

Anodizing is an electrochemical process that converts a metal’s surface into a hard oxide layer. The coating makes the part far more resistant to corrosion, wear, and heat. According to the Aluminum Association, aluminum is the most anodized metal in the world, used in everything from aircraft frames to smartphone casings.
This guide covers how anodizing works, the three main types, which materials respond best, and how to design parts that anodize well.
How Does Anodizing Work?
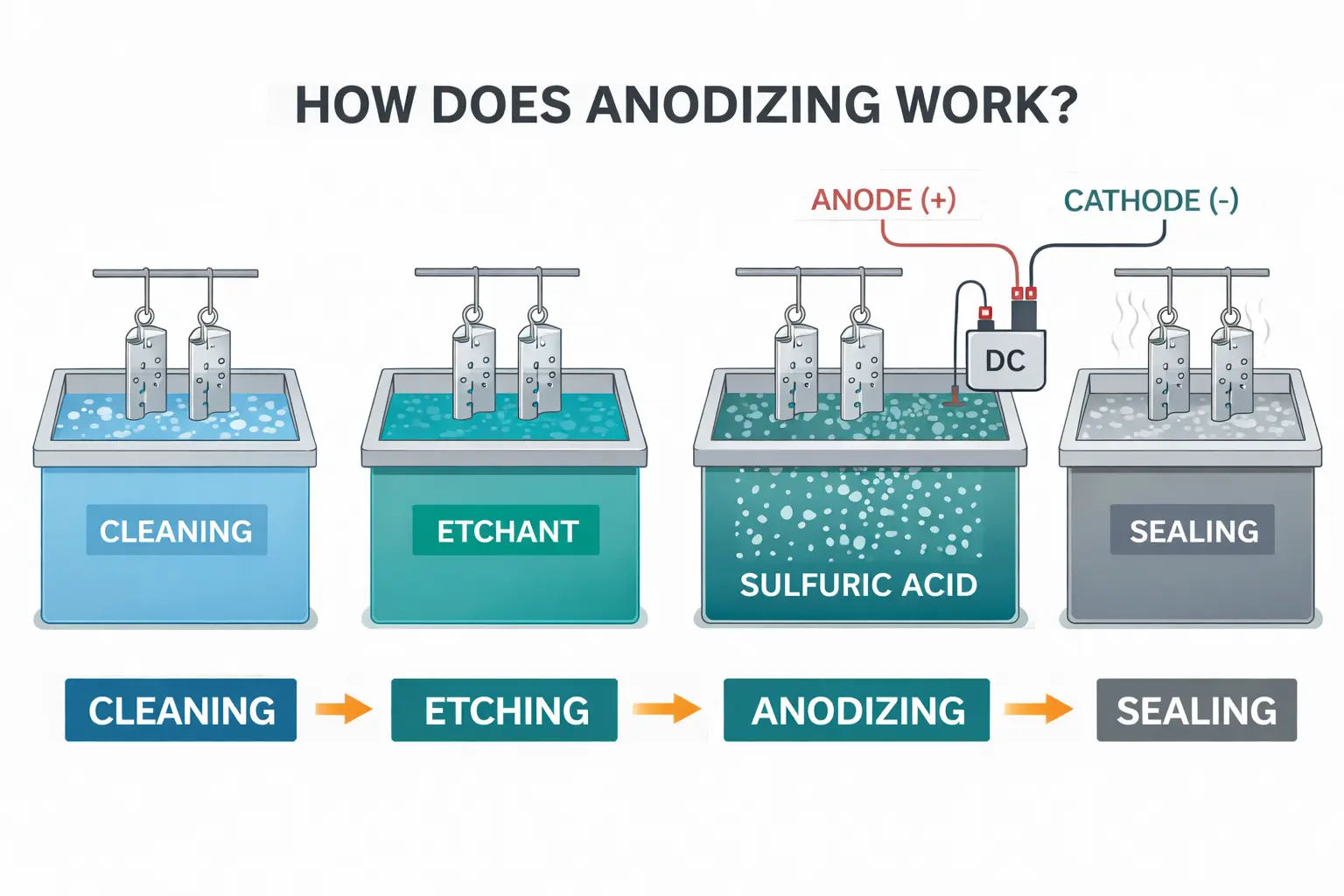
Anodizing grows a protective oxide layer on metal using an electric current in an acid bath.
