
The manufacturing die casting process forces molten metal into steel molds under high pressure to produce accurate, robust parts. It’s ideal for components with complex shapes, consistent finishes, and high quality. Aluminum and zinc are the most common die-cast metals for industries like robotics, automotive, power tools,medical devices,aerospace, and industrial equipment.
This process helps engineers and OEMs get reliable parts quickly. At Rollyu, we combine precision mold design, CNC machining, and post-processing to make sure every part meets strict quality standards. Our ISO-certified production supports everything from small prototypes to full production runs.
In this article, we’ll explain the die casting process, the different types of die casting, common materials, key benefits, and real-world applications across industries like automotive, medical devices, power tools, and aerospace.
What is Die Casting?
Die casting is a metal forming method where molten metal is forced into a hardened steel mold — the die — under high pressure. The process yields parts with excellent dimensional accuracy and smooth surfaces, making it a top choice for high-volume manufacturing.
Die casting is widely used across industries: automotive manufacturers, medical device companies, electronics brands, and many others rely on it. It works best with non-ferrous metals and delivers outstanding efficiency — a single die can produce millions of consistent parts with cycle times measured in seconds.
Manufacturing Die Casting Process
Every die casting operation follows a repeating four-stage cycle: melt the metal, inject it under pressure, cool and solidify, and eject the finished part. Production environments repeat this loop continuously for high throughput.
Melting the Metal
A furnace melts the chosen alloy. For reference, aluminum melts at about 660°C and zinc around 420°C. Tight temperature control is critical: overheating changes material properties, while underheating causes flow and fill problems. Keeping the melt clean prevents casting defects; fluxes are often added to remove oxides and contaminants.

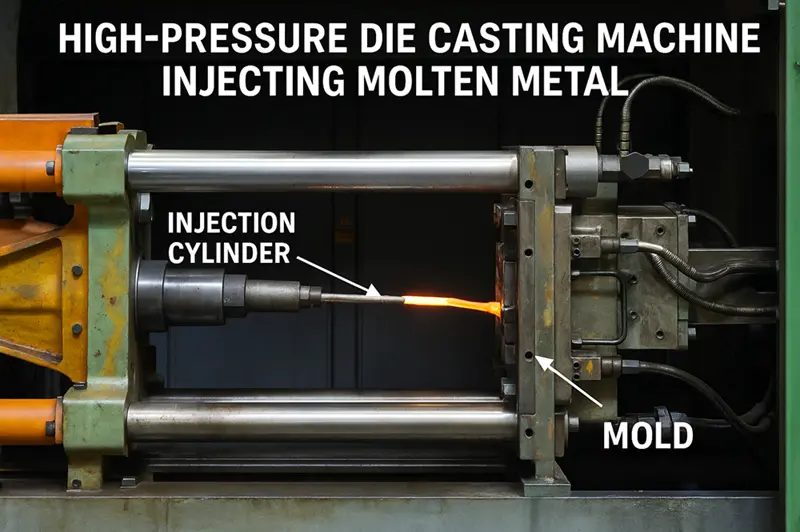
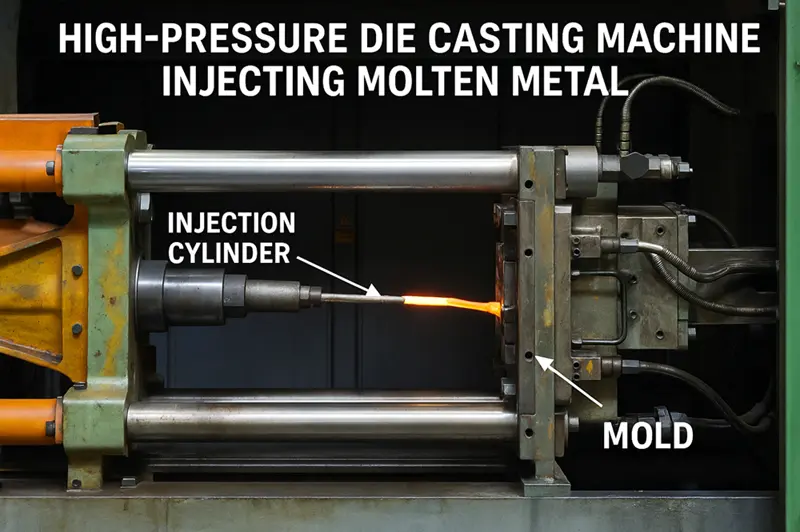
Injecting Under Pressure
A hydraulic plunger injects molten metal into the die in milliseconds, at pressures ranging roughly from 10 to 175 MPa. High injection pressure helps fill thin walls, increases density, and forces air out through vents.
