
Rivets create a permanent joint that often performs well in high-vibration, thin-sheet structures where weld heat can introduce distortion or fatigue issues. According to Boeing 747 specifications, a single jet relies on roughly 1.5 million rivets to maintain its structural integrity. This makes them vital in aerospace and construction, where shear resistance and long-term structural integrity are critical.
This stability comes from a permanent mechanical lock. Unlike bolts that can vibrate loose, a rivet expands to fill the hole wall, creating a bond that cannot back out. This article covers common rivet types, their industrial applications, and the machining precision required for joint reliability.

What Is a Rivet And How Does It Work?
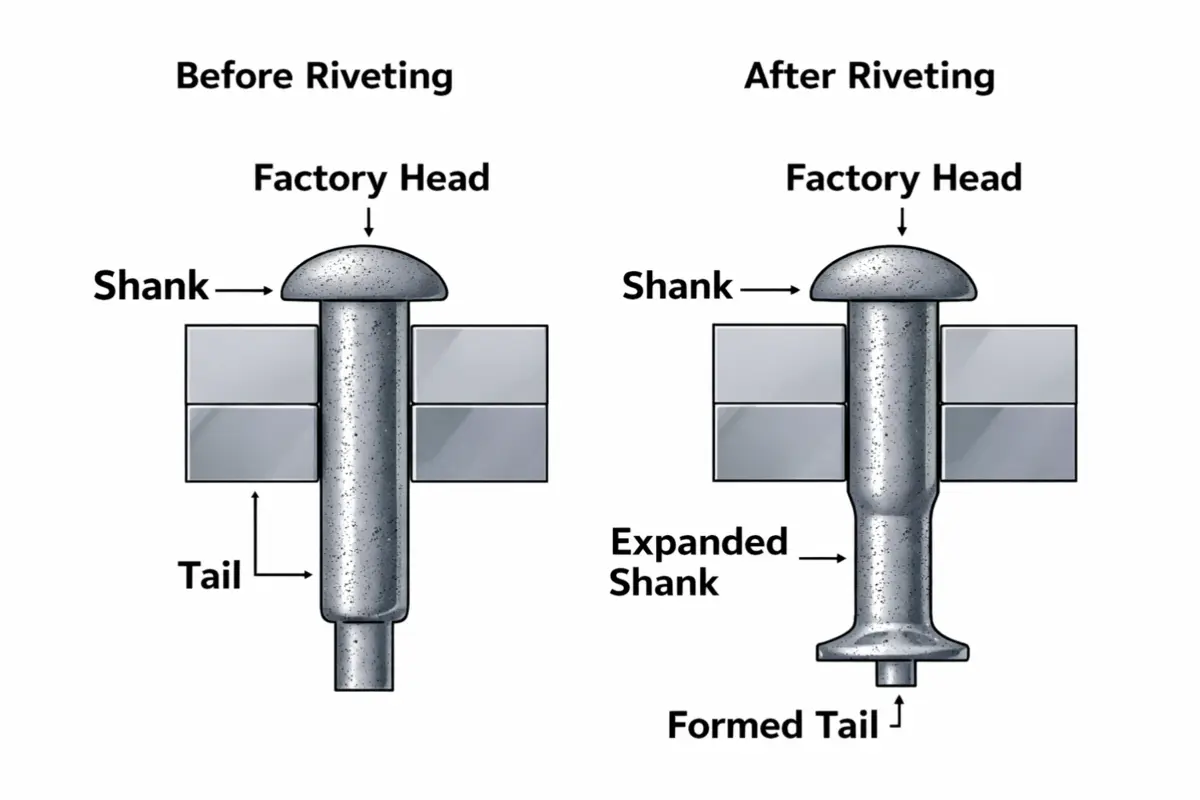
A rivet is a permanent fastener featuring a smooth shank that locks parts together through plastic deformation. It consists of a factory head, a shank, and a tail that is “upset” (deformed) during installation. As the tail is compressed to form a “shop head,” the shank expands to create a tight, interference fit within the hole, ensuring zero movement between the joined materials.
What are the Different Types of Rivets?
In professional metal processing and assembly, selecting the correct rivet type is critical for production efficiency. Different styles are engineered not just for strength, but to fit specific riveting processes and access limitations.
Solid Rivets
Solid rivets utilize a solid shaft for high-impact cold forming. A hammer and bucking bar compress the metal to forge an immovable seal. Their superior shear strength makes them the standard for structural fabrication in aircraft frames and bridges.

