
According to data referenced by Modern Machine Shop, unoptimized finishing processes can drive shop floor scrap rates up to 20% in high-precision sectors. In an industry where microns dictate profit margins, relying on standard drilling for final hole geometry is a financial risk. Boring machining bridges that gap between a rough hole and a precision fit.
This article covers the boring process, focusing on rigid tooling and the techniques for roughing versus finishing. Critical sectors like aerospace rely on this method to correct hole drift and guarantee safety. It delivers the geometric accuracy that drilling alone cannot achieve.

What is Boring Machining?
Boring enlarges an existing hole using a single-point cutting tool. The goal is precision rather than initial hole creation. Drills often leave rough surfaces or slight misalignments, but boring corrects these issues. It ensures the internal geometry meets exact specifications. This process is essential for straightening holes that drifted during drilling or achieving specific diameters that fixed drill bits cannot match.
Key Features and Advantages of Boring
| Feature | Why It Matters |
| Accuracy | Achieves tight dimensional tolerances to ensure parts fit together without play |
| Surface Finish | Delivers a smooth internal wall finish to reduce friction and wear for moving parts |
| Position Correction | Fixes drift caused by drilling. It straightens and realigns the hole to the true axis |
| Versatility | A single boring bar adjusts to cut a wide range of diameters unlike fixed reamers |
These benefits only show up when the setup is rigid and the cut is controlled, so the next step is to know how the boring process is executed in practice.
How Does the Boring Process Work?
To achieve the high accuracy mentioned above, boring shaves material from an inner wall using a rigid single-point tool. The fundamental steps remain identical whether the workpiece rotates on a lathe or the tool spins on a mill.
Setup and Alignment
Rigidity is the priority. Vibration destroys surface finish, so operators must clamp the workpiece securely to prevent movement.
Alignment follows clamping. The pre-drilled hole must match the spindle axis perfectly. Operators use a dial indicator to sweep the hole until runout is near zero. If the setup is off, the boring bar will cut an oval or tapered hole rather than a perfect cylinder.

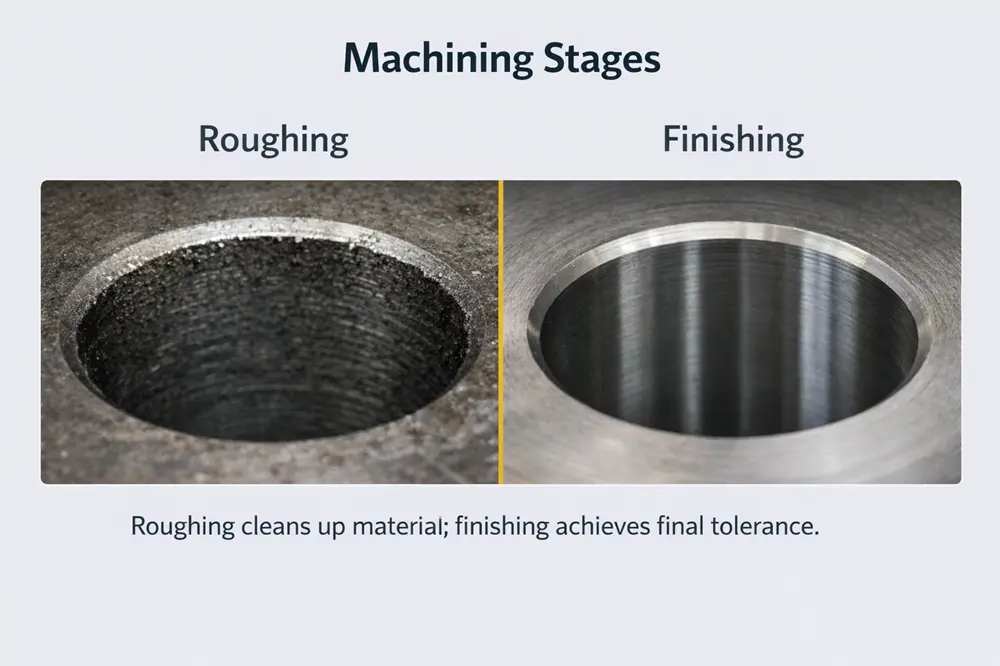
Machining Stages
Boring typically follows a two-step sequence to ensure accuracy.
Roughing
This stage focuses on bulk material removal. The boring bar takes a heavy cut to clean up uneven surfaces left by casting or drilling. This pass straightens the hole and corrects geometric errors. It leaves a small stock allowance of 0.010 to 0.020 inches for the final step.
Finishing
The final stage focuses on tolerances. The operator adjusts the boring head to take a light and fast cut. This skim pass removes the remaining stock to hit the exact diameter. It produces a smooth and friction-reducing surface finish.