Hot-chamber machines keep the metal in the machine, while cold-chamber machines use a separate furnace. The metal’s melting point typically determines which system is appropriate.
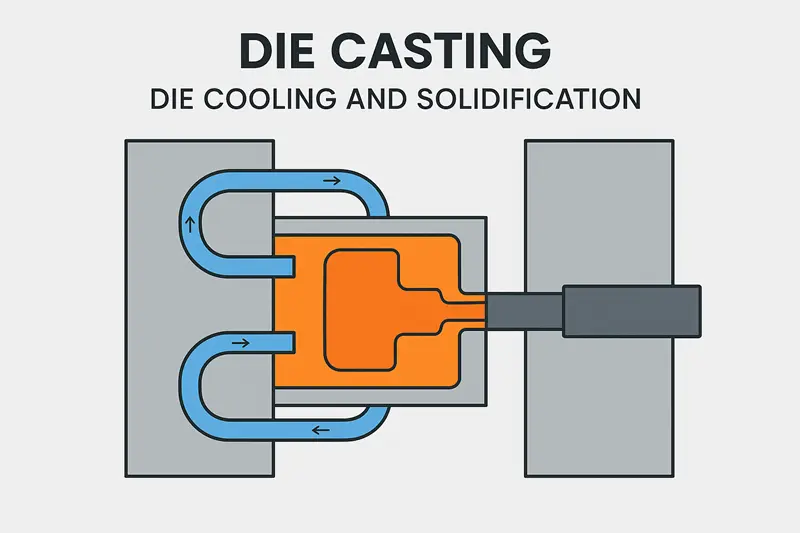
Cooling and Solidifying
The steel die draws heat from the molten metal, and solidification begins almost immediately after injection. Most parts fully solidify within 10–60 seconds. Dies include cooling channels that circulate water or oil to control cooling rates, which helps prevent warping, cracking, and undesirable grain structures that affect strength and finish.
Ejecting the Finished Part
After solidification, the die halves open and ejector pins push the part out. Parts don’t stick because designs include draft angles (typically 1–3 degrees). The parting line creates flash — excess metal that must be removed. For large runs, automated trimming systems remove flash before the cycle repeats.

What Are the Main Types of Die Casting?
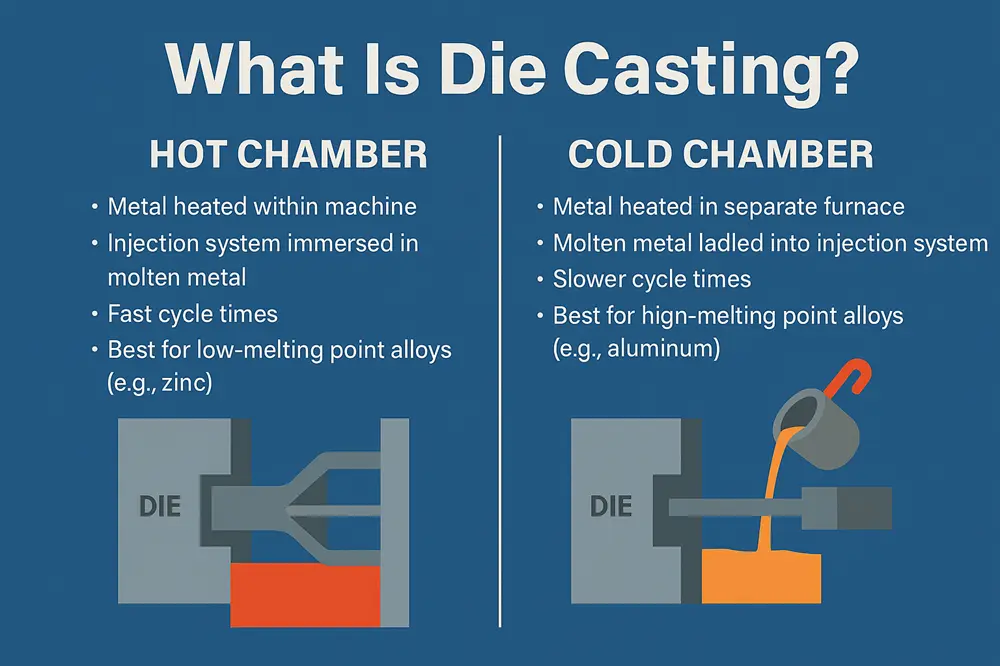
There are two primary die casting systems: hot chamber and cold chamber. Each is suited to different metals and applications, and the metal’s melting point usually dictates the best choice. Both systems deliver high-quality parts rapidly.
