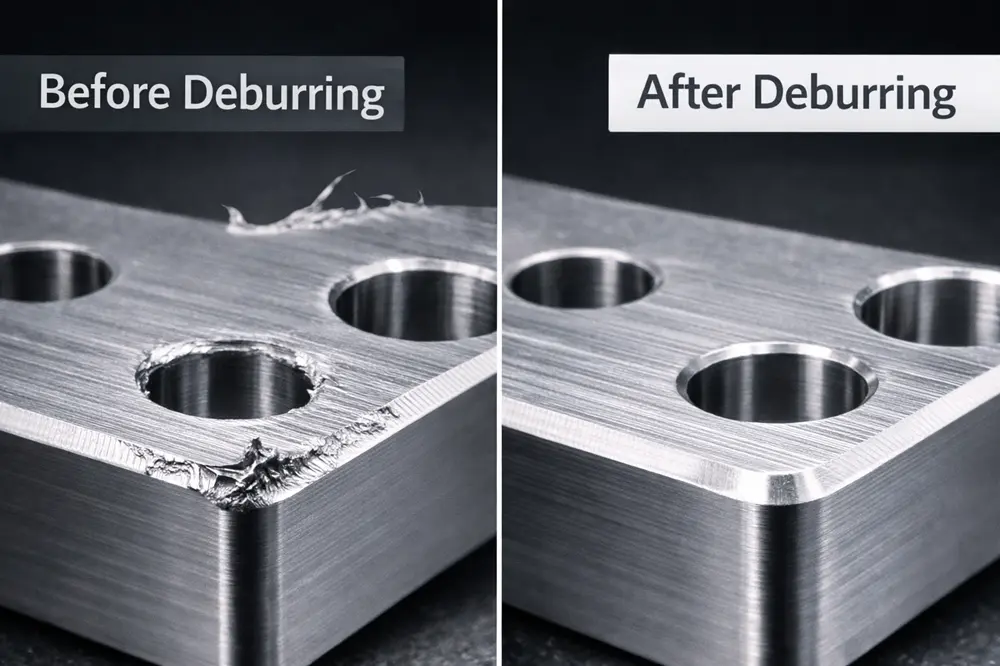
Deburring is a finishing process used to remove sharp ridges of material, known as burrs, from CNC machining parts.
These imperfections are a natural result of cutting metal. When a CNC tool pushes through the workpiece, the material compresses and tears instead of shearing off cleanly. This leaves behind a jagged edge on the part surface. However, these jagged edges are more than just a visual flaw.

Why Deburring Matters for Your Metal Parts?
Deburring is often dismissed as a cosmetic step, but its real value is functional. Shipping parts with burrs effectively means shipping incomplete products. These defects interfere with how a component works, fits, and lasts. Ignoring them leads to expensive assembly failures and potential product recalls.
Ensuring Precision Fit and Assembly
Burrs destroy tolerances. In high-precision machining like semiconductor manufacturing, parts must mate within tolerance. A stray ridge of metal on an edge changes the physical dimensions of that part, causing immediate bottlenecks on the assembly line.
For example, a burr on a valve spool prevents it from sliding into a bore. This forces technicians to stop production for manual rework. In automated setups, these obstructions can even jam and damage expensive robotic grippers. Clean edges help ensure parts fit correctly the first time.
Improving Safety and Preventing Stress Cracks
Sharp edges are a liability for anyone handling the parts. Machining burrs are often razor-sharp and serrated, easily slicing through gloves to injure technicians during shipping or assembly. Removing these edges is a basic requirement for workplace safety compliance.
Burrs also compromise the structural integrity of the component. They create stress concentration points on the material. When a part faces vibration or heavy loads, energy gathers at the jagged edges rather than spreading evenly. Over time, this localized stress causes fractures and material fatigue, leading to premature failure in the field.
What Causes Burrs in CNC Machining?
Controlling these defects starts with identifying the root cause. Even with high-precision equipment, burr formation is often inevitable. It typically stems from a combination of tool condition, machine settings, and material properties.
Tool Wear and Geometry
Dull tools are the primary cause of excessive burrs. As a cutting edge wears down, it loses the ability to shear metal cleanly. Instead of cutting, a dull tool “plows” through the material. This friction generates heat and pushes the metal over the edge rather than slicing it off, leaving a large, ragged burr.

Improper Cutting Parameters
Aggressive speeds and feeds increase burr formation. If the cut is too deep or the feed rate is too fast, the tool exerts too much force on the workpiece. This pressure causes the material to roll over at the exit point. Conversely, taking a light finishing pass with optimized speeds usually results in a much cleaner edge.
Material Ductility
Material properties largely dictate the type of burr you get. Highly ductile metals tend to stretch and fold, while harder alloys snap off differently. The table below outlines how material ductility directly impacts burr formation:
| Material Type | Examples | Burr Characteristics |
| Soft Metals | Aluminum, Brass, Copper | Gummy and Folded: The tool smears the metal instead of chipping it. These burrs are often the hardest to remove without scratching the surface. |
| Hard Metals | Stainless Steel, Titanium | Stiff and Sharp: These alloys form short, brittle burrs. They require aggressive force to break off effectively. |
| Carbon Steels | Standard Grades | Distinct Ridges: These machine cleaner than aluminum but still leave sharp edges that must be smoothed out to meet tolerance. |
Methods to Remove Burrs from Metal
Because material behavior varies so much, no single tool can handle every situation. The right method depends largely on your production volume and the complexity of the part geometry.
Manual Deburring
For prototypes, low-volume runs, or parts with complex features, manual removal is the standard. It relies on the skill of a technician to clean up edges that machines cannot reach.
Success starts with the equipment. If you are unfamiliar with what is a deburring tool, it is a handheld instrument featuring a contoured handle and a curved, free-rotating blade. It allows the user to glide along holes and straight edges with precision.
The process is tactile. Mastering how to use a deburring tool requires finesse: hook the blade against the edge and drag it along the profile with light pressure. The blade swivels to follow the contour, peeling away the burr without gouging the base material. While slow, this method offers the highest level of control.