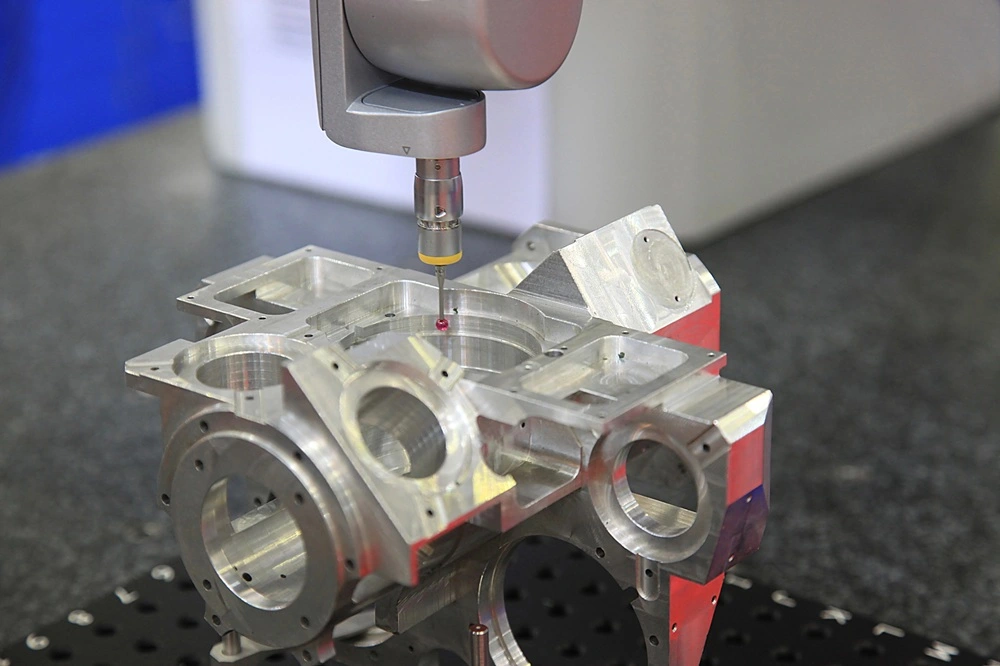
Quality Inspection
Machine coordinates alone do not guarantee precision. Operators must verify the result. Tools like bore gauges or air gauges measure the internal diameter at multiple depths to check for taper or out-of-roundness. For complex aerospace or automotive parts, a Coordinate Measuring Machine verifies the true position of the hole relative to the rest of the part.
Once size and geometry are verified, the next decision is selecting the right boring operation based on part size, orientation, and required positional accuracy.
Different Types of Boring Machining Operations
While the cutting mechanics are consistent, the machine setup must adapt to the part’s geometry. Boring operations depend on workpiece size and hole orientation. Proper machine selection ensures safety and efficiency.
Horizontal Boring
Horizontal boring handles large, asymmetrical parts. The spindle runs parallel to the worktable. This setup suits heavy components like engine blocks where rotating the part is impractical. Chips fall naturally away from the cut.
Vertical Boring
Vertical boring suits heavy cylindrical parts. The workpiece rotates on a table while the tool engages from above. Gravity helps stabilize the part during rotation. This setup is standard for large turbine rings or casings.
Precision Jig Boring
Jig boring delivers extreme precision. It prioritizes positional accuracy over stock removal. This process creates jigs and aerospace parts where hole spacing requires micron-level exactness.
Essential Tools for Boring Machining
Even the most advanced machine relies on the right tooling to deliver results. Tool selection dictates boring performance. Rigidity and adjustability determine if the part meets specifications or ends up as scrap.
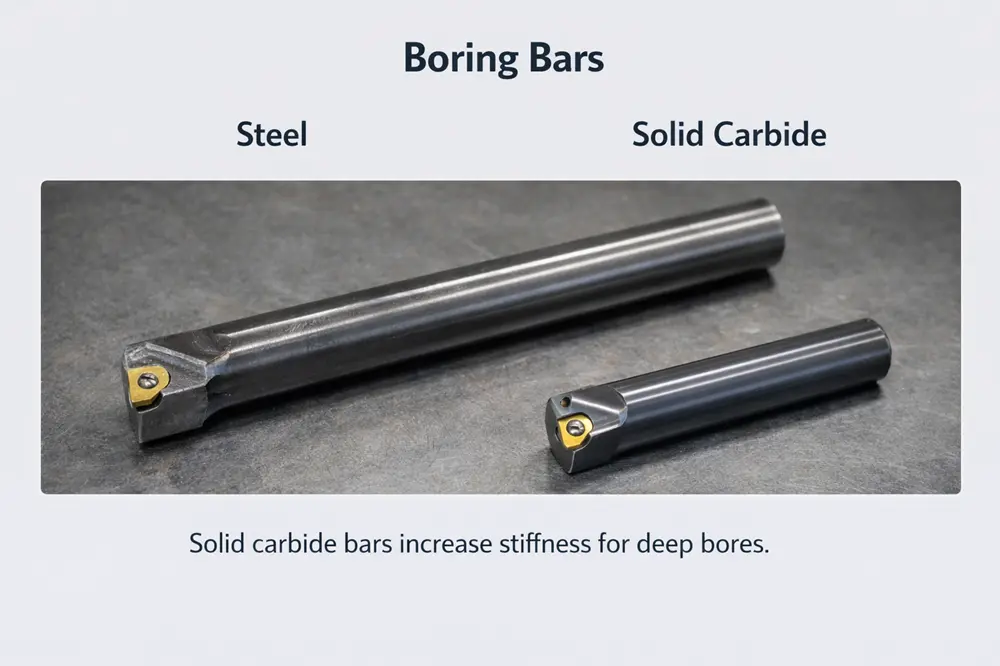
Boring Bars
The boring bar supports the cutting tip deep inside the hole. Rigidity is the top priority. Long or thin bars flex under pressure and cause vibration. Operators switch from steel to solid carbide bars for deep holes to maximize stiffness and prevent chatter.