Hot Chamber Die Casting
Hot-chamber machines integrate the melting pot into the machine, with a gooseneck that feeds molten metal directly to the die. Because the metal stays molten inside the machine, cycle times are extremely fast.
Hot-chamber machines are commonly used for zinc alloys and sometimes for magnesium or low-melting copper alloys. Cycle times can be as short as 15 seconds, making the hot chamber ideal for small to medium-sized parts.
Cold Chamber Die Casting
The furnace is separated from the injection system. The operator manually scoops the molten metal into the chamber. A hydraulic piston pushes it forward. This method allows for the handling of high-melting-point metals in a safe manner.
Cold chamber die casting is used for aluminum and copper alloys. Managing the size and weight of parts requires a slow cycle time due to the manual filling of molten metal. Cold chamber die casting does well for larger parts.
What Materials Work Best for Manufacturing Die Casting?
Die casting works best with non-ferrous alloys that flow well and have lower melting points than steel. Each material offers specific benefits, so choose based on strength, weight, conductivity, corrosion resistance, and cost.
Aluminium Alloys
Aluminum is the most widely used die-casting material, prized for its strength-to-weight ratio and corrosion resistance. Common alloys include A380 and A383, which offer good fluidity and dimensional stability. Aluminum castings are common in engines, electronics housings, and industrial equipment.
Zinc Alloys
Zinc melts at lower temperatures than aluminum, reducing energy use and improving flow into fine details. Zamak 3 and Zamak 5 are popular zinc alloys offering excellent surface finish and tight tolerances — ideal for hardware, decorative parts, and precision components.
Magnesium Alloys
Magnesium is about 35% lighter than aluminum, making it the lightest structural metal. Alloys like AZ91D and AM60B offer good strength for portable electronics, power tools, and automotive components. Magnesium is costlier and requires special handling.
Copper Alloys
Brass and bronze provide superior wear resistance and strong electrical conductivity. Copper die casting typically uses cold-chamber systems due to higher melting points. Applications include electrical connectors, plumbing fittings, and bearings, though costs are generally higher.
What Are the Key Advantages of Die Casting?
Die casting presents numerous advantages to manufacturing and competes with quite a few metal forming processes. The benefits are considerable as well and can easily justify a significant investment. It is often selected for reasons that only die casting can provide.
High production speeds (cycle times in seconds to minutes)
Excellent dimensional accuracy (typically tolerances from 0.1 to 0.3 millimeters)
Uniform surface finish requiring minimal post-finishing.
Ability to create complex geometric shapes like thin-wall sections and complicated features
Material efficiency with minimum waste and scrap that is recyclable.
Quality Control for Die Casting
Die Casting Quality
In die casting, precision and consistency are everything. Even minor dimensional or surface variations can impact the performance of critical parts in industries like automotive, medical devices, electronics, and aerospace.
That’s why robust quality control (QC) systems are vital. A well-designed QC process ensures every part meets exact specifications, performs reliably, and complies with international standards such as ISO 9001 and ISO 13485.
At Rollyu Precision, every die-cast part goes through multiple quality checks — from mold design validation and process monitoring to final inspection — ensuring you receive parts that are dimensionally accurate and defect-free.
Why Quality Control Matters in Die Casting
Die casting involves injecting molten metal into steel molds at extremely high pressure. Because the process operates at high speed and temperature, small deviations can lead to major defects if not monitored properly.