- Cleaning: The part is degreased and cleaned. Residue on the surface causes uneven coating.
- Etching: The part soaks in an alkaline solution to smooth the surface and strip the natural oxide layer.
- Desmutting: A nitric acid bath removes the smutty residue left behind by etching.
- Anodizing: The part is submerged in an electrolyte bath and connected to a power source as the anode. Electric current drives oxygen ions into the metal surface, growing a dense oxide layer from the inside out. The longer the current runs, the thicker the coating.
- Dyeing (Optional): The part soaks in a dye bath while the oxide pores are still open. Clear finishes skip this step.
- Sealing: The part goes into hot deionized water or a nickel acetate solution. Heat closes the pores, locking in any dye and improving corrosion resistance.
What Are the Types of Anodizing?
There are three main types of anodizing, each using a different acid and producing a different coating thickness.
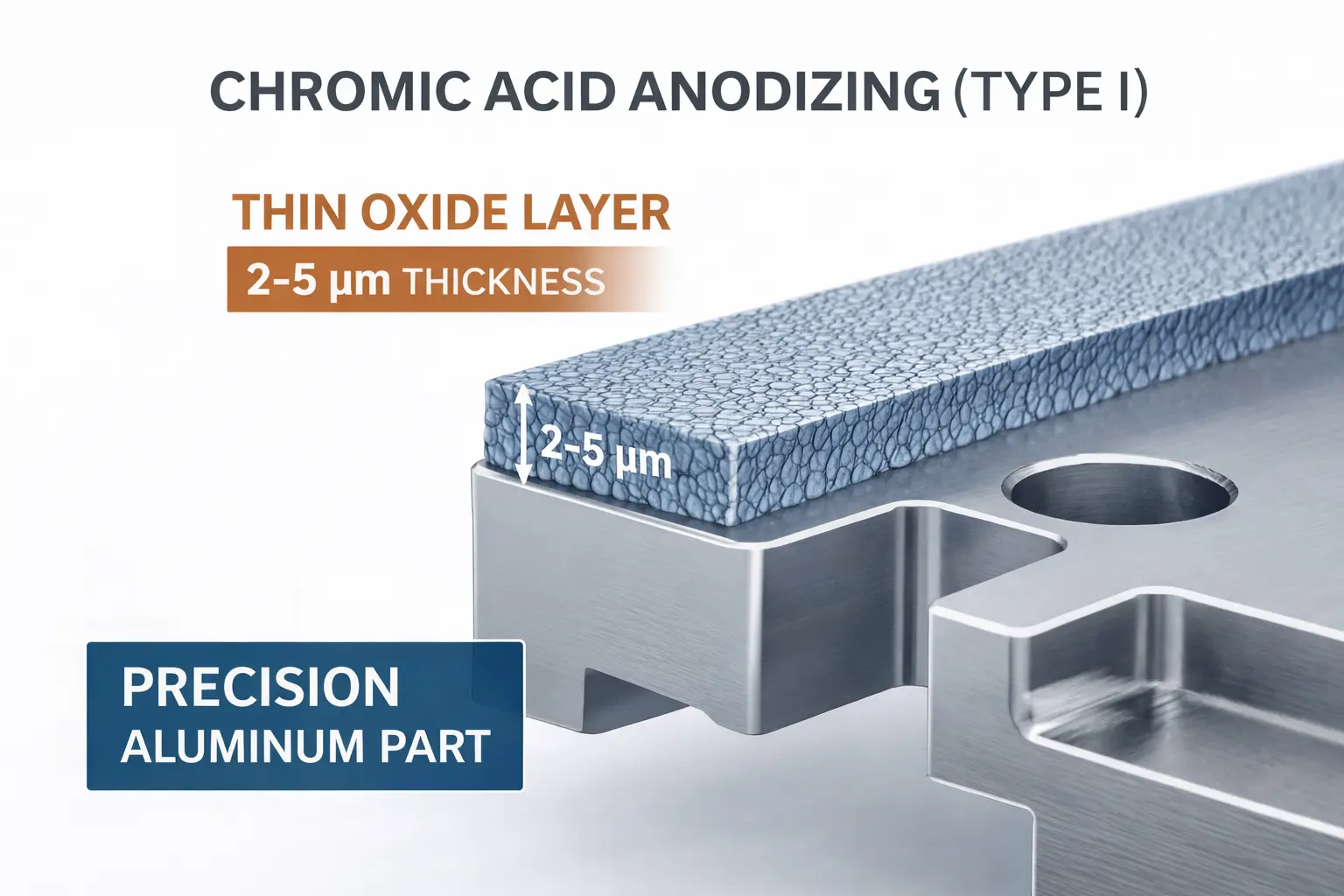
Chromic Acid Anodizing (Type I)
Chromic acid anodizing produces the thinnest coating, typically 0.5 to 2.5 microns. The minimal build-up makes it a good fit for parts with tight dimensional tolerances. Corrosion resistance is strong for the coating’s thickness.
Pros:
- Minimal dimensional impact.
- Good corrosion resistance relative to thickness.
- Works well on complex geometries.
Cons:
- Chromic acid is toxic and increasingly restricted by environmental regulations.
- Limited color uptake; parts are difficult to dye.
- Higher disposal and compliance costs.
Sulfuric Acid Anodizing (Type II)
Sulfuric acid anodizing is the most widely used type. The coating runs from 2.5 to 25 microns and takes dye well. That makes it the default choice when color is part of the spec. Type II covers most industrial and consumer needs, from electronics enclosures to automotive trim.

Pros:
- Affordable and widely available
- Excellent color uptake
- Good corrosion and wear resistance for most applications
Cons:
- Thicker than Type I, so tolerances need to account for coating growth
- Not suitable for extreme wear environments
Hardcoat Anodizing (Type III)