Boring Heads
Boring heads connect the bar to the spindle and enable diameter changes. Fine boring heads feature sensitive dials for micron-level adjustments. Roughing heads focus on clamping power to hold the tool steady during heavy cuts.

Indexable Inserts
The insert is the cutting edge that removes material. Selection depends entirely on the workpiece. Carbide works for standard steel while diamond tips handle non-ferrous metals like aluminum. The nose radius of the insert directly dictates the final surface smoothness.
Industrial Applications of Boring Machining
Because of its ability to hold tight tolerances and correct geometric errors, boring machining powers industries that demand zero failure rates. It is the standard solution for creating precise internal geometries in everything from car engines to massive wind turbines.
Automotive Industry
Engine performance relies on boring. Manufacturers use this process to finish cylinder bores in engine blocks. A perfectly round and straight cylinder ensures the piston rings seal tight. This maximizes compression and prevents oil leaks.
Aerospace Industry
Aircraft and space satellite parts allow no margin for error. Boring is essential for machining landing gear struts and turbine engine casings. These components often use tough materials like titanium. Boring creates accurate holes that resist fatigue and failure under high-altitude stress.
Heavy Equipment and Construction
Construction machinery depends on powerful hydraulics. Boring finishes the long cylinders used in excavators, loaders, and cranes. It is also the primary method for repairing worn-out pivot points on boom arms. This restores the equipment to factory specifications and extends its lifespan.
Energy and Renewables
Power generation requires precision on a massive scale. Wind turbine gearboxes and generator housings need large-diameter holes to hold bearings securely. Boring machines ensure these giant components align perfectly. Precise alignment prevents vibration and costly maintenance shutdowns.
Rollyu: Your Partner for Precision CNC Boring Services
Reliable machining keeps your supply chain moving. Rollyu provides precision CNC boring services that align with your specifications and timelines. We support your manufacturing goals with capable equipment and practical engineering support.
Rollyu‘s CNC Boring Capabilities
Rollyu provides precision CNC machining services to meet a wide range of complex requirements. Our shop features CNC boring mills set up for multi-axis work. We machine standard metals like aluminum and steel, as well as tougher alloys like titanium. From initial prototyping to full-scale production runs, we adapt our process to fit your volume needs.
Quality Control and Tolerance
Quality is the baseline for our operations. We follow strict ISO standards to hold tight tolerances consistently. Our team validates critical dimensions using CMM technology prior to shipping. This ensures the parts you receive match your prints and function as intended.
FAQ
What Is the Difference Between Boring and Turning?
Boring machines internal surfaces, while turning machines external ones. Boring enlarges and finishes an existing hole. Turning removes material from the outer diameter of a rotating workpiece to create a cylinder.
What Is the Difference Between Boring and Reaming?
Boring corrects position; reaming only follows the existing path. A boring bar can straighten a crooked hole and move its center line. A reamer simply follows the pre-drilled hole to smooth the surface and set the final size.
Is Precision Boring Suitable for Thin-Walled Aerospace Components?
Yes, provided cutting pressure is low. In aerospace CNC machining, high pressure deforms thin walls. Machinists use sharp, polished inserts and light finishing cuts to prevent part distortion while maintaining tight circularity.
What Are the Limitations of Boring Machining?
Tool deflection is the main constraint. Long boring bars tend to bend or vibrate when reaching deep into a hole. The process is also slower than drilling because it prioritizes accuracy over bulk material removal.
How to Prevent Vibration and Chatter in Long-Reach Boring Tools?
Maximize rigidity. Switch from steel to solid carbide boring bars for better stiffness. Operators should also keep the tool overhang as short as possible and use damped boring bars for depth-to-diameter ratios exceeding 4:1.