Implementing a robust quality control system helps:
Ensure dimensional accuracy – keeping tolerances within ±0.1 mm or better
Reduce defects – such as porosity, warping, or flash
Improve surface finish – minimizing rework and polishing needs
Shorten production cycles – through real-time process monitoring
Enhance reliability – ensuring parts perform consistently under stress
Key Stages of Quality Control in Die Casting
Mold and Tooling Inspection
The foundation of a quality die-cast part begins with the mold. Before production, every die is verified for precision:
- Dimensional inspection using CMM (Coordinate Measuring Machine)
- Surface roughness and cavity polishing check
- Verification of cooling channels, venting, and ejector pin alignment
Properly maintained tooling ensures the molten metal fills the mold cavity uniformly, preventing air entrapment or incomplete fills.
Raw Material Verification
High-quality materials lead to high-quality parts. Incoming aluminum, zinc, or magnesium alloys are verified for:
Chemical composition analysis using spectrometers
Density and purity checks to ensure consistent performance
Moisture content control to prevent gas porosity during casting
Maintaining material traceability is also crucial, particularly for medical or aerospace components requiring full batch documentation.
Process Monitoring and Control
During production, in-process monitoring ensures every shot maintains the required parameters:
Injection speed and pressure consistency
Die temperature and cooling rates
Cycle time optimization
Lubrication and venting performance
Advanced die casting cells often use digital sensors and SCADA systems to collect real-time process data, allowing immediate correction before defects occur.
Visual and Surface Inspection
After ejection, each casting is examined for visible defects such as:
Flash (excess metal along parting lines)
Cold shuts (incomplete fills)
Blisters or porosity
Burn marks or oxidation
Defective parts are either re-worked or recycled. Automated optical vision systems can inspect surface quality faster and more consistently than manual checks.
Dimensional and Geometric Measurement
Precision components require tight control of tolerances and GD&T (Geometric Dimensioning and Tolerancing). Common inspection tools include:
CMM (Coordinate Measuring Machine)
Optical comparators
Digital calipers and micrometers
Laser scanners for 3D surface mapping
Critical dimensions such as wall thickness, hole spacing, and flatness are compared directly with CAD models to ensure conformance.
Non-Destructive Testing (NDT)
Some defects are internal and invisible to the naked eye. NDT methods are used to detect hidden voids or inclusions without damaging the part.
| Method | Purpose | Best For |
| X-ray Inspection | Detects porosity, cracks, voids | High-precision aluminum or aerospace parts |
| Ultrasonic Testing | Finds internal discontinuities | Thicker castings and structural components |
| Dye Penetrant Testing | Reveals surface cracks or pinholes | Finishing inspection before coating |
These inspections verify internal quality, ensuring every part is structurally sound.
Functional and Mechanical Testing
Depending on the part’s application, functional testing may include:
Hardness testing (Rockwell or Brinell)
Tensile strength and elongation
Leak or pressure testing for sealed housings
Thermal cycling and fatigue testing
Such data confirms the part can withstand real-world mechanical and thermal stresses.
Post-Processing Quality Checks
Post-casting operations like trimming, CNC machining, surface coating, and anodizing require additional quality checks:
- Surface roughness (Ra1.6 μm, Ra 0.8 μm or better for precision parts)
- Coating thickness measurement (using eddy current or XRF)
- Color and gloss uniformity
- Thread and fit verification after machining
This ensures cosmetic appeal and dimensional integrity after secondary processing.
Certifications and Traceability
A strong QC program also depends on proper documentation and traceability. At Rollyu Precision, our production adheres to:
ISO 9001:2015 – Quality Management System
ISO 13485:2016 – Medical Device Manufacturing
Full traceability of material lots, tooling maintenance, and inspection records
This documentation provides customers with complete confidence in every part produced.
Surface Finish for Die Casting Parts
The surface finish of a die-cast part is more than just appearance — it directly affects corrosion resistance, durability, friction, adhesion, and performance.
Whether your goal is to enhance aesthetics, improve wear resistance, or prepare parts for coating or painting, the right surface finishing process ensures consistent, high-quality results.
At Rollyu Precision, we provide a full range of finishing solutions for aluminum, zinc, and magnesium die-cast components, ensuring each part meets both cosmetic and functional requirements across industries like automotive, medical devices, electronics, and aerospace.
Why Surface Finish Matters in Die Casting
After die casting, components often have visible parting lines, ejector pin marks, or surface roughness from the mold cavity. These imperfections must be removed or treated to meet engineering or aesthetic standards.