Mass Finishing
For high-volume CNC production, manual scraping is too slow. Mass finishing allows manufacturers to deburr thousands of parts simultaneously.
The most common technique is vibratory tumbling. Parts go into a large tub filled with abrasive media, usually ceramic, plastic, or organic stones. The machine vibrates, forcing the media to rub constantly against the metal surfaces. This friction acts like thousands of tiny files, eroding burrs uniformly across the entire batch. It is efficient, cost-effective, and leaves a consistent matte finish.
Choosing a Deburring Method Based on Burr Type
You must match the aggressiveness of your method to the tenacity of the burr.
Light Burrs
For feather-like edges often found on aluminum, gentle methods like vibratory tumbling or nylon brushing are sufficient. They remove excess material without altering part dimensions.
Heavy Burrs
For thick, stiff burrs common on stainless steel, you need higher energy. This often requires thermal deburring, electrochemical methods, or aggressive grinding. If the method is too weak, the burr will fold over instead of breaking off.
Rollyu: Precision CNC Machining and Finishing
Choosing the right removal method is a balancing act between speed and precision. At Rollyu, deburring is a critical production stage, not an afterthought. We understand that a single sharp edge can compromise the safety and function of your entire assembly.
Strict Finishing Standards
Deburring is a mandatory step in our ISO 9001-certified QC process. Whether you require specific edge breaks or a general “burr-free” finish, our technicians rigorously inspect components before shipment. This ensures your parts arrive safe, clean, and ready for immediate assembly.
Manual and Automated Processing
We match the finishing method to your volume. We use precise manual deburring for complex prototypes and efficient automated batch processing for high-volume orders. You get consistent quality and lower costs, regardless of quantity.
FAQ
Is Deburring Necessary After Precision Boring Machining?
Yes. Even precision boring machining often leaves burrs at hole exits. We carefully remove these to ensure proper fitment without altering the bore’s tight tolerances.
Does Deburring Affect the Dimensional Tolerances of CNC Parts?
Yes, manual removal changes dimensions. Hand tools rely on pressure, so results vary between parts. For tight tolerances, program the edge break into the CNC path to ensure consistency.
Is Deburring Necessary Before Anodizing or Powder Coating?
Yes, coatings often fail on sharp edges. The finish builds up or pulls away from the burr, exposing the metal. Removing burrs allows the coating bonds and protects against corrosion.
What Are the Best Deburring Practices for Heat-Treated Metal Parts?
Deburr before heat treatment. Soft metal is easier to shape. Once hardened, the material becomes too tough for files and requires abrasive grinding.
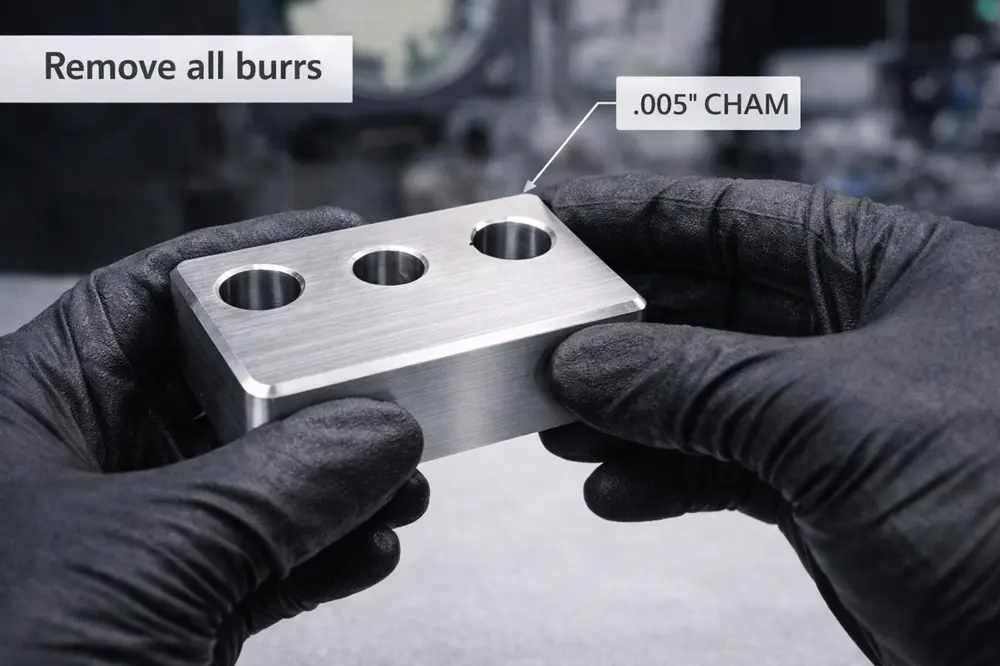
How Do You Specify Edge Breaks on a Technical Drawing?
Add a note in the title block. Use a phrase like “Remove all burrs and sharp edges.” For specific fits, define the limits, such as a 0.005 inch chamfer, to prevent over-cutting.
