
Wear and friction-related failures cost industrialized nations approximately 1% to 1.4% of their GDP annually. For manufacturers, this isn’t just a macroeconomic statistic, it represents unplanned downtime, scrapped parts, and lost profit.
Whether it’s a shaft seizing or a tool dulling, the root cause often boils down to a single metric: Hardness. This guide breaks down the practical definition of material hardness, compares industry-standard testing methods, and explains how to balance the critical trade-off between part durability and machining costs.

What is Material Hardness?
In the context of machining, hardness is a material’s ability to resist permanent deformation—specifically scratching, cutting, or indentation.
Think of it as the material’s “defense” against external forces. A material like 6061 Aluminum has low hardness, allowing it to be machined rapidly but making it susceptible to surface dings. In contrast, D2 Tool Steel is extremely hard; it resists wear aggressively but demands specialized carbide tooling and slower cutting speeds to process.
What are the different types of material hardness?
Engineers categorize hardness into three distinct behaviors based on how the load is applied.
Indentation Hardness
This is the operational standard for the metalworking industry. It measures resistance to permanent deformation under a continuous, static load. If you are specifying materials for structural parts, shafts, or molds, you are dealing with indentation hardness. It forms the basis of the most common testing systems (Rockwell, Brinell, Vickers).
Rebound Hardness
Also known as Dynamic Hardness, this measures the height of the “bounce” of a diamond-tipped hammer dropped from a fixed height. Unlike indentation, this method evaluates elastic energy absorption. It is the go-to method for testing massive components on-site (like large gears or installed pipes) that cannot fit into a benchtop lab tester.
Scratch Hardness
Scratch hardness measures resistance to surface abrasion by a sharp edge. While it is the defining standard for geology (the Mohs scale), its industrial utility is limited. In manufacturing, it is primarily used to test brittle materials (like ceramics) or the durability of surface coatings, rather than the base metal itself.
How is Material Hardness Measured?
No single hardness test works for every application. Because metal structures vary—from coarse castings to microscopic coatings—engineers must match the test to the material.
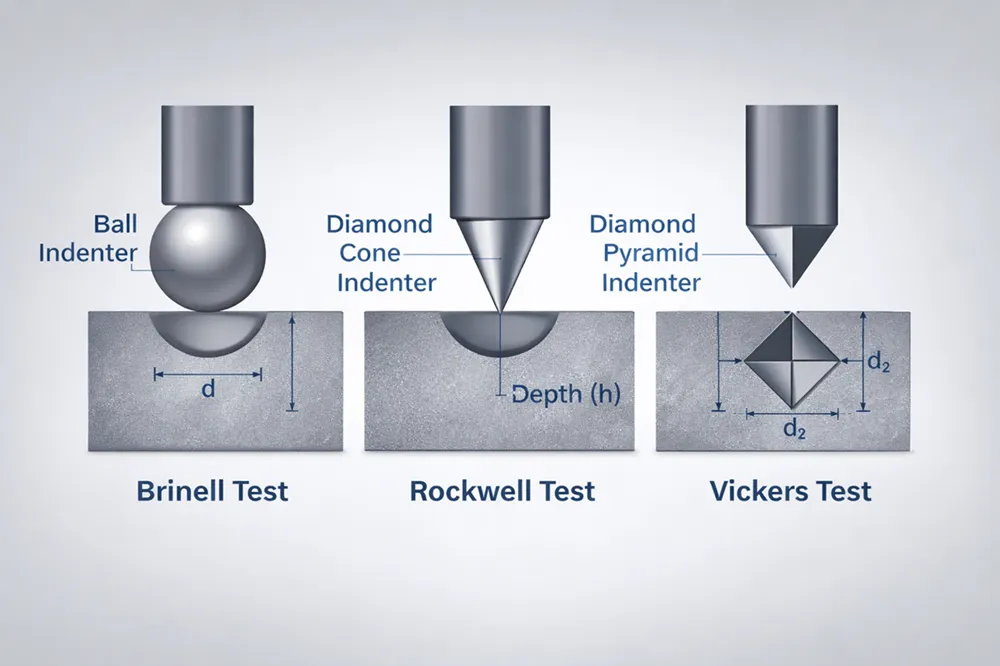
Rockwell Hardness Test
The undisputed workhorse of the US machine shop. Rockwell tests are fast, leave a minimal indentation, and give an immediate readout. You will almost always see HRC specified for hardened steels and HRB for softer alloys like brass or aluminum. It is the standard for final QC inspection.

The Brinell Test
While Rockwell wins on speed, Brinell is the king of raw materials. It uses a large 10mm ball to create a wide indentation. This is crucial for rough castings or forgings with inconsistent grain structures. A wide dent averages out the surface inconsistencies, providing a true representation of the material’s bulk strength where a sharp Rockwell point might give a false reading.