Key reasons for applying surface finishing to die-cast parts include:
Improved appearance — smoother, more uniform surfaces for consumer and medical products
Enhanced corrosion protection — especially for aluminum and zinc alloys
Better wear and friction performance
Improved coating or paint adhesion
Consistent branding or color uniformity for high-end assemblies
Common Surface Finishes for Die Cast Parts
Different finishing methods serve different purposes depending on alloy type, surface texture requirements, and end-use application.
As-Cast Finish (Raw Surface):The natural finish that results directly from the die casting process.
Shot Blasting / Sand Blasting: Abrasive particles (steel shot, glass beads, or aluminum oxide) are blasted onto the surface to clean or texture the part.
Polishing and Buffing: Mechanical finishing process that smooths the surface using abrasives or buffing wheels.
Powder Coating: A dry finishing process where electrostatically charged powder adheres to the part’s surface and is then baked to form a durable coating.
Anodizing (for Aluminum Die Cast Parts): Electrochemical process forming a hard, protective oxide layer on aluminum surfaces.
Electroplating: Coating the part with a thin metallic layer (nickel, chrome, copper, or zinc) using an electrolytic process.
Painting and Wet Coating: Liquid paint applied by spray, dip, or brush to create a colorful protective layer.
Passivation (for Zinc and Aluminum Alloys): Chemical treatment that forms a thin oxide layer on the surface, enhancing corrosion resistance.
E-coating (Electrophoretic Coating): A combination of electroplating and painting. The part is submerged in a bath where an electrical current deposits the coating evenly.
Laser Engraving and Marking: Uses laser energy to etch serial numbers, barcodes, or logos on finished parts.
Micro-arc Oxidation (MAO): Micro-Arc Oxidation (MAO) in Die Casting, also known as plasma electrolytic oxidation (PEO) — is an advanced surface treatment process used to enhance the performance of light-metal components, particularly aluminum, magnesium, and titanium alloys.
For die-cast parts, MAO creates a dense ceramic oxide coating that offers exceptional hardness, wear resistance, and corrosion protection far beyond traditional anodizing.
Surface Finish Quality Control at Rollyu Precision
To guarantee surface consistency, Rollyu follows a strict surface finish inspection process:
Ra measurement (surface roughness meter, profilometer)
Coating thickness testing (X-ray or eddy current)
Color and gloss uniformity verification
Adhesion and salt spray testing for durability validation
Our engineers collaborate with customers to define finish standards such as Ra value, thickness tolerance, and color codes (RAL/Pantone) during the design stage — ensuring zero surprises during production.
What Are the Common Applications of Manufacturing Die Casting?
Die-cast parts appear across countless products and industries. From transportation to consumer electronics, die casting is widely used to make durable, precise parts.
Transportation
Transportation Aluminum die castings are used for engine components, transmission housings, steering columns, brackets, and other structural parts. As automakers pursue lightweighting to meet fuel economy and emissions goals, demand for die-cast aluminum parts continues to grow.
Electronics and Computing
Electronics and Computing Die casting is common for laptop and tablet housings, smartphone frames, heat sinks, and connector housings. The ability to produce thin walls and detailed features makes die casting ideal for compact electronic devices.
Industrial & Hand Held Tools
Power tool motor housings, gearbox cases, and handle assemblies often use die-cast aluminum for strength and durability while keeping weight down.

Get Custom Manufacturing Die Casting Solutions with Rollyu
Need high-precision die-cast components? Rollyu offers reliable aluminum and zinc die-casting services for industries like robotics, medical devices, and industrial equipment.
Our ISO-certified production delivers tight tolerances, smooth surfaces, and consistent quality for prototypes and full-scale production. From mold design and high-pressure injection to post-machining and finishing, our team delivers parts that meet your exact specifications.
Summary
So, overall, manufacturing die casting is a process that forces molten metal into steel moulds under high pressure. It creates precise parts with smooth surfaces quickly.
Two main types exist: hot chamber and cold chamber. Hot chamber suits zinc and low-melting metals. Cold chamber handles aluminium and high-melting alloys. Your metal choice determines which system you need.
Die casting offers fast production speeds and tight tolerances. It produces complex shapes with minimal waste. Surface finishes require little post-processing, and various sectors employ them for precision-critical parts manufacturing.