Hardcoat anodizing runs the sulfuric acid process at lower temperatures and higher current density. The coating reaches up to 100 microns thick. At that thickness, hardcoat rivals tool steel in wear resistance. It’s the go-to for hydraulic components, gears, and parts under heavy mechanical load.
Whether your design calls for a standard Type II color or a rugged Type III hardcoat, Rollyu handles the complete CNC machining and surface finishing in-house.

Pros:
- Exceptional hardness and wear resistance
- Performs well in heavy load and high heat environments
- Longer service life for mechanical parts
Cons:
- Higher cost and longer processing time
- Significant dimensional growth; parts need tighter design tolerances to compensate
- Color options are limited, typically dark gray or black
What Materials Can Be Anodized?
Aluminum, titanium, and magnesium are the most commonly anodized metals.
Aluminum
Aluminum is the most widely anodized metal. Most alloys can be anodized, but results vary by series. The 6000 series (6061, 6063) gives the cleanest, most consistent coatings.
To help you select the best base material for your project, we put together a quick guide on Aluminum 6061 vs 7075. At Rollyu, we machine alloys like 6061, 7075, 2024, and 6063 every day. We adjust our CNC process for each material to guarantee a perfect anodized finish.
Titanium
Titanium anodizes differently. Voltage alone controls the oxide thickness, producing different colors without any dye. Because of its strict biocompatibility, anodized titanium is widely reserved for highly regulated medical and aerospace applications.
Magnesium
Magnesium can be anodized but it’s less common. Bare magnesium corrodes quickly, so anodizing is mainly used to improve surface stability. Magnesium parts are mostly found in aerospace and automotive applications where weight reduction is the priority.

Common Applications of Anodizing
Anodizing is widely used across industries where parts face corrosion, wear, or extreme conditions.
Aerospace and Space Exploration
Anodized aluminum is the standard finish for structural frames, fuel system components, and satellite panels in aircraft and spacecraft.