Vickers Hardness Test
When precision is paramount. Vickers uses a microscopic diamond pyramid, making it ideal for thin foils, small parts, or measuring the hardness of surface plating. It requires a polished surface and optical measurement, making it a lab tool rather than a shop floor check.
Scleroscope Test
The solution for immovable objects. If you need to test a 5-ton die that is already installed, you can’t bring it to the lab. The Scleroscope offers a portable, non-destructive way to verify specs on-site.
Which Test Should You Use?
For a quick reference on which standard applies to your project, refer to the breakdown below:
| Test Method | Key Advantage | Best Application |
| Rockwell (HRC/HRB) | Fast, direct readout, no optics needed. | Finished CNC machining parts, shafts, dies. |
| Brinell (HB) | Large indentation averages out grain inconsistencies. | Rough castings, forgings, raw materials. |
| Vickers (HV) | Continuous scale, high precision. | Thin foils, coatings, lab analysis. |
| Scleroscope | Portable, non-destructive (rebound). | Heavy machinery, on-site testing. |
Why Hardness Matters in Manufacturing
Specifying hardness is a strategic balancing act between part performance, manufacturing feasibility, and total project cost. It’s not just about making a part “strong”, it’s about ensuring it survives its environment without bankrupting the production budget.
Wear Resistance and Durability
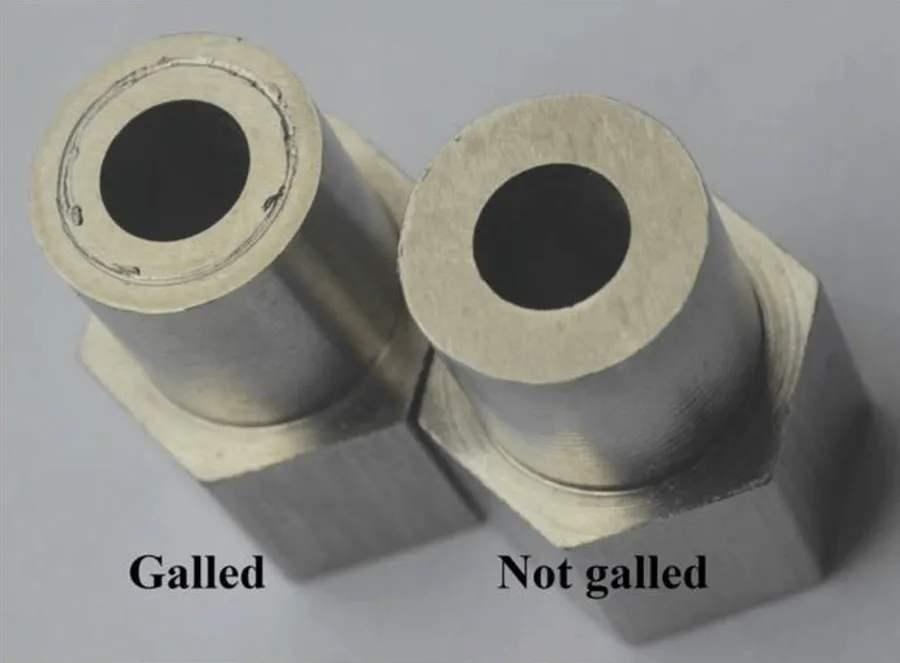
Preventing premature failure is the primary reason engineers specify high hardness. In applications involving sliding contact—like bushings, wear plates, or linear rails—hardness is your best defense against abrasive wear. Beyond simple abrasion, hardness prevents galling.
Soft metals like aluminum and 300-series stainless steel are prone to “cold-welding” under pressure. Increasing surface hardness allows the material to “chip break” cleanly rather than smear, dramatically extending service life in dynamic assemblies.
Machinability and Manufacturing
As hardness climbs, machinability plummets, and costs spike. Cutting material at 50 HRC requires specialized carbide or ceramic tooling and drastically slower speeds compared to 20 HRC. Machining a fully hardened block can take 3x to 5x longer than machining it in an annealed state.
To avoid inflating costs, the most efficient route is to machine parts in a soft (“green”) state and only heat treat them after the bulk material is removed.
Dimensional Stability and Heat Treat Distortion
Hardness comes at a price: internal stress. The process of hardening (quenching) introduces significant thermal shock, causing parts to warp or grow unpredictably. If a tight-tolerance shaft is machined to final size before heat treatment, it will likely be out of spec upon return.
To solve this, Rollyu utilizes a “Rough-Hard-Finish” workflow. We machine the part soft, leaving 0.005″– 0.010″ of grinding stock. After heat treatment, we use precision surface grinding to remove that extra stock, restoring the part’s geometric accuracy, which is critical for life sciences applications.