Blind Rivets (Pop Rivets)
Featuring a tubular body and mandrel, these install from a single side. The mandrel is pulled to expand the body without rear access. This speed makes them dominant in high-volume HVAC and electronics assembly workflows.

Threaded Rivets (Rivnuts)
Rivnuts set a permanent, load-bearing thread into materials too thin to tap. By mechanically anchoring into the sheet, they enable the bolting of removable components like inspection panels without welding.

Semi-Tubular Rivets
A shallow tail hole allows for controlled, low-force expansion. Requiring less tonnage to clinch than solid rivets, they protect delicate workpieces. This suits the automated assembly of pivoting joints in hinges, brakes, and linkages.
Other Specialty Rivets
For niche fabrication challenges, engineers utilize specialized rivet designs.
- Drive Rivets: Hammered flush into masonry or wood for rapid fastening without special tools.
- Split Rivets: Legs curl apart to pierce and grip soft materials like leather and textiles.
Where Are Rivets Used in Industrial Applications?
Rivets are critical in high-stress environments where vibration compromises threaded fasteners. They provide a permanent mechanical lock, often outperforming welds and screws in fatigue resistance.
Aerospace and Space Exploration
Aerospace structures face extreme pressure cycles. Solid rivets allow the assembled structure to absorb stress cycles more effectively than brittle, rigid welds, increasing fatigue life. Flush rivets secure fuselage skins, maintaining structural integrity with minimal aerodynamic drag.
Automotive and Heavy Transportation
Rivets efficiently join dissimilar materials, like aluminum to steel, enabling lightweight chassis construction without welding heat distortion. In trucking, blind rivets rapidly secure trailer walls where rear access is restricted. This also shows up in CNC machining and sheet metal for the automation industry, where quick, repeatable assembly is a priority.
Consumer Electronics and Home Appliances
Internal space in electronics is strictly limited. Rivets secure circuit boards without the bulk of screw heads. They also serve as permanent grounding points and withstand the high centrifugal forces in appliance spin cycles.
How to Choose the Right Rivet for a Project?
Unsuitable rivets cause loose joints and structural failure. Selection depends on the specific environment and the mechanical stress the joint must handle.
Match Rivet Material to Environment
Consistent materials prevent corrosion. In wet or salty environments, aluminum-on-steel contact can increase galvanic corrosion risk unless isolated or coated. Stainless steel is a frequent choice for marine or wet areas because it handles constant moisture without rusting. For regulated builds like medical enclosures, use this guide on How to Choose Medical Sheet Metal Fabrication.
Choose Rivet Type by Load
Vibration levels determine the fastener style. In high vibration, standard blind rivets may loosen if hole fit or grip range is incorrect. Solid rivets create a rigid bridge for high-stress machinery, while lighter assemblies benefit from blind rivets to keep weight low.
Align Rivet Precision to Tolerance
Tight fits reduce joint fatigue. Even a tiny gap in a drilled hole allows movement that can lead to fatigue failure. High-reliability builds often depend on CNC machining parts to keep hole fit consistent and joints stable over time.
FAQ
How to Remove a Rivet?
Drill it out. Use a drill bit that matches the shank diameter. Remove the head, then tap out the remaining pin with a punch. This keeps the hole intact for a new fastener.
How to Choose Rivet Length?
Match the grip range. The grip range is the total thickness of your materials. For a secure lock, the shank must stick out 1.5 times its diameter before installation.
Do I Need a Rivet or a Rivet Nut?
Permanence dictates the choice. Standard rivets create permanent joints. Rivet nuts add threads to thin materials for removable bolts.
How to Machine Parts for Riveting?
Drill and countersink. Use bits sized for close-clearance fits to allow full shank expansion. Match countersink angles to the rivet head for a flush finish that preserves material strength.
What Are Common Riveting Defects and How Do You Prevent Them?
Drilling accuracy stops failures. Most defects come from oversized holes, wrong grip range, or poor setting force. Use the correct drill size and verify the formed head is fully seated and consistent.
Conclusion
A riveted joint is only as reliable as the hole it occupies. Precise hole diameter and finish are the foundations of riveting; even a small deviation (e.g., 0.02 mm) may affect fit, function, or safety. This is why precision machining is the key first step. At Rollyu, our 5-axis CNC machining and CNC machining and turning can achieve hole diameter tolerances as tight as ±0.005 mm, providing the perfect fit for high-reliability assemblies.