The coating keeps weight low while protecting parts from corrosion, temperature swings, and UV exposure. For higher-stress parts like landing gear and hydraulic fittings, hardcoat anodizing is used instead.
Medical and Dental Devices
Anodized titanium is the material of choice for surgical instruments, orthopedic implants, and dental components.
Biocompatibility is required for anything implanted in or near the body, and the anodized oxide layer meets that standard. Anodized titanium also comes in multiple colors, which helps surgical teams identify instruments quickly without reading labels.
Rollyu supports these critical applications with ISO 13485 certified anodizing and precision medical CNC machining.

Robotics and Automation
Anodized aluminum is common in robot arms, structural frames, and end effectors. The low weight matters in automation where payload limits are tight.
For parts under constant motion and contact, such as rails, guides, and gear faces, Type III hardcoat is the standard. Bare aluminum wears down quickly in those spots.
Semiconductor and Life Sciences
Semiconductor manufacturing equipment demands materials that don’t shed particles or react with aggressive chemicals. Anodized aluminum meets both requirements.
The oxide layer is chemically inert and holds up against the acids and solvents used in wafer processing. Anodized aluminum is also a common choice for cleanroom equipment housings and diagnostic device components in life sciences.
How to Design Parts for Anodizing?
Anodizing changes the surface geometry of a part. Ignoring that during design leads to failed fits, rejected parts, or rework costs.
Account for Dimensional Growth
The anodized coating adds material to the part surface. About half grows outward, half penetrates inward. Type II adds roughly 0.0001″ to 0.001″ per side. Type III hardcoat can reach 0.002″ to 0.004″.
To compensate, pre-anodizing dimensions must be perfectly controlled. At Rollyu, we machine parts down to ±0.005mm tolerances, ensuring a flawless fit after the final coating is applied.
Avoid Sharp Corners and Edges
Sharp inside corners concentrate electric current during anodizing. The coating builds up unevenly at those points and can burn or crack.
Sharp outside edges often end up with a thinner coat, making them more vulnerable to wear. To get an even coating, you need smooth edge transitions. Whether you use a chamfer or fillet, always design inside corners with a minimum 0.5mm radius, and break all sharp outside edges.