Material Selection for Load Bearing
Harder isn’t always better. Pushing hardness too high makes the material brittle; a glass-hard part might resist scratching but could snap catastrophically under sudden shock loads.
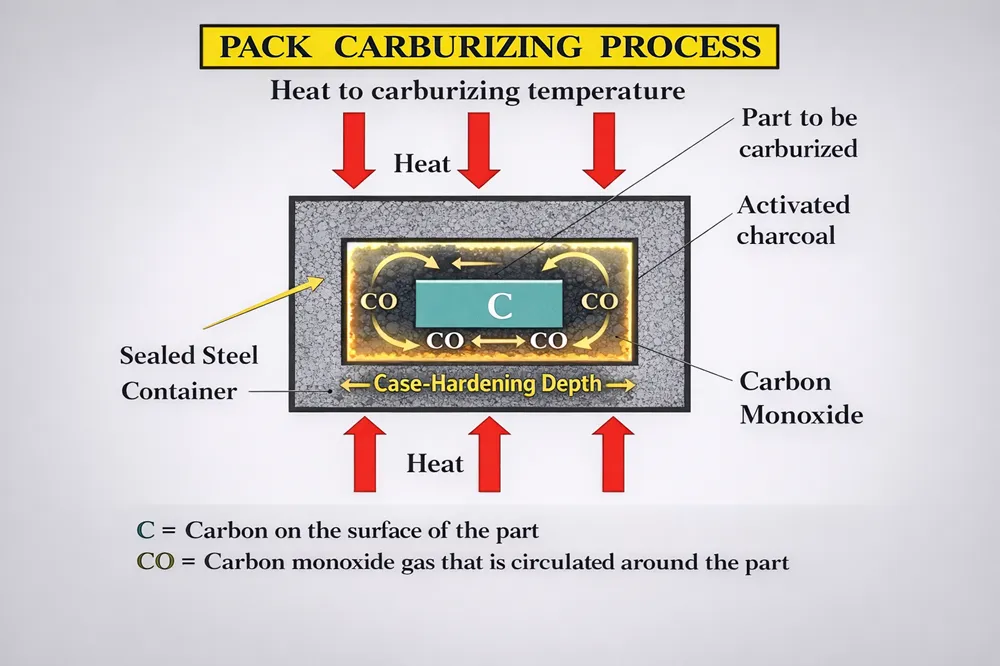
Engineers must find the “sweet spot.” For dynamic components like gears, we often recommend Case Hardening over Through Hardening. This creates a wear-resistant outer “skin” (Case) while leaving the inner material soft and ductile (Core), providing a surface that won’t wear down and a core that won’t snap.
Expert Material Selection and Manufacturing at Rollyu
You shouldn’t have to choose between competitive pricing and reliable quality. At Rollyu, we bridge the gap between cost-effective offshore manufacturing and US engineering standards.
How Rollyu Balances Hardness and Cost
We frequently see RFQs specifying exotic, ultra-hard tool steels for applications that don’t require them. This inflates costs unnecessarily. Our engineering team reviews your design to ensure you aren’t “over-specifying,” helping you switch to materials that offer the right performance at a lower machining cost.
Precision Machining for Hardened Materials
When your application does demand extreme hardness (55+ HRC), standard shops often no-quote or fail. Rollyu specializes in hard machining. Utilizing Wire EDM and precision surface grinding, we hold tight tolerances on hardened mold components and shafts that standard end mills simply can’t touch.
Not sure which material hardness fits your application? Contact Rollyu’s engineering team for a free consultation today.
FAQ
Can I accurately convert between hardness scales?
Yes, but with caution. Conversion charts are approximations, not mathematical absolutes. A converted Brinell reading might not perfectly match a Rockwell test due to the different physics involved.
Does material hardness impact surface finish?
Absolutely. Ironically, harder materials often yield a better surface finish. Soft, “gummy” metals (like pure aluminum or copper) tend to drag and smear against the tool. Harder alloys “chip break” cleanly, leaving a shiny, superior finish. However, once you exceed ~50 HRC, you must switch to grinding to maintain that finish.
Can you change the hardness of a material after machining?
Yes. This is standard practice. We often utilize Case Hardening (like Nitriding) to create a wear-resistant “skin” on a part while keeping the core ductile. Alternatively, Annealing can be used to soften a material that has become work-hardened and difficult to process.
Do you provide material certifications and quality reports?
Yes. We are ISO 9001:2015 certified and provide full traceability. We supply Material Test Reports (MTRs) and inspection data to verify hardness and specs, matching the documentation standards of a premier US shop.
Is there a significant hardness difference between Aluminum 6061 and 7075?
Yes. Aluminum 7075 is nearly twice as hard as 6061, offering strength comparable to some steels. This huge hardness gap is the deciding factor in the Aluminum 6061 vs. Aluminum 7075 comparison for structural applications.