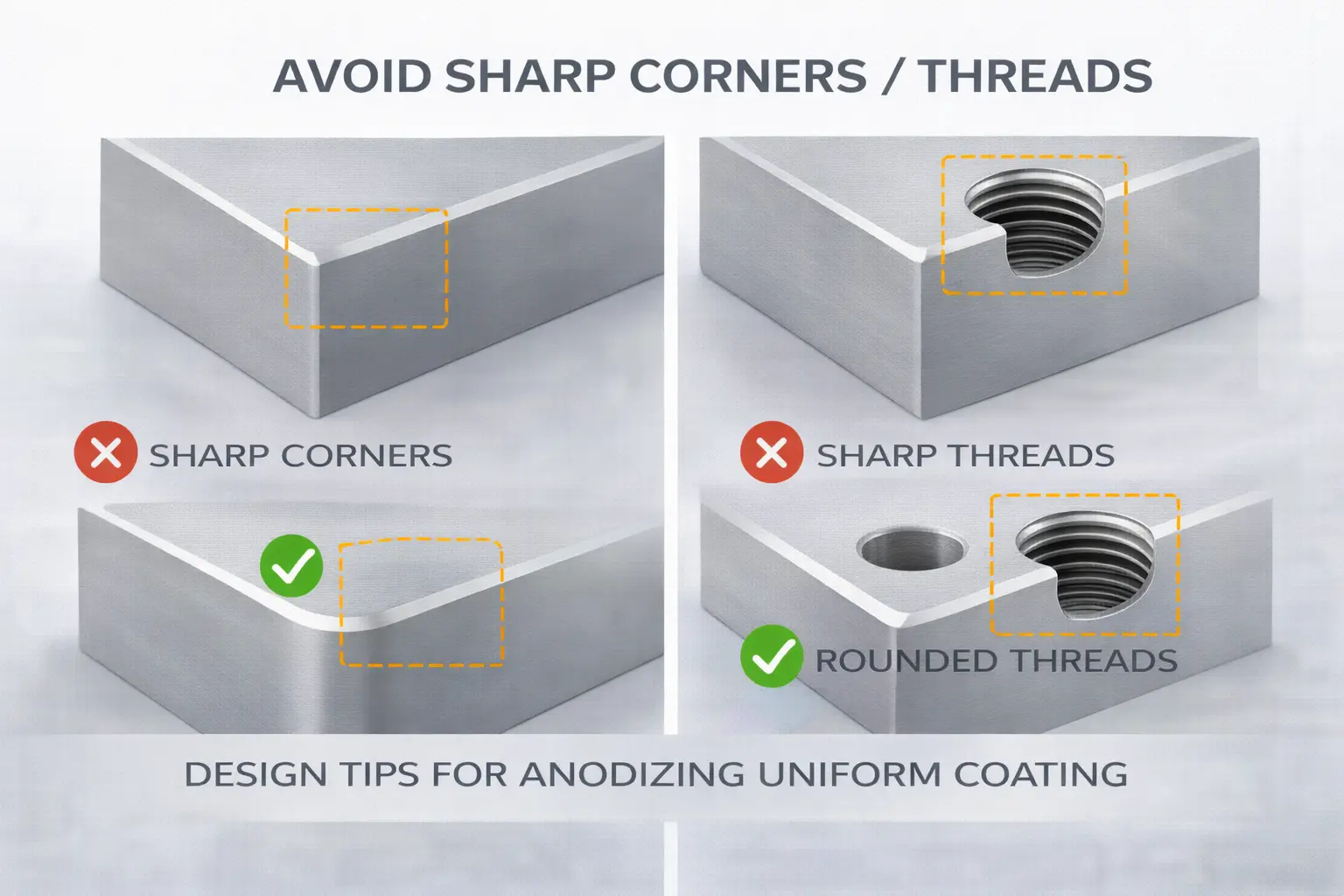
Plan for Blind and Threaded Holes
Anodizing solution can pool in blind holes and recesses. Poor drainage leaves the coating inside those features uneven or absent. Orient the part to allow drainage during processing, or add small vent holes.
Threaded holes are a separate concern: the coating grows inside the threads and tightens the fit. For critical threads, tap after anodizing or design the tap hole slightly oversized.
Ensure Material Consistency
Different aluminum alloys anodize differently, even within the same batch. Mixed alloys produce uneven coatings. Welds are a common problem.
The weld zone anodizes differently from the surrounding material, leaving an inconsistent coat at the joint. When color consistency matters, use material from the same lot.
FAQ
Can You Add Color to Anodized Parts?
Yes. Color is applied during anodizing, while the oxide pores are still open. The dye soaks in and bonds to the surface, so it won’t chip or peel like paint. Type II supports the widest color range. Type III hardcoat is limited to darker shades.
Can Anodizing Be Removed or Reworked?
Yes. Anodizing can be stripped using a sodium hydroxide solution, and the part can then be re-anodized. The catch: stripping removes a small amount of base material. For parts with tight tolerances, that loss can push dimensions out of spec.
How Long Does Anodizing Last?
The anodized oxide layer becomes part of the metal surface, so it lasts significantly longer than paint or plating. Type II anodizing can hold up for 10 to 20 years in normal indoor conditions. Type III hardcoat performs longer in demanding environments. Coating thickness, sealing quality, and environmental exposure are the main variables.
Conclusion
Anodizing turns a metal surface into something more durable than the base material alone. The right type depends on what the part needs to do. Type I suits tight tolerances. Type II covers most general and color applications. Type III handles high-wear parts.
Getting the most out of anodizing starts at the design stage. Account for coating growth, avoid sharp corners, and choose the right alloy before the part reaches the anodizer.At Rollyu, we offer precision manufacturing and anodizing for CNC machining parts across aluminum, titanium, and other metals.